
精密搖擺主軸的振動測試分析
2021-11-23 08:02:52薛蒲昌武永剛謝亮亮
機電工程技術 2021年10期
薛蒲昌,武永剛,謝亮亮
(1.北方長龍新材料技術股份有限公司,西安 710055;2.航天恒星空間技術應用有限公司,西安 710055)
0 引言
隨著科學技術的不斷進步,精密級、超精密級設備及零件越來越多地應用到軍用、民用工業的領域當中,因此對加工設備的加工精度、可靠性及環境適應性等方面都提出了更高的要求[1]。作為精密銑削加工設備中的關鍵部件,搖擺主軸的結構穩定性、性能可靠性等對精密加工至關重要。在整個加工中心系統中,搖擺主軸的穩定性亦屬于相對薄弱環節。搖擺主軸的結構復雜,傳動機構較多,尺寸要求較小,不但有由于動平衡、電機、軸承、冷卻管路及配合松動等因素引起的強迫振動產生,還有刀具變換、加工過程中刀具和工件之間隨時變換的摩擦力等因素引起的自激振動現象,這些振動均會對零件加工精度以及加工設備的穩定性產生影響[2]。由于振源形式復雜、多樣,且不斷變換,設備的加工精度及穩定性更難保證,因此,如何準確找到搖擺主軸中影響加工精度的主要振源,對其加以分析并解決,對整個精密加工設備的加工精度及穩定性提升具有重大貢獻。
本文搭建的搖擺主軸振動測試平臺,采用開放性更高的DASP數據采集分析系統,分析過程中結合了具體的工程經驗以及搖擺主軸的設計思路,在不同工況下,針對關鍵測點各方向反復進行測試、分析、篩選及驗證,采集了大量數據進行綜合分析,對搖擺主軸的測試分析更準確,問題根源追溯更徹底。因此,對精密搖擺主軸的振動測試分析更具實際意義。
1 精密搖擺主軸振動測試平臺搭建
根據搖擺主軸的機構特性,為更準確地找到影響設備加工精度的主要振源,本文對精密搖擺主軸在設備空運轉狀態、粗加工狀態、精加工狀態及停機狀態等不同工況下分別進行了測試試驗,同時重點監測了設備啟停階段的試驗數據,確保為后期進行分析篩選提供更多有效的數據支撐[3]。
測試對象為精密銑削加工設備搖擺主軸;測試儀器為DASP大容量數據采集分析系統。傳感器包括單相加速度傳感器11個(精密搖擺主軸)和三相加速度傳感器1個(工件正對切削位置)。試驗中分別對主軸、回轉軸及主軸箱各方向分布測點,具體測點布置如圖1所示,后面測試中均采用該試驗設備。
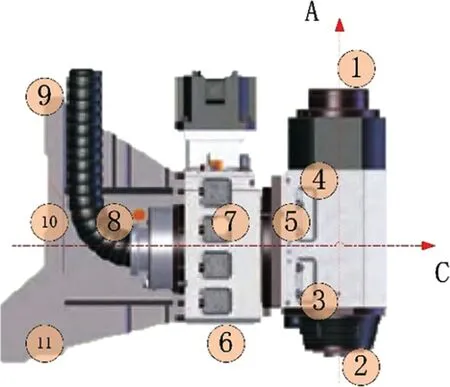
圖1 測點布置
2 振動測試
2.1 停機狀態
在停機狀態下,主要測試外界振源對精密搖擺主軸的影響。試驗結果分析如圖2所示。
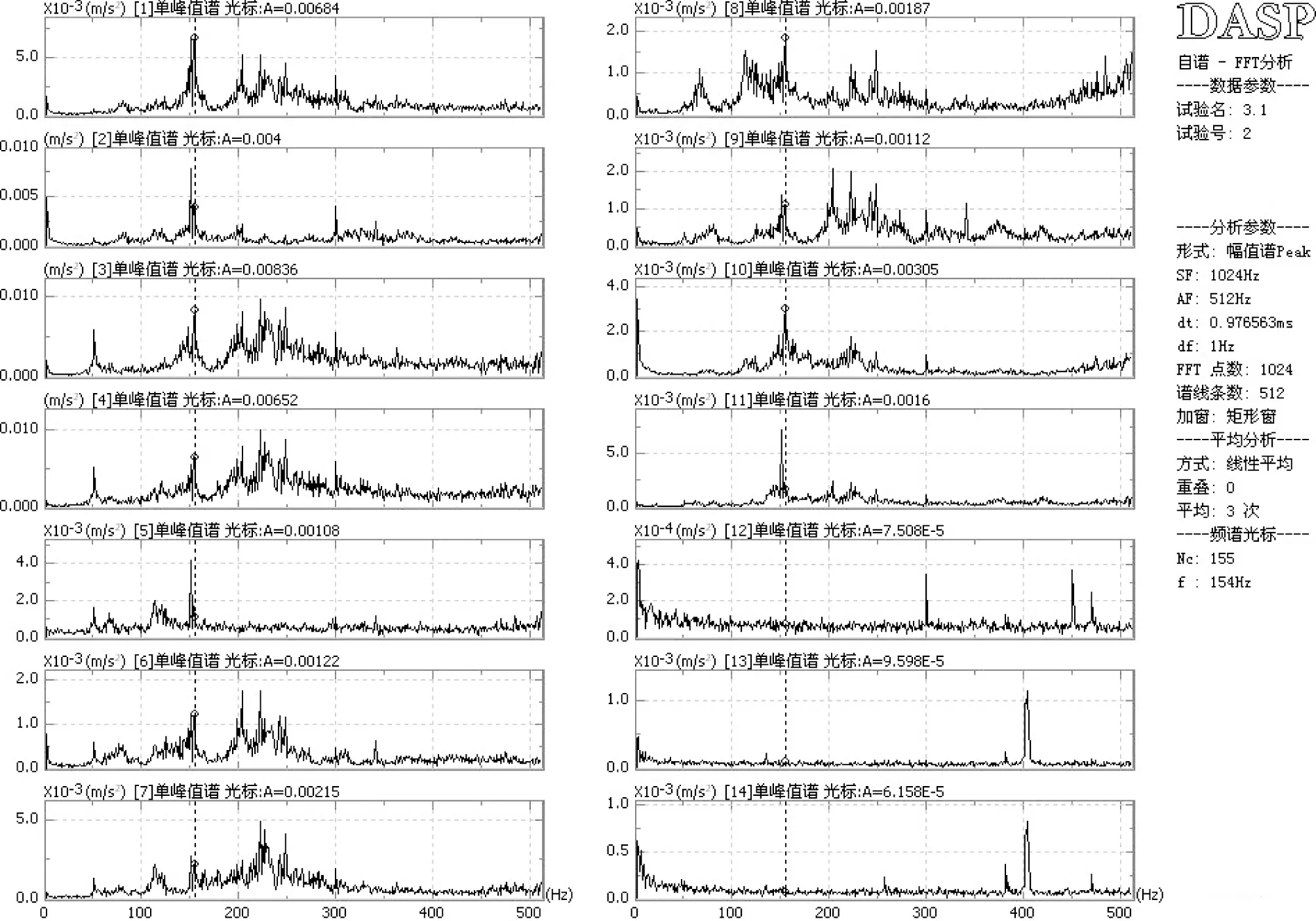
圖2 停機狀態頻譜
停機狀態下,外界干擾使精密搖擺主軸的加速度值在-0.1~0.1 m/s2,振動量更小。通過數據觀測發現,在回轉軸上出現了峰值為50 Hz信號,通過分析計算,確定是由于力矩電機的電磁交變引起的。同時分析比對了由此引起的振動位移,發現最大振動位移發生在3號測點,位移量6.16×10-5mm,對系統穩定性影響微小。停機工況下50 Hz以后未出現窄頻激勵,振動位移很小。
2.2 空轉試驗
空轉試驗主要目的是測試出精密搖擺主軸不平衡及空轉啟動中外部動力源對振動的影響。
測試了不同轉速下空轉試驗,如表1所示,實際數據采集時,轉速有擾動。

表1 平均故障間隔時間劃分方法
選取2 200 r/min和2 300 r/min下試驗數據進行分析,轉速2 300 r/min下空轉頻譜如圖3所示。
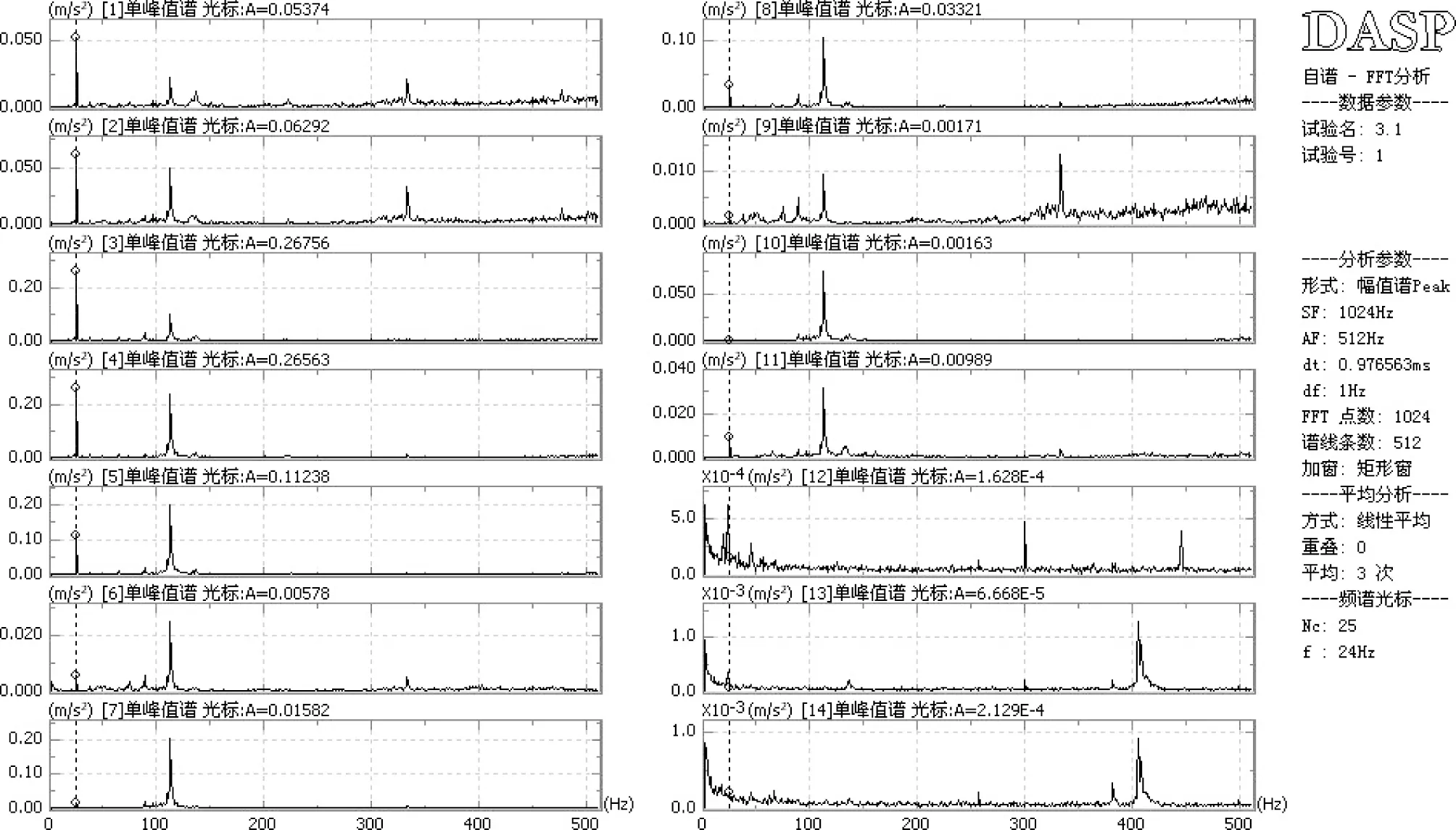
圖3 轉速2 300 r/min下空轉頻譜
在主軸空轉速度2 200 r/min和2 300 r/min時,分別找出振動幅值最大的測點位置進行頻率,加速度及位移量的數據進行分析處理,均為3號測點位置。結果如表2~3所示。
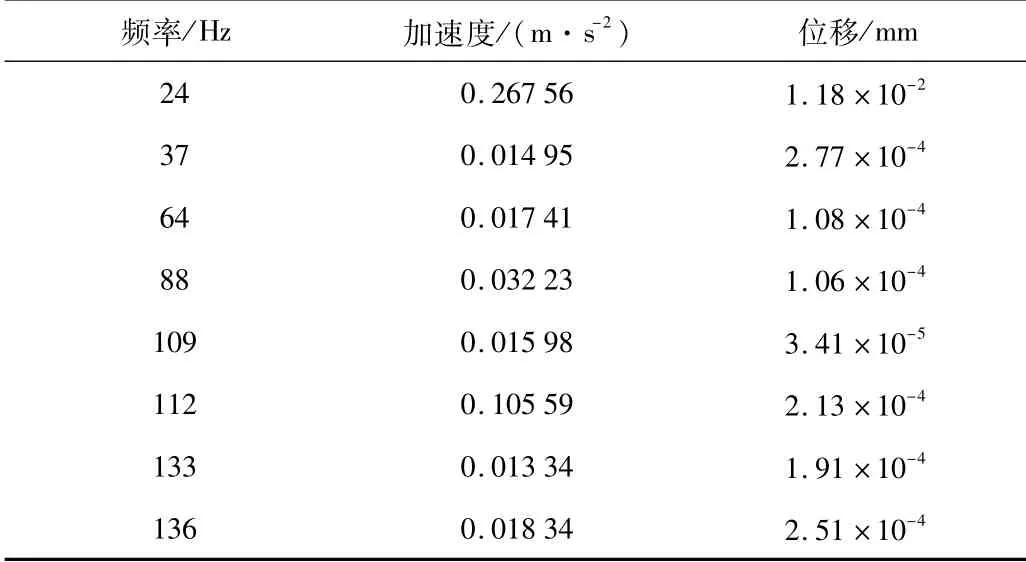
表2 主軸空轉2 200 r/min下數據分析
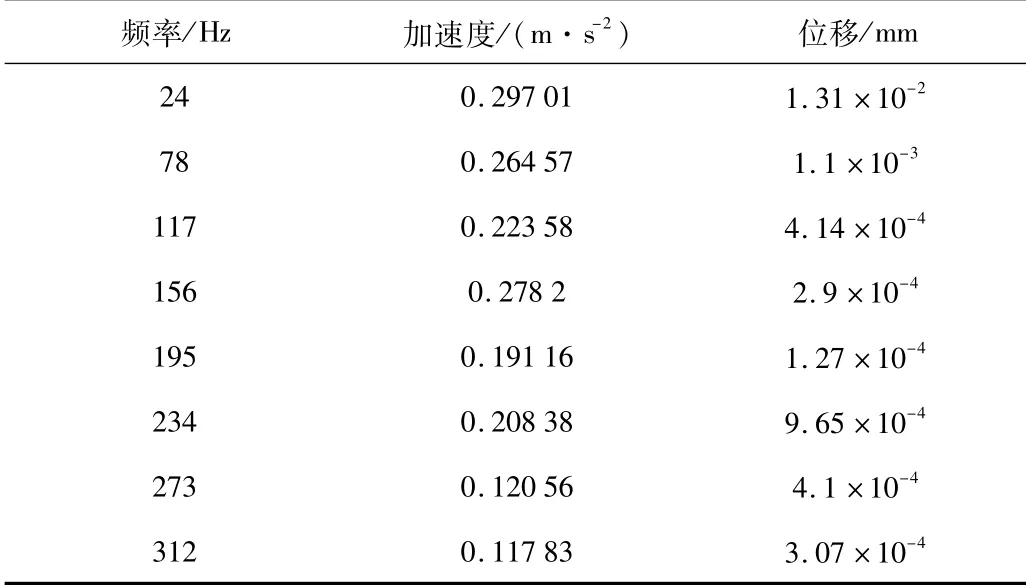
表3 主軸空轉2 300 r/min下數據分析
在2 200 r/min下24 Hz對應振動位移量1.18×10-2mm。其他頻率對應位移量都很小,37 Hz以及后面的頻率都可視為轉速激勵的倍頻。在2 300 r/min轉速下同樣出現了24 Hz的激勵,對應位移量1.31×10-2mm。其他頻率對應位移量同樣很小,在0.005 mm以下。78 Hz、117 Hz以及后面頻率段都為轉速頻率的倍頻。
綜上,在轉速的倍頻下的振幅均較小,說明不平衡問題對振動的貢獻小。而其中出現了24 Hz的外部動力源的激勵,其對振動的影響較大。
精加工時轉速固定為250 r/min,對應轉速激勵頻率為4.16 Hz。空轉頻譜如圖4所示。

圖4 精加工轉速250 r/min下空轉頻譜
同樣靠近切削位置的3號測點振動幅值最大,對其頻率、加速度、振動位移量進行數據處理,如表4所示。
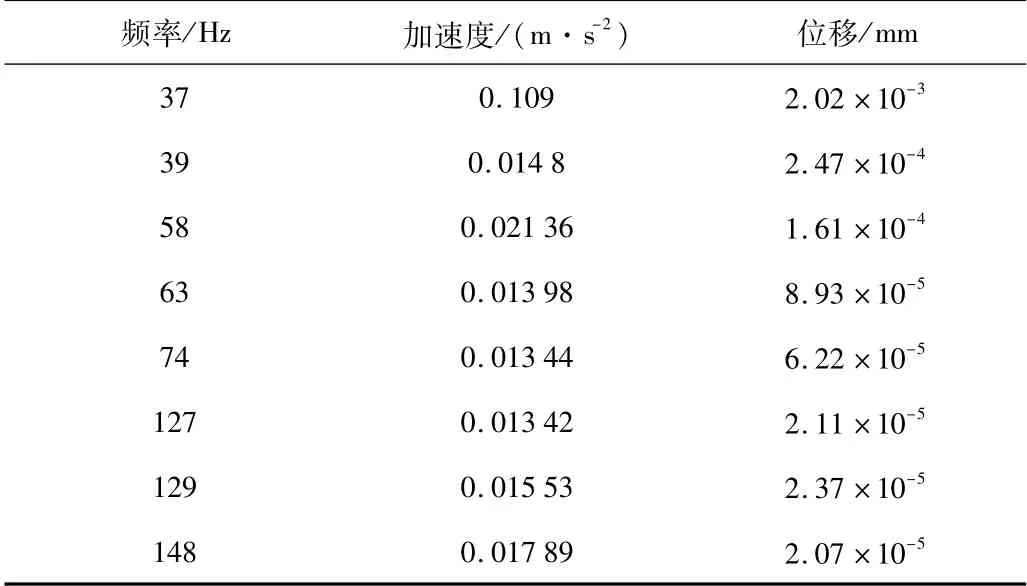
表4 主軸空轉250 r/min下數據分析
由數據可知250 r/min時空轉引起的振動量較小,最大位移量為2.02×10-3mm。動平衡問題對振動影響小。而對比前面測試結果,沒有出現24 Hz的激勵頻率。可以進一步斷定該激勵頻率為外部動力源。
2.3 切削試驗
切削中的振動綜合了前面的振源的影響,還包含斷續切削工件表面出現的沖擊振動,因此排除前面的振源因素,切削試驗主要測定該沖擊振動的大小。
粗加工時選取2 200 r/min和2 300 r/min為分析對象,對應回轉頻率為36.67 Hz和38.33 Hz,切屑刀片數為2。因此沖擊振動頻率為73.33 Hz、76.66 Hz。
進給量范圍為0~600 mm/min。頻譜如圖5所示。

圖5 粗切轉速2 300 r/min下頻譜
由頻譜可見仍是3號測點響應幅值最大,分別在2 200 r/min和2 300 r/min下對該測點數據進行分析處理,如表5~6所示。

表5 粗加工轉速2 200 r/min下數據分析
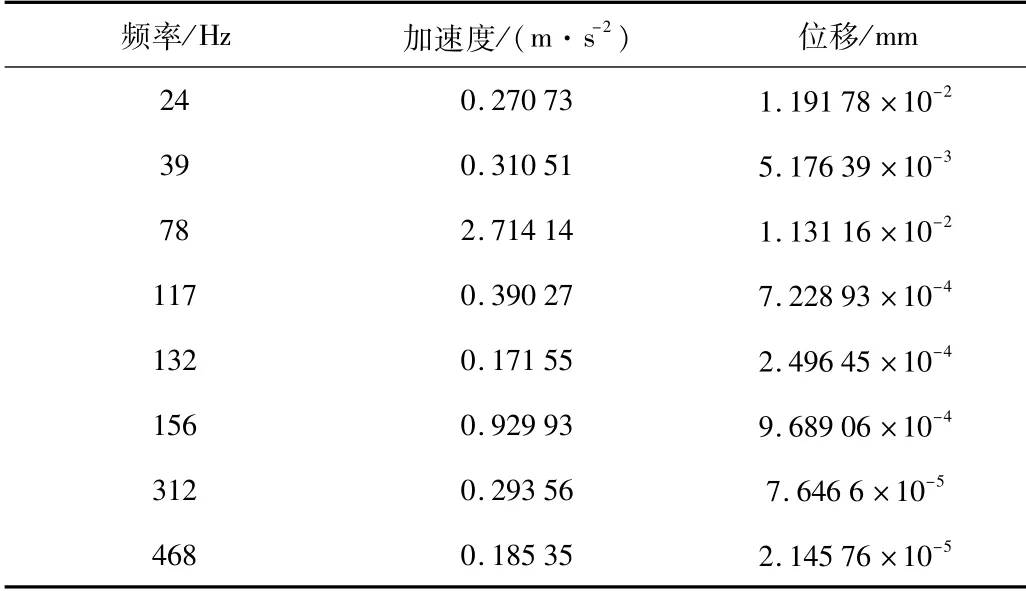
表6 粗加工轉速2 300 r/min下數據分析
2 200 r/min時最大振動位移出現在24 Hz和74 Hz。24 Hz為外部動力源,74 Hz為切削刀齒激勵頻率。2 300 r/min時最大振動位移在24 Hz和78 Hz。同樣24 Hz為外動力源,由于轉速的擾動78 Hz為可視為刀齒的激勵頻率。
精加工轉速250 r/min,刀具齒數4,對應激勵頻率16.67 Hz。進給量50 mm/min(有擾動),頻譜如圖6所示。

圖6 精加工轉速250 r/min下頻譜
靠近切削位置的3號測點振動幅值最大,對其頻率、加速度、振動位移量進行數據處理,如表7所示。
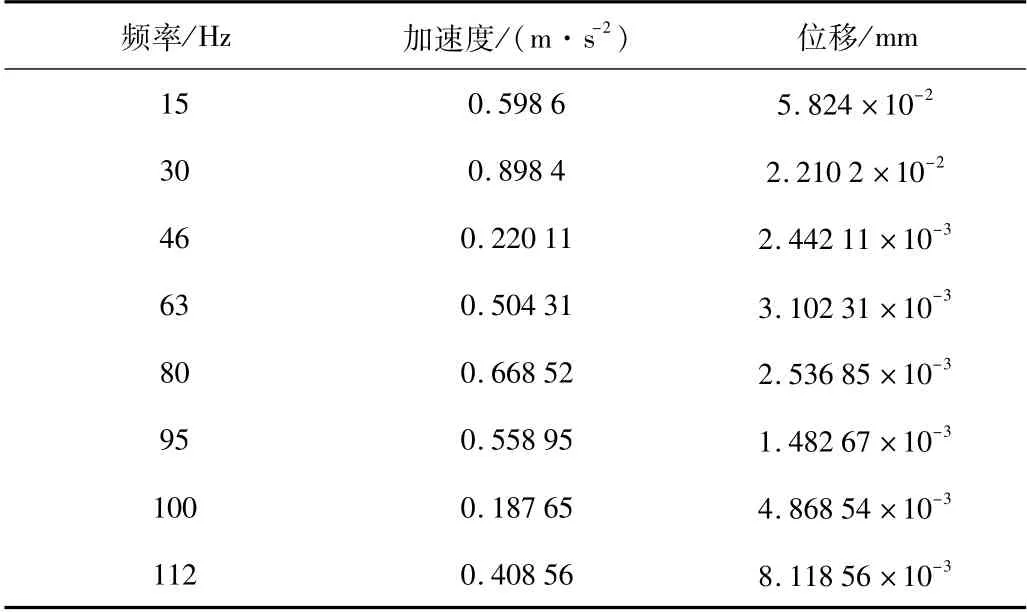
表7 精加工轉速250 r/min下數據分析
同空轉時一樣沒有24 Hz的干擾,振幅對應的頻率均為道具激勵的倍頻。在刀具切削激勵下16 Hz和32 Hz都出現較大的振動位移。相比精加工時振動位移更大,分析可能原因是轉速降低,切削力變大。
通過數據分析發現,在以上工況測試中,振動位移較大的測點位置均為3號測點和4號測點,通過試驗布點位置圖可以看到,3號測點與4號測點的傳感器方向一致。對比兩者時域信號如圖7所示。對比可見3、4振動相位相差1 800。也即3號測點達到極大值時,4號測點達到極小值。同理對應于極小值時的4號測點位移達到極大值。因此判定最大振動位移為搖擺主軸繞C軸的偏擺。
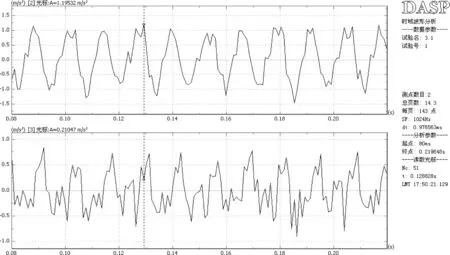
圖7 測點3、4時域信號對比
3 結束語
本文利用DASP大容量數據采集和分析系統,對精密搖擺主軸在不同工況下的振動情況進行了測試試驗,通過測試數據結合工程經驗進行分析,排除了諸如力矩電機電磁交變、不平衡性以及外部振動干擾等強迫振動,發現在加工過程中,刀具和工件的沖擊引起的自激振動現象在不同轉速下都有明顯發生。從試驗結果可以看出,搖擺主軸繞C軸的偏擺處為最大振動位移位置,對搖擺主軸進行結構優化設計,在搖擺主軸C軸的回轉結構部分進行加筋加強,可以有效地提升搖擺主軸的穩定性,從而極大地提升了整個精密加工設備的加工精度及穩定性。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
艦船科學技術(2022年8期)2022-06-05 07:36:28
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
電子制作(2018年18期)2018-11-14 01:48:24
中國公路(2017年18期)2018-01-23 03:00:38
數學物理學報(2017年6期)2018-01-22 02:26:40
山東工業技術(2016年15期)2016-12-01 05:31:22
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
計算物理(2014年2期)2014-03-11 17:01:44
