激光和TIG焊接304L奧氏體不銹鋼力學性能的比較研究
2021-11-25 01:37:56羅曄魏麗華
金屬加工(熱加工) 2021年11期
關鍵詞:焊縫
羅曄,魏麗華
1.寶鋼中央研究院武鋼有限技術中心 湖北武漢 430080
2.北京中機天達科技發展有限公司 北京 100036
3.北京·埃森焊接與切割展覽會組委會 北京 100036
1 序言
不銹鋼具有優異的耐腐蝕性能和力學性能,廣泛應用于家用電器、廚具、汽車、核能等領域[1-3]。特別是奧氏體不銹鋼具有優異的加工性和焊接性,溫度在900K左右也具有優異的機械強度,因此可用于核能工業結構物的結構材料、覆管材等。而核電工業大型結構物大多采用焊接制作,主要采用SMAW、TIG等電弧焊工藝。電弧焊具有經濟性,最大優點就是沒有接合材料厚度的限制。但由于熱源能量密度低,形成傳導型焊透,且焊透深度淺,因此厚板材料的焊接往往需要多焊道,從而導致對材料的熱輸入量變大[4]。奧氏體不銹鋼與普通碳素鋼相比,熱膨脹系數高約1.5倍,熱導率低至1/3,是一種要求低熱輸入焊接的材料。熱輸入量過大時,焊縫可能會產生嚴重的熱變形和殘余應力[5-9],形成較寬的熱影響區,從而導致焊縫的質量和強度降低。
為了解決這些熱輸入的問題,近年來業內開始采用激光焊接。激光焊接使用集束于狹窄范圍的激光束作為熱源,因此熱源的能量密度非常高,利用鎖孔(Keyhole)機制可以發生焊透。借助鎖孔機制發生焊透時,因為熱傳導小,所以用相對較少的熱輸入量就能實現深度焊透。因此,盡管熱影響范圍有限,也可以獲得高質量的全焊透區[10,11],并實現高速焊接,在生產效率方面也有優勢[12,13]。
YAN等[14]曾在304不銹鋼上進行TIG焊接、激光焊接和激光-TIG混合焊接,并研究了焊縫的顯微組織和拉伸性能。報道稱,激光焊接和激光-TIG混合焊接時,焊縫表現出細微組織和良好的拉伸性能。除此之外,相關研究人員也曾對奧氏體不銹鋼的電弧焊與激光焊接開展過很多比較研究[15,16],并報道稱,在激光焊接中表現出良好的力學性能,但并未對其他拉伸性能進行細致研究。為了評估焊縫的牢固性,依據ASME第九卷焊接和釬焊評定標準實施拉伸、彎曲和沖擊試驗[17]。
本研究采用奧氏體不銹鋼的代表鋼種即304L不銹鋼,進行激光焊接和TIG焊接,并對焊縫的顯微組織,以及彎曲和沖擊性能進行了比較和分析。
2 試驗方法
2.1 試驗材料
本研究中使用厚度6mm的304L不銹鋼板材。TIG采用豫林公司φ1.2mm的ER308焊絲,化學成分見表1。對激光焊試樣的接合面進行了銑削,以盡量減少材料之間的間隙;TIG焊接試樣采用45°坡口,組對間隙為3.2~3.5mm,便于熔敷金屬的滲透。
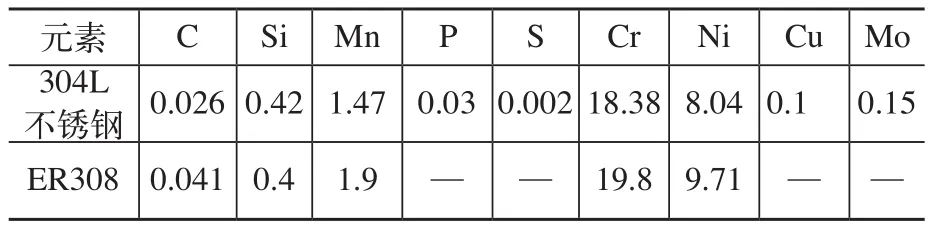
表1 原材料的化學成分(質量分數) (%)
2.2 焊接
焊接采用對接接頭,氬氣保護。激光焊采用最大功率16kW碟片激光器(Trumpf TruDisk18002),將試樣固定在試驗臺上,然后移動激光束進行焊接。TIG焊使用填充金屬,與激光焊一樣,將試樣固定在試驗臺后移動電弧進行焊接。TIG焊的拉伸和彎曲試樣分別按照ASME第九卷QW-462.1(a)和QW-462.3(a)制作。采用HYWEL-305A模型,為實現完全焊透,采用4道焊[17]。焊接工藝模型如圖1所示,焊接參數見表2。

表2 焊接參數
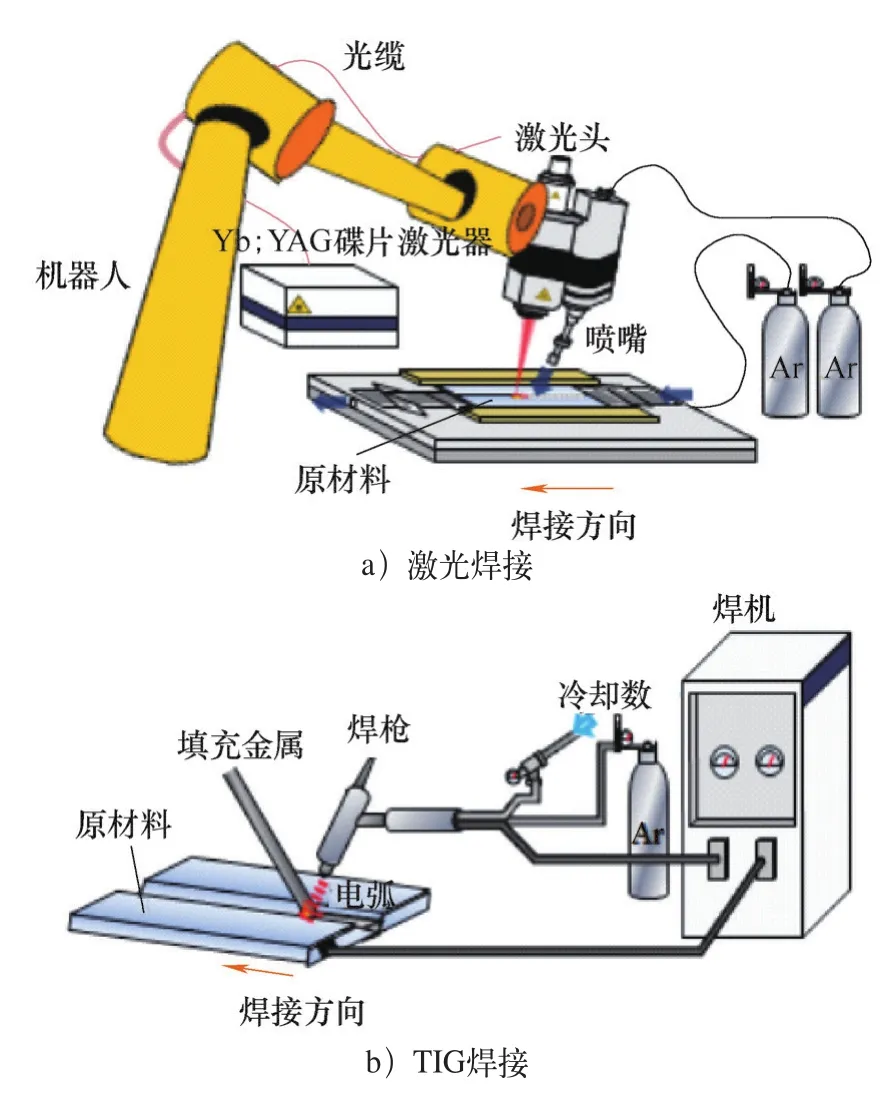
圖1 焊接工藝模型
2.3 力學性能試驗
焊縫的力學性能通過硬度、拉伸、彎曲和沖擊試驗進行評價。硬度采用崧澤MMT-X顯微維氏硬度計,沿焊縫寬度方向進行測定。壓入載荷為0.2kg(1.96N),壓入時間為10s,測定時考慮到壓痕的大小,在表面600μm以下進行測定。
拉伸和彎曲試驗試樣分別按照ASME第九卷QW-462.1(a)和QW-462.3(a)制作[17]。拉伸試驗以10mm/min的速率進行。彎曲試樣對焊縫的正面和背面進行了180°彎曲。拉伸和彎曲試驗采用島津UHF100KNX拉伸試驗機。
沖擊試樣按照ASME第二卷A篇 SA370的夏比V型缺口A制作[17]。缺口在母材、熔合區、HAZ中分別加工,沖擊試驗在室溫下進行,圖2所示為試樣。

圖2 力學試驗的試樣模型
3 結果與討論
3.1 焊縫的形狀
激光焊和TIG焊選取了形成優質接頭的條件。圖3所示為接頭的外觀和橫截面。激光焊在接頭的正面和背面沒有出現母材區域的變色,在橫截面中可觀察到較大寬深比的焊透。
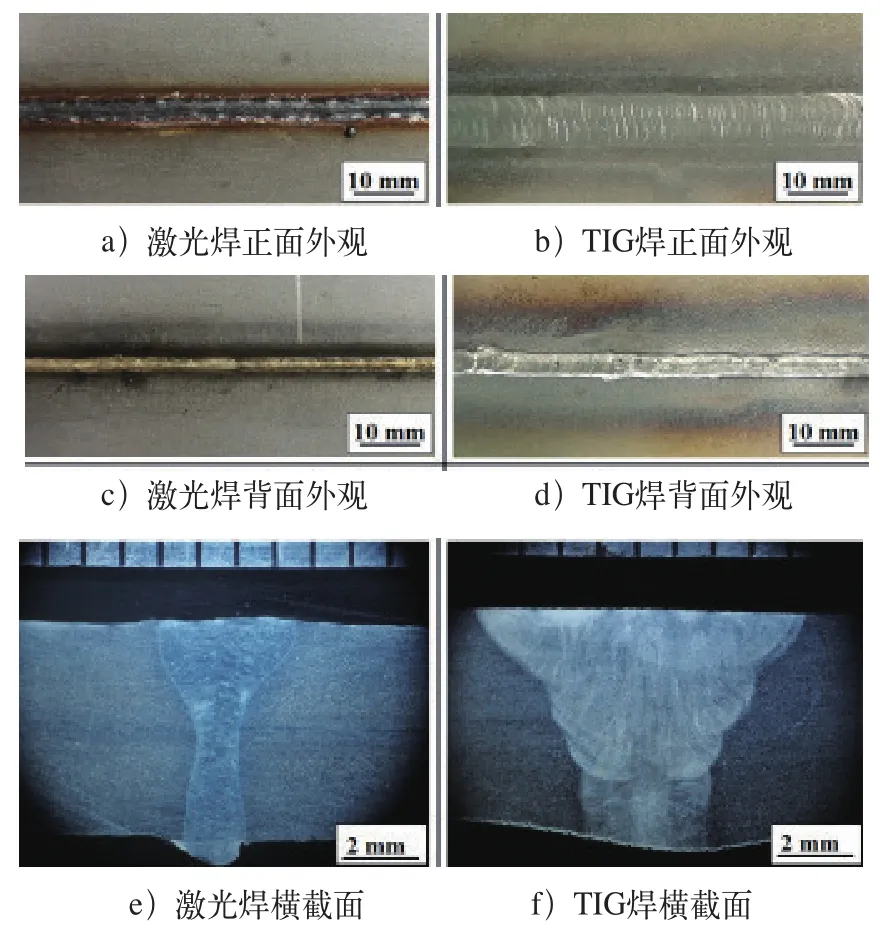
圖3 焊件的外觀和橫截面
由于激光束的能量密度非常高,熔敷金屬在蒸發的同時也因鎖孔機制發生了滲透[10]。而TIG焊接在焊縫的正面及背面焊道約10mm以內的母材區域出現變色,可見發生了大量的熱傳導。觀察到TIG焊縫的截面是寬深比相對較大的半球形焊透。電弧的能量密度相對較低,據判斷是由于傳導機制而發生了焊透。
3.2 焊縫的顯微組織
圖4a、圖4b所示分別表示激光和TIG焊接接頭的顯微組織,激光焊的接頭可以確認熱影響區很少出現。
圖4c所示為激光焊接的熔合區附近母材的顯微組織,表明焊接過程中母材組織沒有發生變化,而TIG焊接在熔合區附近的母材中出現了顯微組織的變化。
圖4d所示為TIG焊接的熔合區附近母材的顯微組織,與圖4c相比,可以確定晶粒粗大化,這是由于TIG焊接的熱輸入量高和導熱所致。
304L不銹鋼以鐵素體-奧氏體模式凝固,初晶形成δ-鐵素體。304L不銹鋼在緩冷時發生δ→ γ的相變,具有γ相組織,但急冷時,無法完全發生相變,導致δ相殘留,從而具有γ+δ相組織。
圖4e、圖4f所示為激光和TIG焊接的熔合區顯微組織,分別由γ-奧氏體和Skeletal及Lacyδ-鐵素體組成。圖4f出現了相對較多的δ-鐵素體。通常來說,凝固時δ-鐵素體的生成量隨冷卻速率和Creq/Nieq升高而增加[18,19]。
TIG焊接的熱輸入量相對較高,冷卻速率較慢,因此在圖4f中,δ-鐵素體的生成量被認為是因為填充材料導致Creq/Nieq增加所致,兩種焊接工藝的熔合區由于冷卻速率快,表現出比母材更細微的晶粒。不過,圖4f已經證實出現部分粗大化晶粒,這是由TIG焊接的多焊道造成的。
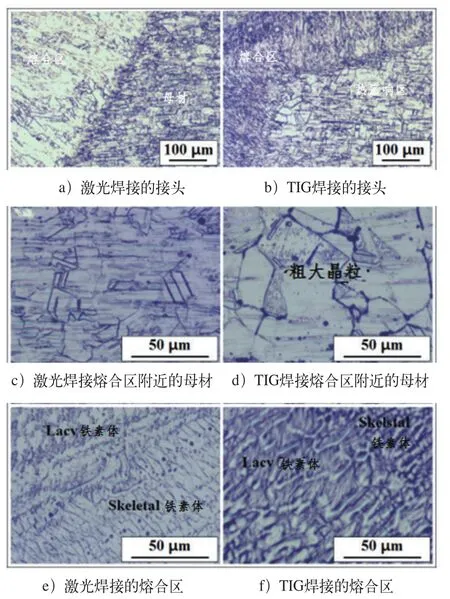
圖4 對接接頭的顯微組織
3.3 焊縫的硬度分布
圖5a所示為激光和TIG焊接焊縫水平方向的硬度分布。兩種焊接都觀察到熔合區上顯著的硬度變化。在激光焊接的熔合區中,出現了250~300HV的硬度分布,高于母材的233HV。試驗中使用的材料是低碳鋼材料,因此碳引起的硬度變化被認為是微小的,而硬度上升是因為快速冷卻速率引起的晶粒細化。母材和熔合區幾乎沒有出現硬度變化,這意味著幾乎沒有出現熱影響區。在TIG焊接的熔合區中,硬度分布為220~257HV。與母材的硬度值相比,硬化和軟化同時出現。
在焊道作用下,多數熱履歷在熔合區內生成了局部軟化區域。圖5b所示為焊縫在垂直方向的硬度分布。兩種焊接工藝均在表面附近呈現出相對高的硬度值。這是因為表面部位冷卻相對較快。TIG焊接垂直方向與水平方向一樣也出現軟化區域。
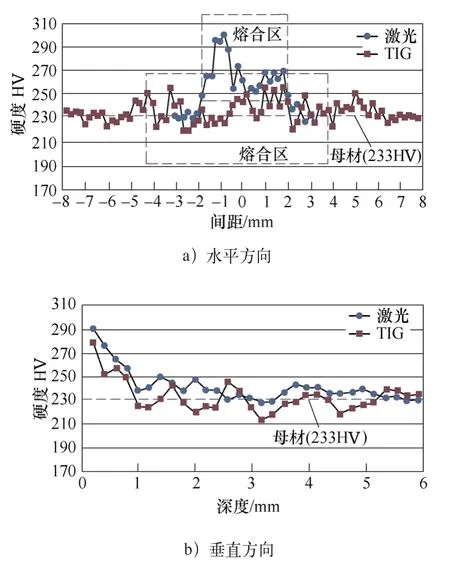
圖5 對接焊的維氏硬度分布
3.4 焊縫的拉伸性能
為測定焊縫的強度,進行了拉伸試驗。表3和圖6所示為拉伸試驗的結果和斷口的形狀。激光焊接時焊縫的抗拉強度略高于母材,且斷口位于母材。在圖4e中,由于快速冷卻速率而出現細微的熔合區晶粒,由此使得強度上升。伸長率略低于母材,這主要受到了熔合區內硬化組織的影響。TIG焊接焊縫的抗拉強度和伸長率均低于母材,并位于熔合區。熱影響區內粗大晶粒和熔合區內部分存在的粗大晶粒就是強度和伸長率下降的主要原因。熔合區粗大晶粒發揮了應力集中區的作用,從而出現裂紋。TIG焊接斷口呈現出撕裂嶺。掃描電鏡觀察TIG焊縫的斷口(見圖7),表現出具有細微韌窩的延性斷口。
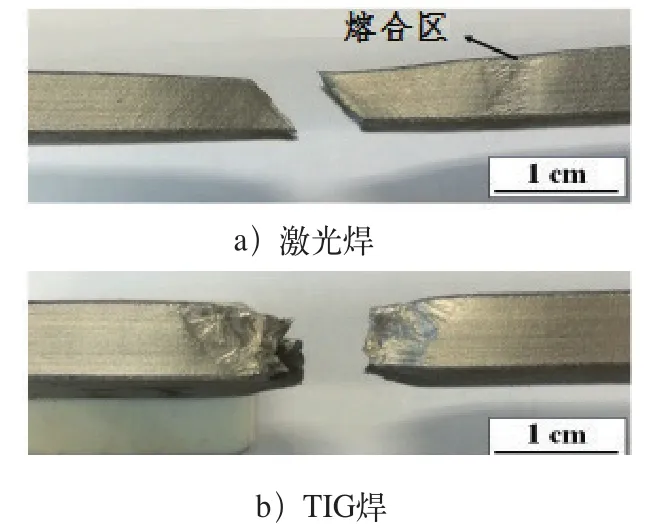
圖6 橫向側向拉伸試驗照片
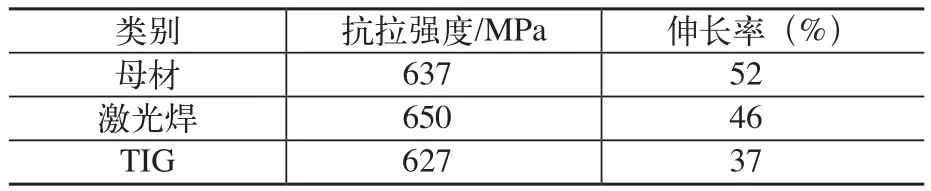
表3 母材和焊接接頭的拉伸性能

圖7 拉伸試驗后TIG焊接試樣的SEM斷口分析
3.5 焊縫的彎曲性能
為評價焊縫的彎曲性能,在焊縫的正面和背面進行180°彎曲后,對彎曲部位表面有無裂紋產生進行了考察。圖8所示為試樣的彎曲部位。兩個焊縫區都未出現ASME第九卷提及的、超過3.2mm的不連續部位。不過,激光焊縫的正面和背面出現了1mm以下的裂紋,這是因為焊道較窄,由硬度較高的組織組成,因而出現較大的應力集中。
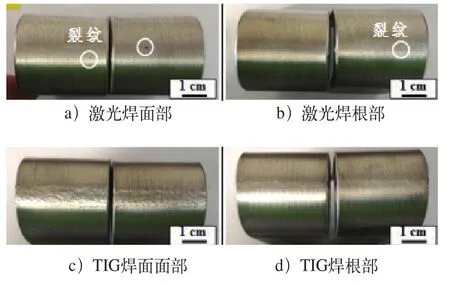
圖8 橫向側彎試驗照片
3.6 焊縫的沖擊性能
考慮到焊縫的厚度,制作了3.3mm的小尺寸試樣,在室溫下進行夏比V型缺口沖擊試驗。根據試樣缺口的加工方向,試樣分別命名為BM、L-F(Laser-FZ)、L-H(Laser-HAZ)、T-F(TIGFZ)和T-H(TIG-HAZ)。圖9所示為室溫沖擊試驗的沖擊吸收能量,可見沖擊吸收能量散布因缺口加工位置而略有不同。在材料的力學性能上,為了提高評價精度,采用概率統計方法,沖擊吸收能量代表統計變動值,而不是確定值。采用雙參數和威布爾分布進行參數估計。威布爾分布中表達式為
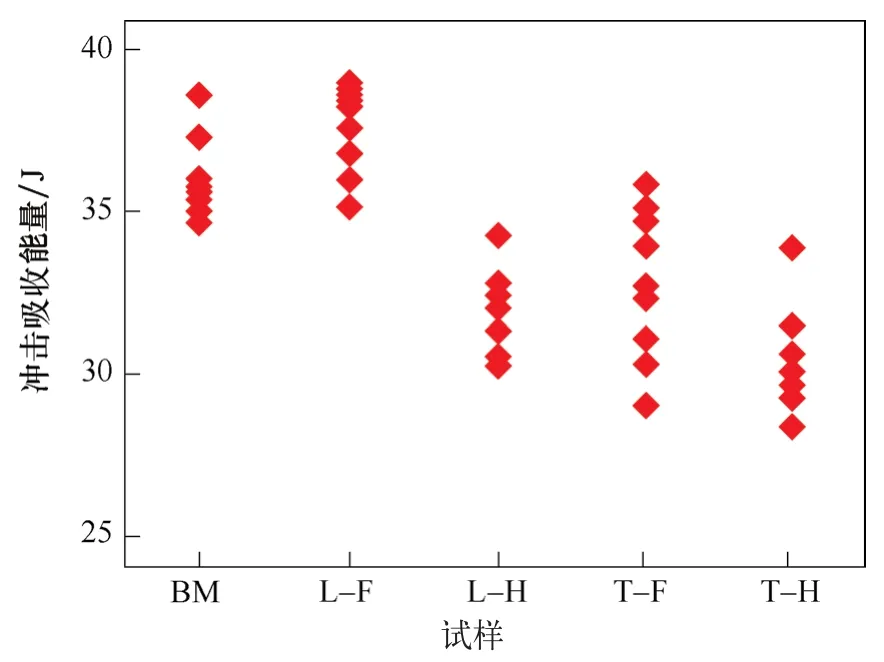
圖9 室溫下沖擊吸收能量與缺口位置的關系

其中,α和β分別指形狀參數和尺度參數[20]。
圖10所示為不同缺口加工位置的沖擊吸收能量,并以威布爾概率值表示。在概率值上,沖擊吸收能量可用直線表示,因此完全符合威布爾概率分布。威布爾分布中估計的形狀參數和尺度參數,以及算術統計得出的標準偏差、平均值和波動系數見表4。由表4可看出,激光和TIG焊接的熔合區和熱影響區的幾何參數都低于BM的形狀參數(40.9),分散程度大于BM。值得一提的是,T-F和T-H的形狀參數分別為16.9和22.7,分散程度嚴重。
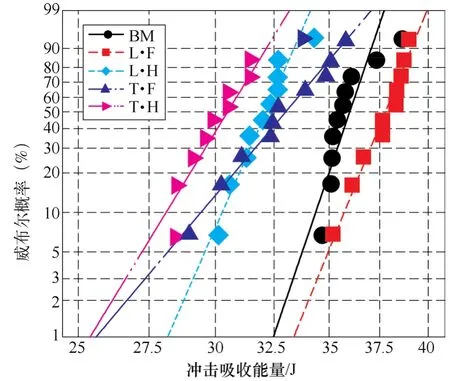
圖10 室溫沖擊吸收能量與缺口位置相關的威布爾概率分布
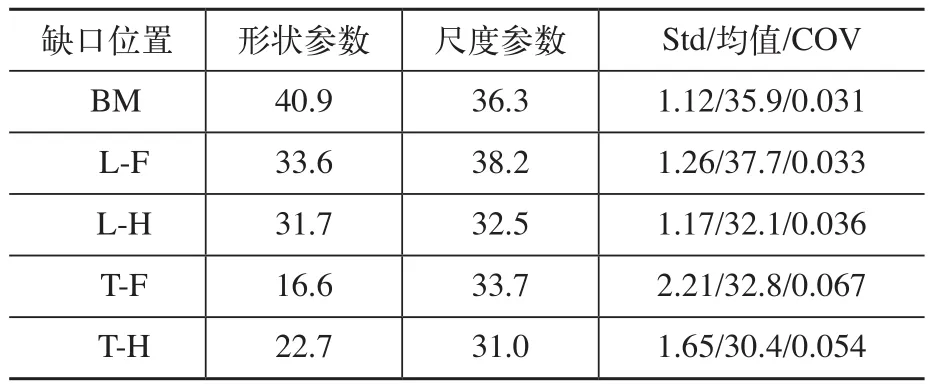
表4 室溫沖擊吸收能量的威布爾參數估計
尺度參數表示63.2%的特征壽命。對于尺度參數,激光焊接在L-F中出現高于BM的值,而在L-H中則顯示較低的值。激光焊接熔合區的沖擊吸收能量提高,主要歸因于快速冷卻使得晶粒細化,加之凝固過程中生成的δ-鐵素體引起晶界復雜化。激光焊接的熱影響區在很窄的范圍內生成,從而使得缺口貫穿相界加工而成。相界作為應力集中區,使得L-H具有較低的沖擊韌度。TIG焊接時,T-F和T-H都出現了低于BM的尺度參數。TIG焊接的熔合區具有比BM更細微的組織,但還包括由多重焊道產生的粗大晶粒。粗大晶粒發揮了應力集中作用,在T-F中表現低沖擊吸收能量。TIG焊接熱影響區沖擊吸收能量降低歸因于熱輸入量過大導致晶粒粗大化。如果考慮沖擊吸收能量,激光焊接比TIG焊接更為有利。
為了考察斷口形貌,利用掃描電鏡觀察了沖擊斷口。圖11a所示為在BM上加工缺口的試樣的沖擊斷口,在斷裂部位的中心出現了包含韌窩的延性斷口。圖11b、圖11c分別表示在激光和TIG焊接的熔合區上引入缺口的試樣的沖擊斷裂部位。兩個斷口相比圖11a更為細微,呈現出密集形狀的韌窩,這是因為晶粒細化,具有韌性相對較高的基體組織。在圖11c中,發現了相對偏深、密集度較低的區域,這是因為TIG焊接的熔合區內存在延性相對不足的粗大化組織。
圖11d、圖11e分別表示將缺口引入激光和TIG焊接熱影響區的試樣斷口。兩種斷口都在斷裂部位的邊緣出現了典型的剪切唇,并表現出具有細小韌窩的延性斷口。與之相反,在斷裂部位的中心,呈現出與BM相似的斷口,延性相比邊緣有相對下降的趨勢。
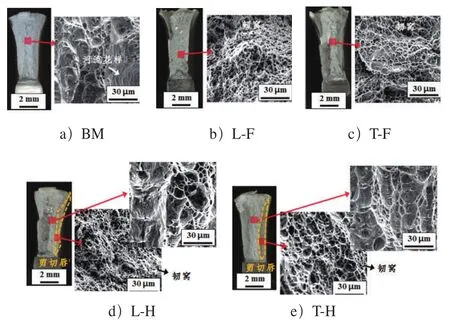
圖11 夏比沖擊試驗后試樣的宏觀和掃描電鏡斷口分析
4 結束語
1)激光焊接因鎖孔機制出現焊透,TIG焊接因傳導機制出現焊透。
2)激光和TIG焊接的熔合區出現急冷組織,與TIG不同,激光焊接幾乎沒有出現熱影響區。
3)激光和TIG焊接的熔合區硬度值高于母材。TIG焊接時,存在硬度低于母材的區域。
4)激光焊接時焊縫的抗拉強度和伸長率與母材幾乎相似,但TIG焊接時焊縫則低于母材。
5)彎曲試驗時,激光焊接的焊縫出現1mm以下的小裂紋。
6)對沖擊吸收能量的威布爾分析結果顯示,BM出現最小的散布。激光焊接的熔合區在特征壽命方面具有最佳值。
7)在彎曲試驗中,激光焊接的焊縫出現裂紋,但在ASME第九卷中提及的3.2mm的允許值以內。除了彎曲性能以外,在拉伸和沖擊性能方面,激光焊接均優于TIG焊接。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07