超大管徑壓力鋼管縱縫立焊技術研究
2021-11-25 01:38:00王娟張建中左琛王琦
金屬加工(熱加工) 2021年11期
關鍵詞:焊縫
王娟,張建中,左琛,王琦
中國葛洲壩集團機械船舶有限公司 湖北宜昌 443000
1 序言
隨著水電水利工程建設的快速發展,高水頭、大型、超大型水利水電工程日益增多。目前,我國水電站壓力鋼管設計水頭最高的已超過千米,管徑最大已達14.4m。此類超大管徑壓力鋼管焊接要求高,工程量大,工期緊,現場施工條件較差,鋼管單節組拼后體積龐大,不便翻面和運轉,施焊時不能采用最有利的施焊工位和常用的施焊方法。因此,通常水電站壓力鋼管的焊接一直采用傳統、簡單而繁重的焊條電弧焊技術,該方法勞動強度大,生產效率低。水電站壓力鋼管焊接迫切需要采用新的自動焊技術來改善這一現狀。
近年來,隨著自動控制技術的蓬勃發展,傳統焊接制造領域也在廣泛開展自動焊的相關研究。水電行業中超大型壓力鋼管瓦片組拼采用立組拼裝,鋼管立組后,能有效地減小翻身等吊裝工作。其縱縫焊接具備實施自動焊條件,對此,中國葛洲壩集團機械船舶有限公司在相關水電項目上開展了氣電立焊(EGW)技術和全自動富氬氣體保護焊技術應用研究。本文主要介紹這兩種技術在項目上的研究及應用效果。
2 EGW技術應用研究
EGW技術研究以某水電站壓力鋼管及鋼襯的制造項目Q345R鋼焊接為依托,該水電站的5條引水壓力鋼管直徑均為10.5m,自上而下依次由上斜段、上彎段(彎道半徑25m)、斜直段、下彎段(彎道半徑25m)、下平段和穿墻管等組成。
(1)EGW技術的特點 EGW是由普通熔化極氣體保護焊和電渣焊發展而形成的一種熔化極氣體保護電弧焊方法。其優點是:生產率高,成本低。與窄間隙焊的主要區別在于焊縫一次成形,而不是多道多層焊[1]。
(2)EGW焊接參數 EGW焊接參數主要有:焊接電流、電弧電壓、焊接速度、焊絲擺幅、焊絲伸出長度及氣體流量等。
1)焊接電流:垂直自動焊時,由于電流密度大,電源超過一般CO2焊短路過渡的臨界電流值,熔點顯示滴狀過渡形式。其特點是飛濺小,電弧穩定,且熔敷速度大,因此必須選用合適的電流[2]。焊接電流過大或過小都會影響焊接過程的穩定性和焊道成形性,經過一系列試驗最終確定了EGW的焊接參數,見表1。
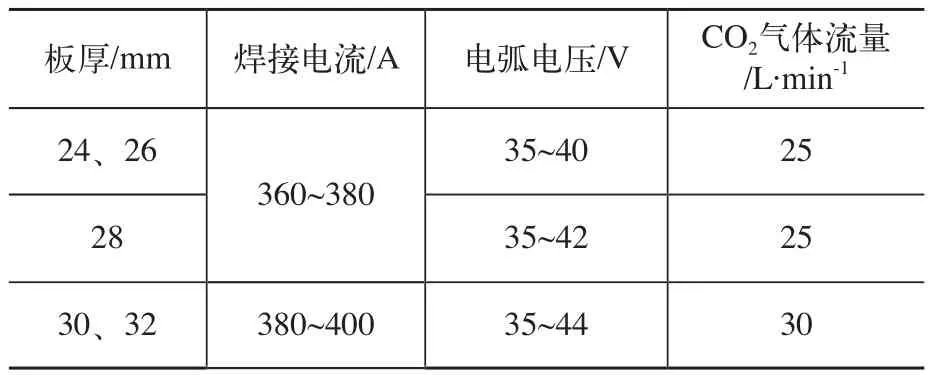
表1 EGW焊接參數
2)焊接速度:焊接速度根據焊絲熔化速度來定,它與焊絲熔化速度間的關系,是水冷銅滑塊內金屬液面距進氣口底部5~10mm較合適。焊接速度過快時,水冷銅滑塊內金屬液面逐漸降落,焊絲伸出長度增加,易使焊縫產生氣孔;焊接速度過慢時,水冷銅滑塊內金屬液面升高,飛濺增加,當金屬液面升高到進氣口底部時,電弧燃燒不穩定,甚至會迫使焊接過程中斷。
3)焊絲擺幅:采用擺動器焊接時,電弧穩定,飛濺小,焊縫截面上溫度均勻,熔池金屬結晶狀態得到改善,晶粒度細,有利于得到致密焊縫。
現場生產過程焊接設備及焊接過程如圖1所示。
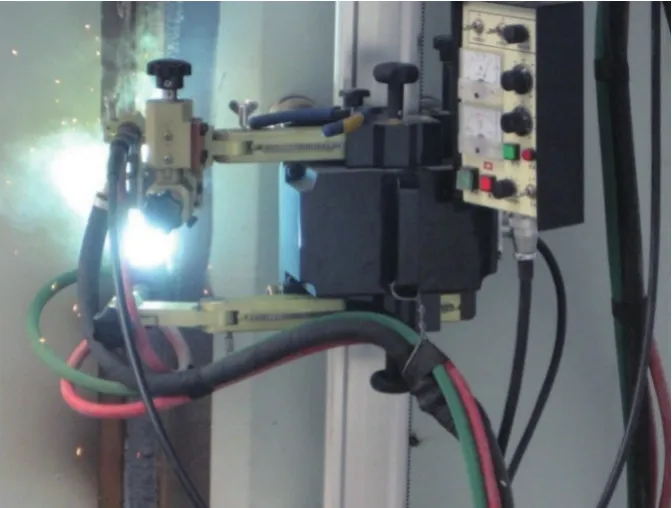
圖1 鋼管縱縫EGW施焊過程
(3)EGW與焊條電弧焊技術對比 對EGW與傳統SMAW主要從以下幾方面來進行對比研究。
1)坡口開制:EGW焊接是使用大電流、窄坡口、低熱輸入和高熔敷速度來保證焊接質量。針對EGW的焊接特性,對于厚12~80mm鋼板對接焊縫,坡口尺寸為寬度17~20mm。
相對于SMAW坡口制備,30mm以下厚度鋼板,開制5/5分對稱坡口。對于30mm以上厚度鋼板,按3/7分開制不對稱坡口。根據GB/T 985.1—2008規范,雙V形坡口角度為40°~60°,EGW相比SMAW大幅節省了焊材。
2)瓦片組裝:鋼板卷板后將瓦片吊裝至拼裝平臺上組裝,根據GB/T 985.1—2008規范,SMAW對接雙V形坡口焊接時,預留1~3mm間隙。針對EGW焊接工藝的特殊性,瓦片組裝對接預留間隙4~6mm。
3)焊接效率:縱縫EGW自動焊的高效性與傳統SMAW比較,以板厚30mm的Q345R鋼、焊縫長度2m為例,若采用SMAW,則坡口為不對稱雙V形,大坡口側60°,小坡口側55°,鈍邊2mm,焊接參數見表2。
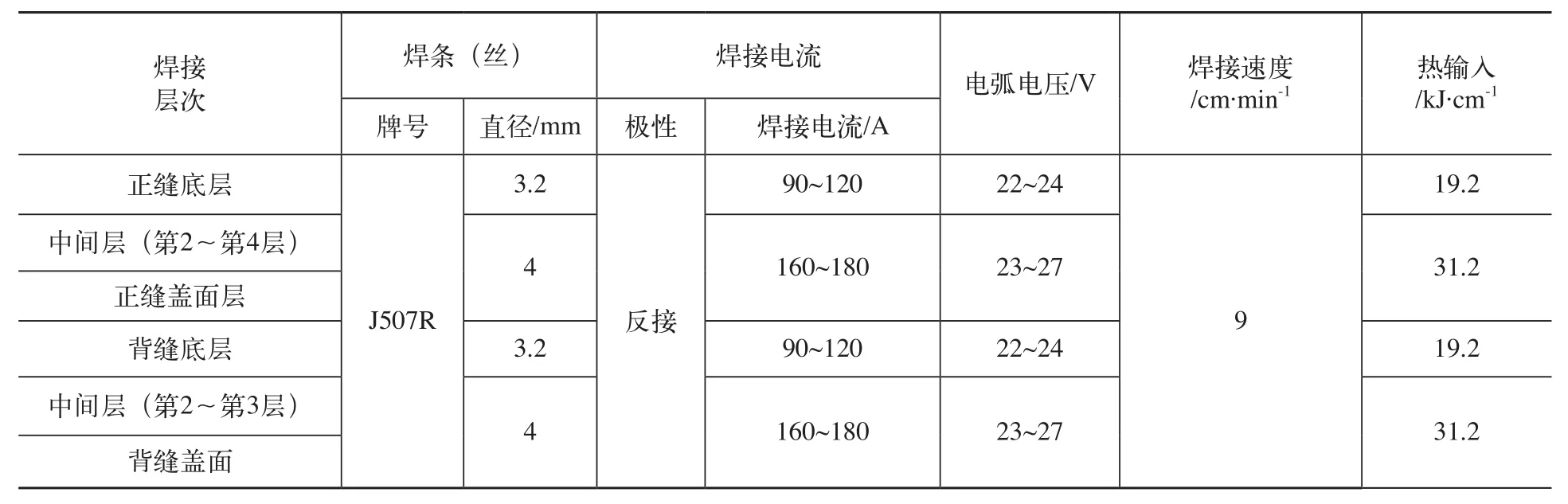
表2 SMAW焊接參數(30mm鋼板)
采用EGW只需18min即可一次成形焊接完成。通過對比采用SMAW立焊,在正面焊接完成后,需要先進行背面縫碳弧氣刨清根,再使用手持電動工具打磨滲碳層直至露出金屬光澤,最后進行背面縫焊接,整個流程大約需要9h才能焊接完成。因此,EGW的焊接高效性得到充分體現,EGW的焊接速度是SMAW的30倍。
4)生產成本:在制造過程中使用SMAW鋼管的一條縱縫配備一個焊工需要焊接9h。使用EGW配備一個焊工一條縱縫僅需要18min即可焊接完成,在條件允許的情況下,一天8h可以焊接約25條縱縫,即節省25個焊工。由此可見,使用EGW大幅節省了人工成本。
使用EGW與SMAW的坡口形式不同,焊接時焊材的填充量也不同,特別是對于厚板焊接時兩種方法對比,EGW更節省焊材。同時EGW省去了碳弧氣刨清根的程序,節省了碳棒、磨光片等輔材,同時在資源配置上還節省了氣刨機和空壓機設備。
3 全自動富氬氣體保護焊技術應用研究
全自動富氬氣體保護焊技術研究以某水電站壓力鋼管制造項目為依托。因該項目壓力鋼管內徑8.6~10.2m,壓力管道管徑大,所承受的水壓力高,設計最大內水壓力約354m,HD值最大達3611m2,故為超大型壓力鋼管。采用Q345R低合金鋼、600MPa級或800MPa級高強鋼材質。該鋼管單管節由3個瓦片組成,其縱縫屬于一類焊縫,焊接位置屬于立焊位,焊接質量要求高,而高強鋼管節由于母材的特殊性,所以對其縱縫質量有著更高的要求。
(1)保護氣體混合配比研究 按不同混合氣體比例進行對比試驗,氬氣分別以100%、80%、50%、0%幾種比例進行焊接,氣體混合比例和焊縫外觀質量對比見表3。通過試驗,根據焊接質量,綜合考慮成本及工藝性,最后選用的氣體組成及混合比例為80%Ar+20%CO2,用于800MPa高強鋼管節縱縫立焊焊接。
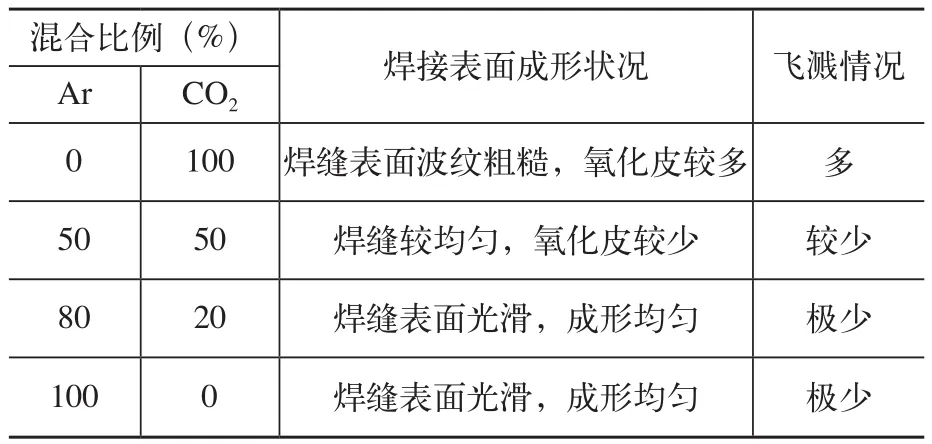
表3 氣體混合比和焊縫外觀質量對比
(2)焊接參數研究 根據焊接工藝評定焊絲試驗結果,最終選用CHW-80C1焊絲、φ1.2mm。應用實踐中總結富氬氣體保護自動立焊有如下幾個質量控制點。
1)富氬氣體保護自動立焊操作焊工需要具備一定的電弧焊知識和手工焊基礎。
2)保證坡口直線度以及坡口深度一致性,坡口直線度控制在≤1mm/m,層(道)間深度3~5mm。
3)保證正確的焊槍行走角,多次實踐經驗的角度為80°~90°。
4)焊接接頭具有優良的綜合力學性能,有足夠的強度及良好的沖擊韌度。
4 應用效果
(1)氣電立焊技術 EGW在壓力鋼管縱縫焊接的應用中,共456m焊縫一次無損檢測合格率達到99.96%。實踐表明,EGW焊接缺欠的產生率較低,除個別位置由于裝配時背面點焊造成的未熔合缺陷外,未發現氣孔、夾渣、裂紋等缺欠。經檢查焊縫表面成形美觀。外觀尺寸:焊縫正面寬度20~25mm;焊縫背面寬度8~15mm;焊縫余高2~4mm;背面熔透良好;焊接變形很小。
圖2所示為SMAW和EGW立焊后的焊縫外觀,明顯看出EGW運條整體均勻,表面成形美觀,焊縫寬度窄,焊縫填充金屬量少。
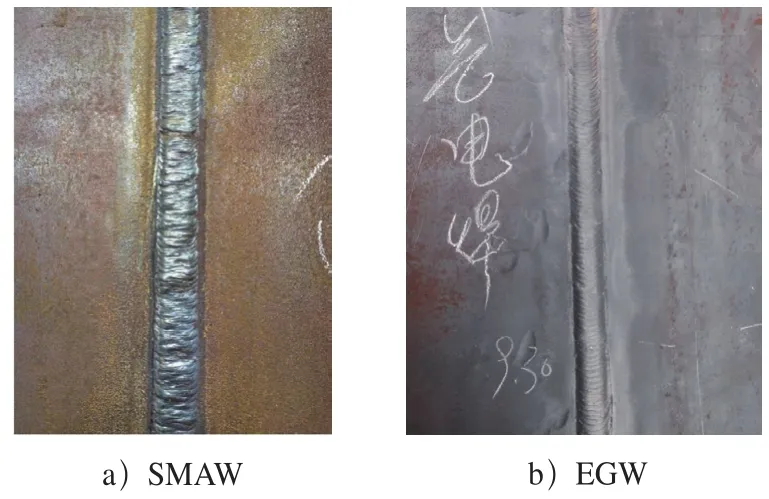
圖2 焊縫外觀比較
(2)全自動富氬氣體保護自動焊技術 全自動富氬氣體保護自動焊技術在某項目的144個800MPa級高強鋼管節縱縫焊接上全面應用,焊接質量如圖3所示。其優勢體現在以下幾個方面。
1)焊接成本低:其綜合成本約為SMAW的1/2。
2)生產效率高:可以使用較大的電流密度(200A/mm2左右),比SMAW(10~20A/mm2左右)高得多,因此熔深比SMAW高2.2~3.8倍,對10mm以下的鋼板可以不開坡口,對于厚板可以減小坡口、加大鈍邊進行焊接,同時具有焊絲熔化快、不用清理熔渣等特點,效率可比SMAW提高2.5~4倍。
3)焊后變形小:因氣體保護焊的電弧熱量集中,加熱面積小,Ar+CO2氣流有冷卻作用,因此焊件焊后變形小,特別是薄板的焊接更為突出。
4)抗銹能力強:氣體保護焊和埋弧焊相比,具有較高的抗銹能力,因此焊前對焊件表面的清潔工作要求不高,可以節省生產中大量的輔助時間。富氬焊接可以克服由于純CO2氣體保護焊所帶來的缺點。因CO2氣體本身具有較強的氧化性,所以在焊接過程中會引起合金元素燒損,易產生氣孔,引起較強的飛濺,而在富氬氣氛中飛濺問題則可得到有效控制。
5)焊接成形好:富氬氣體保護自動立焊具有優良的工藝性能,焊工操作方便,焊縫成形優良,飛濺等表面缺欠大幅減少。

圖3 全自動富氬氣體保護自動立焊焊縫表面質量
5 結束語
EGW適用于Q345R材質的超大型壓力鋼管縱縫立焊自動焊接,EGW相對于SMAW的優勢非常明顯。
1)實現立焊的自動焊技術,可大大解放生產力,節約人工成本。
2)實現窄間隙坡口焊接,減少焊縫金屬填充量,焊接效率大大提高。
3)實現厚板焊接的一次成形。
4)焊接變形小,焊縫成形優良,焊縫質量可靠。
全自動富氬氣體保護焊適用于超大型壓力鋼管中各種強度級別壓力管道縱縫自動焊接。自動焊機在可拆卸式的軌道上行進,體積小,重量輕,移動和操作方便,可大幅提高生產力并確保焊接質量;同時為解決擺動焊時熔接不足的現象增加了邊控停留功能;全自動數控方式精密控制行走速度、擺動速度、擺動幅度、邊停留時間,具有擺動中心自動回位功能。在實際應用中,富氬保護氣體使焊縫成形優良,工人勞動強度及施工條件大為改善,效率大大提高。
在項目應用中,可根據壓力鋼管材質特點選擇適用的立縫焊接技術,因此以上兩項技術值得大范圍推廣應用。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07