五倍子天然色素在毛條染色中的應用
2021-11-26 03:16:00姚夢瑤高曉艷朱明廣趙麗麗郭小云
毛紡科技 2021年11期
關鍵詞:工藝
姚夢瑤,高曉艷,朱明廣,趙麗麗,郭小云
(1.煙臺南山學院 工學院,山東 煙臺 265700; 2.山東南山智尚科技股份有限公司,山東 煙臺 265700)
隨著社會的發展和科技水平的提高,近年來人們開始崇尚綠色、環保、安全的生活方式。合成染料在生產和應用過程中產生了很多污染問題,如部分合成染料被檢測出含有致癌物質,而天然染料對皮膚無過敏性和致癌性,而且還有較好的生物降解性和環境相容性,符合人們對生態紡織品的要求,因而受到廣泛關注[1]。
五倍子是由五倍子蚜寄生在漆樹科植物上形成[2],經人工烘焙干燥后所得,一般做中藥用,也可制成染料使用。五倍子的主要色素成分是鞣質,又稱單寧,含量可高達70%以上。五倍子鞣質外形呈黃色或棕黃色粉末狀。結構中含有較多的親水性基團,易溶于極性強的水、乙醇或丙酮,不溶于親脂性有機溶劑。鞣質的水溶液若遇Fe3+產生藍黑色或綠黑色[3]。用于羊毛染色,加入含Fe3+的媒染劑可使色素分子牢固地固著在羊毛纖維上,也能獲得良好的耐水洗色牢度和耐摩擦色牢度。五倍子也具有抗菌的作用[4],運用其這一性能,可以生產一種具有抗菌性能的綠色生態紡織品。
羊毛具有吸濕性強、保暖性好、彈性好、光澤柔和、不易玷污等優良特性,因而深受廣大消費者的青睞[5]。精紡生產系統中最常用的染色方式是毛條染色,本文研究用五倍子天然色素對毛條進行染色,為開發生態環保精紡羊毛產品提供參考。
1 實驗部分
1.1 實驗用品及儀器設備
精梳毛條(山東南山智尚科技股份有限公司),五倍子(市購),46.7%工業級乙醇,一次蒸餾水,工業級甲酸,203洗滌劑(非離子型),工業級FeSO4·7H2O,工業級KAl(SO4)2·12H2O。
721分光光度計(寧波紡織儀器廠),1 000 mL燒杯,小燒杯,膠頭滴管,玻璃棒,HH-4水浴鍋(寧波紡織儀器廠),JA203H電子天平、LFY-49型耐摩擦色牢度儀(寧波紡織儀器廠),SW-24D耐洗色牢度儀(萊州市電子儀器有限公司),Datacolor800測色儀(美國Datacolor公司)。
1.2 五倍子色素的提取
選擇溶劑法[6]提取五倍子色素,其操作簡單、適用范圍廣、經濟方便。天然染料一般用水作為提取溶劑,此外,五倍子鞣質也溶于極性很強的溶劑,如甲醇、乙醇等。與水提取比較,乙醇提取溶解出的水溶性雜質較少,提取液保存時間更長,而且水和乙醇可以充分混合,因此本文采用乙醇與水(體積比1∶7)的混合溶液進行提取。
電子天平上稱取20 g市購五倍子,將其粉碎后放入燒杯中,按照浴比1∶20向燒杯中加入400 mL混合溶劑,常溫下加蓋浸泡2 h,之后再放入水浴鍋中加熱100 min,80 ℃下提取2 h,用150目網篩(孔徑106 μm)將其中所含成分溶出過濾。重復提取2次,混合2次所得提取液,加熱濃縮后得到五倍子色素染液。
1.3 染色工藝設計
1.3.1 五倍子色素的染色方法
天然染料的染色方法有直接染色法和媒染法,媒染法又分為預媒法、同媒法和后媒法[7]。為了研究不同的染色方法對五倍子色素染色效果的影響,設置了以下實驗:分別采用直接染色、預媒法、同媒法和后媒法對5 g精梳毛條進行染色,媒染法中使用的媒染劑是FeSO4·7H2O。染色后,使用分光光度計測試毛條的K/S值以評價其染色效果,參照GB/T 3921—2008《紡織品 色牢度試驗 耐皂洗色牢度》和GB/T 3920—2008《紡織品 色牢度試驗 耐摩擦色牢度》測試其耐皂洗色牢度和耐摩擦色牢度[8]。
1.3.1.1 直接染色工藝
按1∶40的浴比配置染液,用甲酸調節pH值至6,設置染色溫度為98 ℃,染色時間為60 min,40 ℃起染。染色工藝曲線如圖1所示。
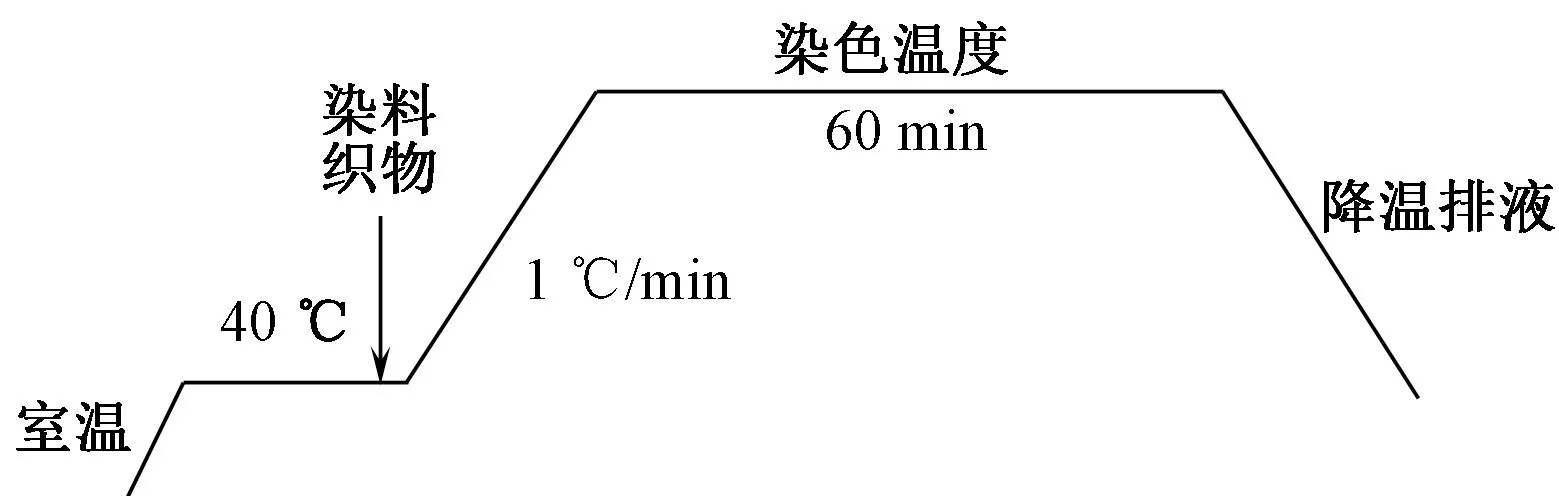
圖1 直接染色工藝曲線
1.3.1.2 預媒法染色工藝
按1∶40的浴比配置染液,用甲酸調節pH值至6,設置媒染溫度為70 ℃,媒色時間為30 min,初始溫度40 ℃;設置染色溫度為98 ℃,染色時間為60 min,媒染降溫至40 ℃起染。染色工藝曲線如圖2所示。
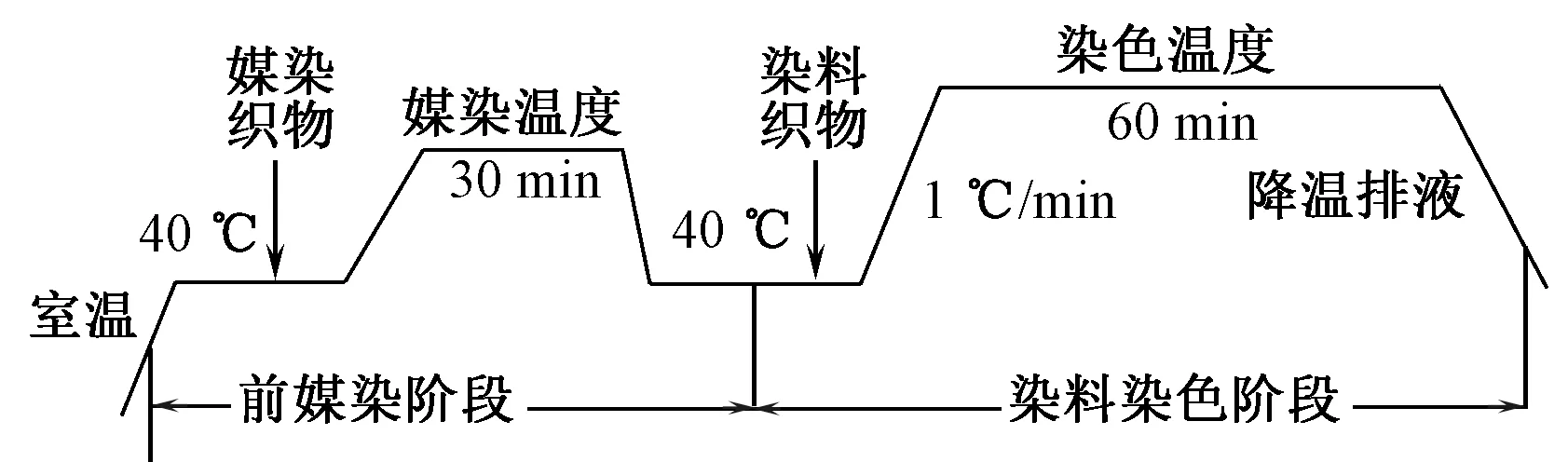
圖2 預媒法染色工藝曲線
1.3.1.3 同媒法染色工藝
按1∶40的浴比配置染液,用甲酸調節pH值至6,設置染色溫度為98 ℃,染色時間為60 min,40 ℃起染。染色工藝曲線如圖3所示。

圖3 同媒法染色工藝曲線
1.3.1.4 后媒法染色工藝
按1∶40的浴比配置染液,用甲酸調節pH值至6,設置染色溫度為98 ℃,染色時間為60 min,初始溫度40 ℃;設置媒染溫度為70 ℃,媒染時間為30 min,媒染降溫至40 ℃起染。染色工藝曲線如圖4所示。
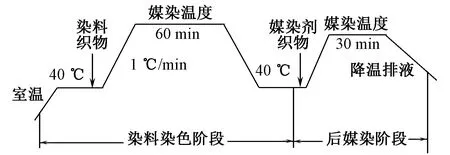
圖4 后媒法染色工藝曲線
1.3.2 五倍子天然色素染毛條的染色工藝
優選得到最佳的染色方法后,為了得到五倍子天然色素上染毛條的最佳染色工藝,針對媒染劑種類及用量、染色pH值、染料用量、染色溫度、媒染時間等設置了單因素實驗。采用不同的染色條件后,測試毛條的K/S值、耐皂洗色牢度和耐摩擦色牢度。
2 實驗結果與討論
2.1 不同染色方法的影響
不同染色方法的染色結果如表1所示。
由表1示出,直接染色的毛條獲得了顏色不明顯的黃色,其K/S值最小,后媒法染色法染色K/S值最大,所得到的毛條顏色最深,同媒法染色所染毛條顏色次之,預媒法染色法獲得的毛條顏色與同媒法染色和后媒法染色染出的毛條有較明顯的色差;直接染色獲得的毛條的色牢度較差,無法達到國家標準;而媒染染色所得到的毛條,耐摩擦色牢度和耐皂洗色牢度均能達到4級及以上。
同媒法染色法和后媒法染色法獲得的毛條顏色相近,但是同媒法染色法獲得的毛條色牢度稍差于后媒法所染的毛條。綜合分析,后媒法染色時,五倍子色素能更好地固著在羊毛纖維上,染色牢度好,染色效果最佳。因此確定五倍子染料的染色方法為后媒法染色。
2.2 媒染劑種類及用量對染色效果的影響
常用的媒染劑包括鋁媒染劑,如明礬;銅媒染劑,如醋酸銅、硫酸銅;鐵媒染劑,如醋酸亞鐵、硫酸亞鐵等[9]。五倍子染料中鞣質的水溶液若遇Fe2+會產生藍黑色或綠黑色。秉持綠色環保、維持生態可平衡發展的理念,本文實驗選用明礬和硫酸亞鐵(綠礬)作為媒染劑,2種媒染劑在不同用量下進行后媒染法染色,浴比1∶40,用甲酸調節pH值至6,初始溫度40 ℃,染色溫度為98 ℃,染色時間為60 min,媒染溫度為70 ℃,媒染時間為30 min。染色后,測試樣品的K/S值、耐皂洗色牢度和耐摩擦色牢度,結果如表2所示。
由表2示出,2種媒染劑染色所得的結果有較大差異,KAl(SO4)2媒染毛條顏色為淡黃色系,顏色較淺;而FeSO4染毛條顏色為灰紫色系,顏色較深。此外,染液中硫酸亞鐵還原后的Fe2+電場最高,形成絡合物的穩定性越好,相對應的染色牢度和K/S值也最高,因此硫酸亞鐵作為媒染劑的染色效果較好,且當其用量為5%(owf)時,所染毛條的色牢度達到4級,符合要求,從而確定采用5%(owf)的硫酸亞鐵作為五倍子天然色素染毛條的媒染劑。
2.3 pH值對染色效果的影響
根據羊毛耐酸不耐堿的特性,采用5%(owf)的硫酸亞鐵作為媒染劑進行后媒染法染色,浴比為1∶40,初始溫度40 ℃,染色溫度為98 ℃,染色時間為60 min,媒染溫度為70 ℃,媒染時間為30 min。對在不同pH值(2~6)條件下染色后的毛條進行K/S值和色牢度測試,以確定最佳的pH值。pH值對染色效果的影響見表3。

表3 pH值對染色效果的影響
由表3示出,pH值為2時,毛條的K/S值最低,說明上染百分率最低,表明在強酸環境中五倍子色素的染色效果很差,在弱酸(pH值3~5)環境中染色效果好,在pH值為6時,上染百分率有所下降,說明在pH值為5時毛條得色最深。在色牢度測試中,pH值在4和5時染得的毛條色牢度都達到了4級以上。結合色牢度和K/S值實驗結果,確定五倍子染色的最佳染色pH值為5。
2.4 五倍子色素用量對染色效果的影響
適當的染料用量可以有效節約染料的成本和提高染料利用率。采用5%(owf)的硫酸亞鐵作為媒染劑進行后媒染法染色,浴比1∶40,用甲酸將pH值調節為5,初始溫度40 ℃,染色溫度為98 ℃,染色時間為60 min,媒染溫度為70 ℃,媒染時間為30 min。五倍子色素用量對染色效果的影響如表4所示。

表4 五倍子色素用量對染色效果的影響
由表4示出,隨著五倍子色素用量的增加,染色后毛條的K/S值先增大后減小,這是由于在五倍子染液中,一定質量的毛條所吸收的染料分子已達到飽和狀態,此時過高的染料用量反而會使色素更多地殘留在染液中,不能節約染色成本,上染百分率也會降低。因此確定最佳染料用量為10%(owf)。
2.5 染色溫度對染色效果的影響
采用5%(owf)的硫酸亞鐵作為媒染劑進行后媒染法染色,浴比1∶40,用甲酸將pH值調整為5,初始溫度40 ℃,染色溫度為70、80、90、98 ℃,染色時間為60 min,媒染溫度為70 ℃,媒染時間為30 min。染色溫度對染色效果的影響結果如表5所示。

表5 染色溫度對染色效果的影響
由表5可知,染色溫度對染料的上染百分率和色牢度有很大的影響。在70 ℃低溫染色時,K/S值最低,98 ℃時K/S值最大。雖然實驗結果顯示毛條的K/S值隨著染色溫度的提高不斷增加,但染色時過高的溫度會引起羊毛泛黃、強力下降、染色后毛條的手感和光澤也會大打折扣。因此染色溫度選擇在98 ℃,既保證不損傷羊毛纖維,也能獲得較好的上染百分率。而且98 ℃時染得的毛條的耐皂洗色牢度及濕耐摩擦色牢度達到了4級,符合要求。
2.6 媒染時間對染色效果的影響
采用5%(owf)的硫酸亞鐵作為媒染劑進行后媒染法染色,浴比1∶40,用甲酸將pH值調整為5,初始溫度40 ℃,染色溫度為98 ℃,染色時間為60 min,媒染溫度為70 ℃,設置媒染時間10、20、30、45 min,分別進行染色實驗并測試K/S值以及色牢度,結果如表6所示。
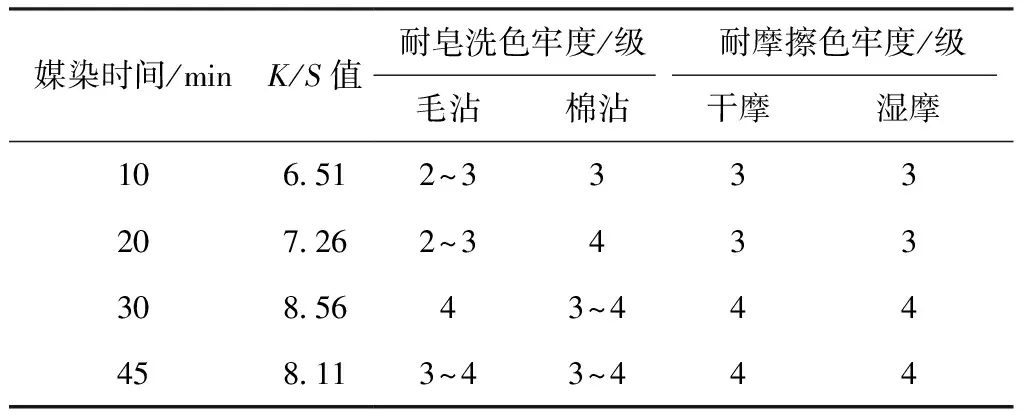
表6 媒染時間對染色效果的影響
實驗結果發現,在后媒染色過程中,隨著媒染時間的增加,K/S值逐漸增加后趨于穩定。由表6可知,媒染時間為30 min時,染色毛條的K/S值最高,且耐摩擦色牢度和耐皂洗色牢度評級可以達到4級,因此確定最佳媒染時間為30 min。
3 結 論
通過實驗,得到的五倍子染料上染毛條的最佳工藝如下:
①確定后媒法染色作為五倍子染料上染毛條的最佳染色方法。加入媒染劑可提高染色毛條色牢度,選用媒染劑為硫酸亞鐵。
②通過各項單因素實驗結果分析,確定五倍子染料的最佳染色工藝為后媒法染染色工藝:浴比1∶40,染液pH值5,始染溫度40 ℃,緩慢升溫至98 ℃,五倍子色素用量10%(owf),保溫60 min,后取出毛條,進行水洗,后媒染過程中升溫至 70 ℃,加入5%(owf)的硫酸亞鐵媒染處理30 min,最后進行皂洗、水洗、烘干。
生產灰紫色系的毛精紡面料時,可以嘗試使用五倍子天然色素采用上述工藝進行染色,以更加凸顯其生態環保性能。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52