基于電弧熔敷技術(shù)的45鋼表面耐磨涂層制備工藝研究
2021-11-28 11:28:17陶佳虓葉煒欽姚遠(yuǎn)遠(yuǎn)王云壯秦青豐王澤陳菊芳李小平孫志娟
江蘇理工學(xué)院學(xué)報(bào) 2021年4期
陶佳虓 葉煒欽 姚遠(yuǎn)遠(yuǎn) 王云壯 秦青豐 王澤 陳菊芳 李小平 孫志娟
摘? ? 要:針對(duì)45鋼零部件表面易磨損的缺陷,采用電弧熔敷技術(shù),以高耐磨性的FeCoNiCuAl高熵合金粉芯絲材作為焊絲,在45鋼基體表面熔敷一層涂層,以提高其耐磨性。實(shí)驗(yàn)結(jié)果表明,電弧熔敷電流大小、絲材移動(dòng)速率和送絲速率,對(duì)涂層耐磨性和硬度都有影響。當(dāng)電弧熔敷電流為210 A、絲材移動(dòng)速率為160 mm/min、送絲速率為800 mm/min時(shí),制備的涂層耐磨性最好。
關(guān)鍵詞:電弧熔敷電流;絲材移動(dòng)速率;送絲速率;耐磨性
中圖分類號(hào):HT112? ? ? ? ? ? ? ?文獻(xiàn)標(biāo)識(shí)碼:A? ? ? ? ? ? ? ?文章編號(hào):2095-7394(2021)04-0018-07
45鋼是一種優(yōu)質(zhì)碳素結(jié)構(gòu)鋼,具有高屈服強(qiáng)度、抗拉強(qiáng)度、延伸率、斷面收縮率等優(yōu)良特性,但是硬度較低。因此,它易被切削加工成復(fù)雜零件,廣泛用于各種機(jī)械裝備結(jié)構(gòu)件和運(yùn)動(dòng)件的制造,如模具零部件、葉輪、連桿、軸承、齒輪等。隨著使用時(shí)間增長(zhǎng)或使用環(huán)境惡化,機(jī)械裝備的表面往往會(huì)發(fā)生嚴(yán)重磨損,降低了機(jī)器的使用壽命,乃至導(dǎo)致機(jī)器失效 。常見(jiàn)的失效致因有電化學(xué)腐燭、摩擦磨損、氧化、彎曲疲勞斷裂和扭曲等。統(tǒng)計(jì)顯示,每年因機(jī)械零件表面磨損、腐蝕而失效的鋼材約占我國(guó)鋼材總產(chǎn)量的12%,造成的經(jīng)濟(jì)損失占到國(guó)民經(jīng)濟(jì)總產(chǎn)值的2.3%[1]。
當(dāng)前,通過(guò)熔煉技術(shù)提升鋼的純度,以及改變其化學(xué)成分來(lái)提高鋼的各項(xiàng)性能,都存在著較大的困難,而表面改性技術(shù)則能較好地解決上述問(wèn)題。該技術(shù)可直接在鋼制零部件的表面制備高硬度、高耐磨性、高耐腐性、抗氧化性的改性涂層,且涂層能與基體高度結(jié)合,形成冶金結(jié)合層。常用的表面改性技術(shù)有電弧熔敷、表面滲氮、熱噴涂、氣相沉積和高能束等技術(shù)[2-4]。其中,電弧熔敷技術(shù)不僅能克服表面滲氮、氣相沉積技術(shù)涂層較薄的弱點(diǎn),而且能解決熱噴涂涂層與基體結(jié)合強(qiáng)度低的缺陷,在保證基體合金原有性能的條件下,彌補(bǔ)45鋼零件表面硬度低、耐磨性差等缺點(diǎn)[5-7]。因此,采用電弧熔敷技術(shù)在45鋼基體表面熔敷高硬涂層,以提高其表面耐磨性具有重要的實(shí)踐價(jià)值。
1? ? 實(shí)驗(yàn)部分
1.1? 基體與涂層準(zhǔn)備
由于45鋼容易生銹,因此在進(jìn)行電弧熔敷增材制造之前需要使用角磨機(jī)對(duì)其表面進(jìn)行打磨拋光,清除鐵銹及表面缺陷;并依次使用丙酮、酒精、去離子水清洗3次,去除表面的雜質(zhì)及氧化物。然后,放入預(yù)先加熱到250 ℃的加熱爐保溫2 h。選用耐磨性好的FeCoNiCuAl高熵合金粉芯絲材作為焊絲,采用TIG焊電弧熔敷系統(tǒng)進(jìn)行耐磨涂層的制備。通過(guò)調(diào)節(jié)電弧熔敷電流、送絲速率和絲材移動(dòng)速率,分別研究這三個(gè)工藝參數(shù)對(duì)耐磨涂層性能的影響。
1.2? 耐磨性與硬度測(cè)試
用800目砂紙將涂層表面打磨拋光,采用HVS-1000B數(shù)顯轉(zhuǎn)塔顯微硬度計(jì)測(cè)量涂層硬度。加載力為4.91 N,加載時(shí)間為15 s,間隔0.25 mm測(cè)試一次,每個(gè)試樣測(cè)量7次取平均值。
將拋光后的涂層固定在Nanovea Tribometer摩擦磨損試驗(yàn)機(jī)上,載荷和轉(zhuǎn)速分別設(shè)置為12 N、200 r/min;用直徑為Φ6 mm的三氧化二鋁陶瓷球與涂層進(jìn)行往復(fù)式干磨,摩擦?xí)r間為5 min。采用Nanovea PS50顯微輪廓儀掃描磨痕輪廓,測(cè)量磨痕橫截面的尺寸,衡量涂層耐磨性,分析不同工藝參數(shù)與耐磨性的變化規(guī)律。采用Sigma 500場(chǎng)發(fā)射掃描電鏡觀察涂層磨痕的微觀形貌,分析其磨損機(jī)理。
2? ? 結(jié)果與討論
2.1? 電流與磨損性能
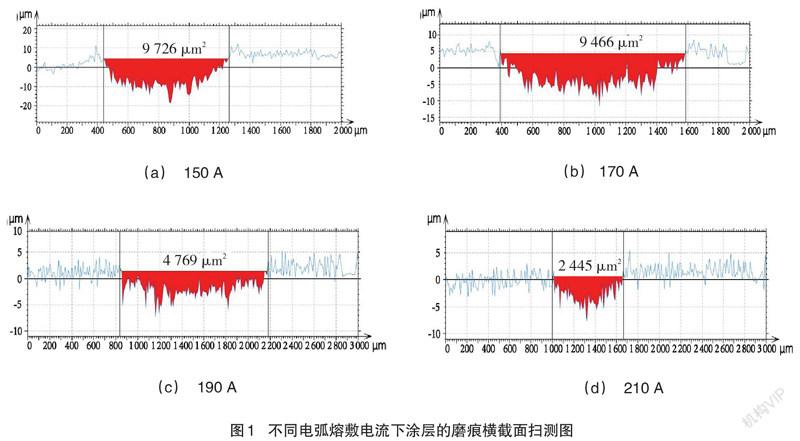
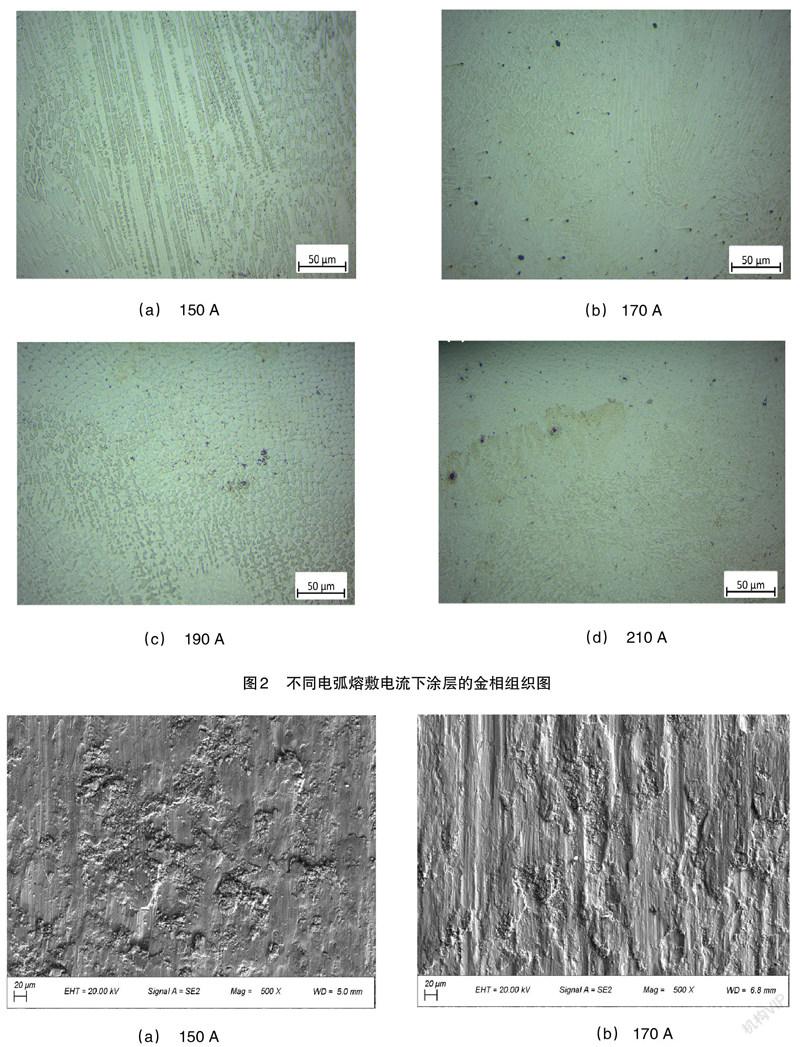
圖1為采用不同電弧熔敷電流制備的涂層磨痕橫截面掃測(cè)圖。由圖1(a)-1(d)可看出,當(dāng)電流從150 A、170 A、190 A增至210 A時(shí),涂層的磨痕橫截面積逐漸變小,分別為9 726? μm2、9 466 μm2、4 769 μm2和2 455 μm2,磨損橫截面積減小了74.76%。可見(jiàn),隨著電弧熔敷電流的增大,涂層的耐磨性顯著提高。分析認(rèn)為:電流增加會(huì)導(dǎo)致電弧力增大,提高了電弧攪拌熔池液態(tài)金屬的能力;熔池凝固時(shí)間增長(zhǎng),電弧熔敷的涂層微觀組織更均勻,逐漸呈現(xiàn)等軸晶相貌(如圖2所示)。涂層硬度測(cè)試表明:在電弧熔敷電流為150 A、170 A、190 A和210 A條件下,涂層硬度值分別為165 HV、330 HV、458 HV和470 HV。可見(jiàn),電流增大涂層微觀組織更均勻,從而導(dǎo)致其表面硬度相應(yīng)提高。
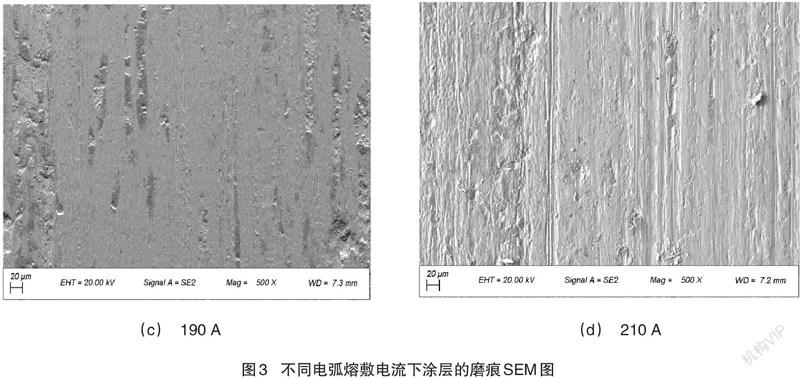
采用掃描電鏡對(duì)不同電流下涂層磨痕形貌進(jìn)行觀察,如圖3所示。由圖3(a)—3(d)可見(jiàn),隨著電弧熔敷電流的增大,涂層磨痕形貌不同。當(dāng)電流為150 A、170 A時(shí),涂層表面存在大片的剝落和犁溝區(qū)域。這是由于涂層合金化程度低硬度較小,摩擦對(duì)偶件陶瓷球會(huì)在載荷作用下使受壓區(qū)表層材料發(fā)生塑性變形,并隨著摩擦球運(yùn)動(dòng)將前端絕大多數(shù)材料推擠到兩側(cè)。由于摩擦陶瓷球表面是存在微凸凹結(jié)構(gòu)的非光滑表面,因此被推擠出凸凹不平的不規(guī)則犁溝。當(dāng)電流為190 A和200 A 時(shí),涂層表面剝落和犁溝區(qū)域明顯減小。這是由于涂層合金化程度提高硬度增大,在相同載荷條件下,受壓區(qū)表層材料塑性變形減小,犁溝數(shù)量減少、深度也減小,磨損程度減弱。
2.2? 絲材移動(dòng)速率與磨損性能
圖4為采用不同絲材移動(dòng)速率制備的涂層磨痕橫截面掃測(cè)圖。由圖4(a)—4(d)可見(jiàn),在絲材移動(dòng)速率從55 mm/min、83 mm/min、120 mm/min增至160 mm/min的過(guò)程中,涂層的磨痕橫截面積逐漸變小,分別為9 579 μm2、9 466 μm2、7 935 μm2和6 276 μm2,磨損橫截面積減小了34.49%。分析認(rèn)為:絲材移動(dòng)速率快熔池凝固也快,涂層晶粒粗化程度低,細(xì)小晶粒具有強(qiáng)化涂層的作用。因此,隨著絲材移動(dòng)速率增大,涂層的耐磨性提高較顯著;但是,相比電弧熔敷電流而言,絲材移動(dòng)速率變化對(duì)涂層耐磨性的影響較小。對(duì)不同絲材移動(dòng)速率制備的涂層硬度值進(jìn)行測(cè)試,結(jié)果為:移動(dòng)速率為55 mm/min、83 mm/min、120 mm/min、160 mm/min時(shí),制備的涂層硬度值分別為200 HV、330 HV、344 HV、355 HV。可見(jiàn),硬度增加幅度較明顯。
圖5為不同絲材移動(dòng)速率下涂層的磨痕SEM圖。由圖5(a)—5(d)可見(jiàn):隨著絲材移動(dòng)速率的增大,涂層磨痕形貌基本相同;磨損形式均為犁溝磨損,涂層表面均存在大片的剝落和犁溝區(qū)域;當(dāng)絲材移動(dòng)速率為55 mm/min和83 mm/min時(shí),涂層硬度較低,載荷作用使涂層受壓區(qū)表層材料塑性變形較大,并隨著摩擦球運(yùn)動(dòng)將前端絕大多數(shù)材料推擠到兩側(cè),形成的剝落及犁溝的寬度和深度都較大;當(dāng)絲材移動(dòng)速率為120 mm/min和160 mm/min 時(shí),涂層硬度略有提高,受壓區(qū)表層材料塑性變形相應(yīng)減小,在相同載荷條件下,受壓區(qū)表層材料犁溝數(shù)量減少、深度減小,磨損程度減弱。
2.3? 送絲速率與磨損性能
圖6為采用不同電弧送絲速率制備的涂層磨痕橫截面掃測(cè)圖。由圖6(a)—6(d)可見(jiàn),當(dāng)送絲速率從800 mm/min、900 mm/min、1 000 mm/min增至1 100 mm/min時(shí),涂層的磨痕橫截面積分別為2 833 μm2、2 958 μm2、7935 μm2、9 269 μm2,增大了2.27倍;這表明涂層的耐磨性隨著電弧送絲速率的增大明顯降低。分析原因:隨著送絲速率提高,單位時(shí)間熔池體積增加,電弧力攪拌熔池效率下降,更多的熱量用于熔化絲材,導(dǎo)致熔池溫度變低,液體金屬流動(dòng)性變差,電弧熔敷涂層的微觀結(jié)構(gòu)均勻程度降低。對(duì)不同電流制備涂層的硬度值測(cè)試結(jié)果表明:在送絲速率為800 mm/min、900 mm/min、1 000 mm/min、1 100 mm/min時(shí),涂層硬度值分別為486 HV、375 HV、344 HV、242 HV。可見(jiàn),送絲速率越大,制備的涂層硬度越降。
圖7為不同電弧熔敷送絲速率下涂層的磨痕SEM圖。由圖7(a)—7(d)可見(jiàn):(1)當(dāng)電弧熔敷送絲速率為800 mm/min和900 mm/min時(shí),涂層合金化程度和硬度較高,組織缺陷較少;在載荷作用下涂層受壓區(qū)表層材料塑性變形較小,隨著摩擦球運(yùn)動(dòng)將運(yùn)動(dòng)前端絕大多數(shù)材料推擠到兩側(cè),形成的犁溝寬度和深度都較小。(2)當(dāng)電弧熔敷送絲速率為1 000 mm/min和1 100 mm/min 時(shí),涂層硬度減弱;受壓區(qū)表層材料塑性變形相應(yīng)增大,在相同載荷條件下受壓區(qū)表層材料犁溝數(shù)量增多、深度增大、磨損程度增加,涂層表面存在大片的剝落和犁溝區(qū)域。這表明,隨著電弧送絲速率增大,涂層磨痕形貌差異變大,磨損形式由犁溝磨損轉(zhuǎn)變?yōu)閯儗幽p。此外,隨著送絲速率的提高,磨痕中因疲勞磨損而脫落的片層越來(lái)越多、越來(lái)越大。這是因?yàn)橥繉雍辖鸹潭鹊停M織的內(nèi)部缺陷多,降低了抵抗接觸區(qū)應(yīng)力和塑性變形的能力,疲勞裂紋擴(kuò)展加快,最終形成大片熔敷層剝落。
綜上所述,在電弧熔敷過(guò)程中,采用較大的電流、較慢的絲材移動(dòng)速率和送絲速率,制備的涂層磨痕面積小、耐磨性好。
3? ? 結(jié)論
在對(duì)45鋼表面進(jìn)行電弧熔敷過(guò)程中,通過(guò)調(diào)節(jié)電流大小、絲材移動(dòng)速率和送絲速率,可獲得不同耐磨性的涂層。采用較大的電流、較快的絲材移動(dòng)速率和較慢的送絲速率制備的涂層,晶粒更細(xì)、微觀組織結(jié)構(gòu)更均勻、硬度和耐磨性均較好。具體實(shí)驗(yàn)結(jié)果為:當(dāng)電弧熔敷電流為210 A、絲材移動(dòng)速率為160 mm/min、送絲速率為800 mm/min時(shí),制備的涂層耐磨性最好。若要將該工藝應(yīng)用到生產(chǎn)實(shí)際,還需解決電弧熔敷的精度問(wèn)題,并進(jìn)一步提高制備涂層的表面光潔度。
參考文獻(xiàn):
[1] 謝仕芳,張林偉,王武榮,等.45鋼與DC53鋼的干滑動(dòng)摩擦學(xué)行為[J].材料熱處理學(xué)報(bào),2015,36(6): 222-227.
[2] 余振宇.金屬絲材電弧焊3D打印工藝及應(yīng)用研究[D].武漢:華中科技大學(xué),2016.
[3] 黃丹,朱志華,耿海濱,等.5A06鋁合金TIG絲材-電弧增材制造工藝[J].材料工程,2017,45(3): 66-72.
[4] 杜子杰,李文淵,劉建榮,等.CMT成型TC4-DT合金的組織及其形成機(jī)理的CET模型預(yù)測(cè)[J].材料研究學(xué)報(bào),2020,34(7):518-526.
[5] 杜澤林,張文明.電弧增材制造中鋁合金的應(yīng)力與變形的模擬[J].內(nèi)燃機(jī)與配件,2020(3):110-113.
[6] 張咪娜.增材制造CoCrMoNbTi與AlCoCuFeNi高熵合金及其組織性能研究[D].北京:北京科技大學(xué), 2019.
[7] 孫銳,閆文青,李建.機(jī)械振動(dòng)及電磁攪拌技術(shù)在TIG電弧熔覆陶瓷層中的應(yīng)用[J].熱加工工藝,2014,43(19):211-212.
責(zé)任編輯? ? 王繼國(guó)