縫紉機器人對織物張力與位置的模糊阻抗控制
2021-11-29 13:39:34王曉華王育合王文杰
紡織學報 2021年11期
王曉華, 王育合, 張 蕾, 王文杰
(西安工程大學 電子信息學院, 陜西 西安 710048)
制衣業(yè)中,縫紉機器人能極大減少用工量,穩(wěn)定縫紉質量,因而具有巨大的應用價值[1-3]。目前,縫紉機器人開始被訓練代替人工完成織物的簡單縫紉工作,在縫紉機器人將織物送入縫紉機進行縫紉的過程中,質地柔軟的織物增加了機器人的操作難度[4-5]。機器人一方面要控制織物的位置,另一方面還要控制織物的張力[6-7],所以對縫紉機器人操作織物提出了更高的要求。
為解決機器人將織物送入縫紉機進行縫紉時的位置與張力同時控制問題,研究人員做了大量的研究工作。文獻[8]應用模糊理論與神經網絡技術,使用2個機器人分別進行織物的位置和張力控制,模糊理論可以很好地解決張力控制問題,但雙機器人控制系統(tǒng)成本高;Johannes等[9]使用機器人末端執(zhí)行器夾著織物通過拖拽的方式完成縫紉任務,應用模糊學習方法保持織物在移動過程中的張力恒定,織物的位置與張力分開控制,控制方法復雜;Kudo等[10]利用工業(yè)相機配合縫紉機器人操作織物,基于圖像伺服技術反饋并修正織物的位置信息,控制效果很大程度上依賴于機器視覺技術。同時,上述方法均未涉及縫紉系統(tǒng)對厚度、密度、曲斜變形以及拉伸強力等性能不同的織物的適應性。
考慮機器人對柔軟織物操作的便捷性以及模糊控制方法對難以精確描述的織物性能的適應性,本文設計的縫紉系統(tǒng),采用阻抗控制方法,以實現機器人操作織物的位置和操作力之間的動態(tài)平衡關系;并利用模糊控制器選出最優(yōu)的阻抗參數,控制機器人末端位置和機器人末端接觸力,以期提高縫紉系統(tǒng)對不同織物進行縫紉的控制效果。
1 縫紉機器人控制系統(tǒng)建模
縫紉機器人工作系統(tǒng)主要由縫紉機器人、縫紉機、織物、光滑平整的工作臺等構成,如圖1所示。待縫紉織物無張力狀態(tài)下放置在工作臺上,縫紉機器人操作末端執(zhí)行器按壓在織物的表面并留出待縫紉的部分,按照規(guī)劃的縫紉軌跡,配合縫紉機的速度模擬人工送布的方式將織物送入縫紉機,為保證縫紉的質量(縫紉針跡的密度和平整度),機器人末端在移動織物的過程中,末端執(zhí)行器所在位置和施加在織物上的壓力保持不變。

圖1 縫紉機器人工作平臺Fig.1 Sewing robot working platform
1.1 縫紉機器人動力學建模
縫紉機器人與織物相接觸時,忽略機器人各關節(jié)之間的摩擦作用力,機器人關節(jié)空間的動力學模型為
(1)

1.2 縫紉機器人基于位置的阻抗控制
阻抗控制[11]不需要進行控制模式的切換,在機器人與環(huán)境接觸的任務中得到了應用,其控制表達式為
(2)

當機器人末端執(zhí)行器與織物接觸后,織物及臺板會承受末端執(zhí)行器的壓力作用。其中,織物及臺板受到的作用力的情況通常被等效為一線性彈簧,等效剛度為Ke,具體表達式為
(3)
式中:Xe表示環(huán)境的位置,m;X-Xe差值為ΔXe,m。
機器人縫紉時,提前規(guī)劃生成的位置為參考信息,當縫紉機器人末端執(zhí)行器上安裝的壓力傳感器測得與環(huán)境的接觸力時,該力被反饋給目標阻抗控制器,目標阻抗控制器產生一個位置修正量e=(ex,ey,ez)T,位置修正量滿足下式:
(4)
變換到頻域中,頻域阻抗函數表示為
(5)
式中,頻域慣性矩陣Md、阻尼矩陣Bd和剛度矩陣Kd都是對角正定矩陣。式(5)相當于二階低通濾波器,可以對F(s)中每個元素實現二階低通濾波,通過對F的濾波,得到位置修正向量e。當縫紉機器人末端執(zhí)行器在約束空間運動,與織物相接觸,假設位置控制器精確無誤差,即X=Xd,則有e=X-Xr。位置修正向量e與機器人軌跡規(guī)劃產生的參考向量Xr相加,得到位移控制命令Xd=(xd,yd,zd)T,基于位置阻抗控制的整個控制原理如圖2所示。
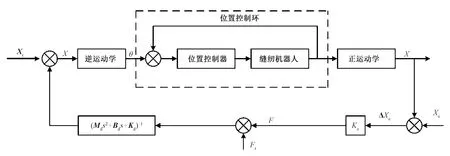
注:θ為機器人關節(jié)角度,(°)。圖2 基于位置的阻抗控制結構原理圖Fig.2 Schematic diagram of position-based impedance control structure
縫紉機器人末端執(zhí)行器操作織物的準確性取決于位置修正量的值;而位置修正量與接觸力的測量值和阻抗參數有關,因此,可以采用智能控制方法根據環(huán)境實時調整阻抗系數,提高位置修正量的準確度。
2 基于模糊阻抗控制的控制系統(tǒng)
2.1 模糊阻抗控制
阻抗參數影響系統(tǒng)的穩(wěn)定性和控制精度,又難于獲得。利用模糊控制的自調整能力,可根據織物性質選擇出最佳的阻抗參數值,使整個控制系統(tǒng)表現出良好的力、位置跟蹤性能。模糊控制器的輸入變量位置偏差e、位置偏差變化率ec和輸出變量U的語言值均被分為7個模糊子集進行表示:{NB,NM,NS,Z,PS,PM,PB},含義分別是(負大、負中、負小、零、正小、正中、正大)。設置控制器輸入偏差e和偏差變化率ec的論域范圍為[-3,3],分別設置輸出變量中的目標慣量系數矩陣變化量ΔMd和目標阻尼系數矩陣變化量ΔBd的論域范圍為[-3,3],目標剛度系數矩陣變化量ΔKd的論域范圍為[-0.06,0.06]。系統(tǒng)輸入變量的隸屬度函數的類型都采用三角形,模糊推理采用Mam-dani規(guī)則,解模糊則采用加權平均法,結構框圖如圖3所示。

圖3 縫紉機器人模糊阻抗控制器原理框圖Fig.3 Block diagram of sewing robot fuzzy impedance controller
根據系統(tǒng)仿真和實踐經驗確定參數ΔMd、ΔBd和ΔKd調節(jié)的一般規(guī)律。其中,ΔMd的模糊子集的模糊控制規(guī)則如表1所示,ΔBd和ΔKd的模糊控制規(guī)則不再贅述。
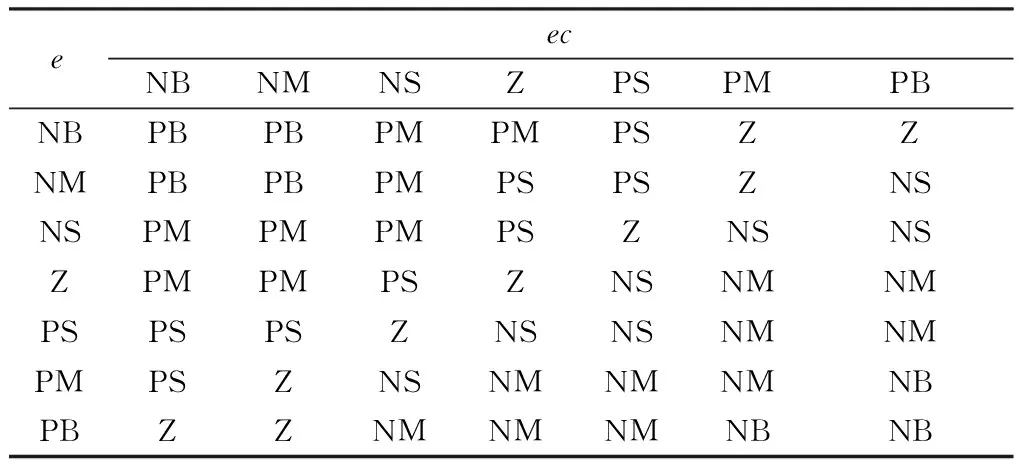
表1 ΔMd的模糊規(guī)則表Tab.1 ΔMd fuzzy rules table
2.2 縫紉機器人模糊阻抗控制系統(tǒng)仿真
為驗證縫紉機器人模糊阻抗控制方法,在對棉織物進行直線縫紉的任務中,織物的剛度Ke取1 600 N/m,縫紉機器人末端執(zhí)行器Z方向上的初始位置為0.035 m,期望的末端執(zhí)行器Z方向上壓在織物上的最終固定位置為0.01 m,期望接觸力為10 N,縫紉機器人初始阻抗參數設為:Md=1,Bd=150,Kd=100。圖4為分別應用模糊阻抗控制與基于位置的阻抗控制方法時機器人操作織物的力與位置的跟蹤效果圖。
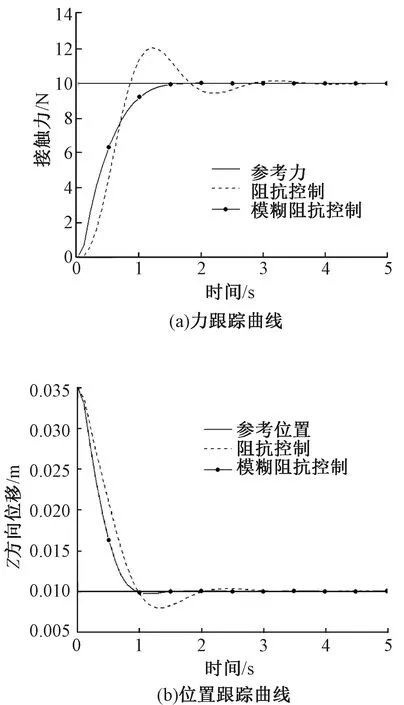
圖4 縫紉機器人末端力及位置跟蹤對比曲線Fig.4 Comparison curve of end force and position tracking of sewing robot. (a) Force tracking curve;(b) Position tracking curve
可見,在固定阻抗參數的情況下,模糊阻抗控制從跟蹤期望位置與力的響應時間和穩(wěn)態(tài)誤差都優(yōu)于基于位置的阻抗控制,可作為縫紉機器人的柔順控制方法。
3 系統(tǒng)性能驗證實驗與分析
3.1 半物理仿真實驗
應用cSPACE半物理仿真實驗平臺[12]進行實驗,調整機器人末端Z軸方向的初始位置z為0.033 m,設置z為0.010 m為期望機器人末端到達的位置,同時給定期望的接觸力為10 N,機器人末端的運動方式為點對點運動。為說明方法的實用性,針對厚度、密度、織物皺縮、曲斜變形、拉伸強力不同的10種織物,分別采用位置阻抗控制方法和模糊阻抗控制方法進行半物理仿真縫紉實驗。系統(tǒng)響應時間以及跟蹤誤差等實驗數據取10種織物多次實驗的平均值,繪制機器人末端力和位置的跟蹤曲線,如圖5所示。
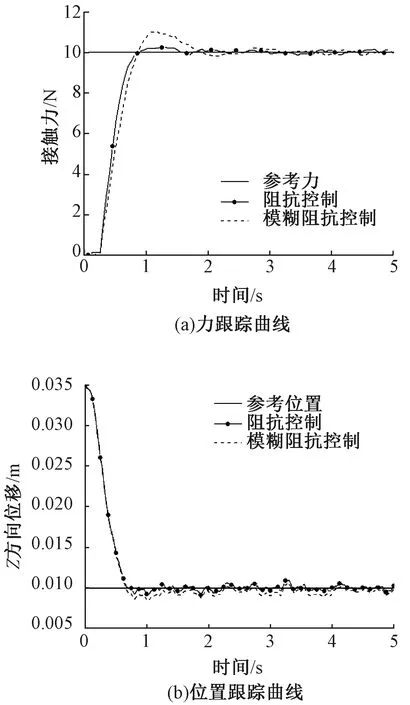
圖5 位置阻抗控制與模糊阻抗控制力及位置跟蹤曲線Fig.5 Position impedance contcol and fuzzy impedance control. (a) Force tracking curve; (b) Position tracking curve
由圖5可知,使用阻抗控制作為機器人的控制方法,在t為0.2 s時,控制系統(tǒng)開始響應,在t為0.8 s時機器人末端開始接觸到織物,此時接觸力的超調量有很大的波動,最大的力誤差為2 N,機器人末端的位置偏差也達到4 mm。當t達到1.8 s以后,圖5(a)中機器人的末端接觸力由9.81~10.22 N的波動范圍逐漸減小至趨于0,圖5(b)中機器人末端位置由0.007 2~0.011 7 m的波動范圍逐漸減小至趨于0。實驗結果表明,本文提出的縫紉機器人模糊阻抗控制方法在機器人接觸力和位置跟蹤性能上優(yōu)于位置阻抗控制方法。
在半物理仿真實驗中,由于實驗用織物性能差異巨大,薄織物的恒力跟蹤誤差較大,厚且易變形織物在縫紉過程中位置誤差較大。
3.2 縫紉機器人實驗
縫紉機器人末端執(zhí)行器按照上述初始位置運動到固定織物所在的位置并操作織物進行縫紉任務時,機器人的運動情況如圖6所示,機器人末端位移情況如圖7所示,各關節(jié)的角位移、角速度和角加速度變化情況如圖8所示。
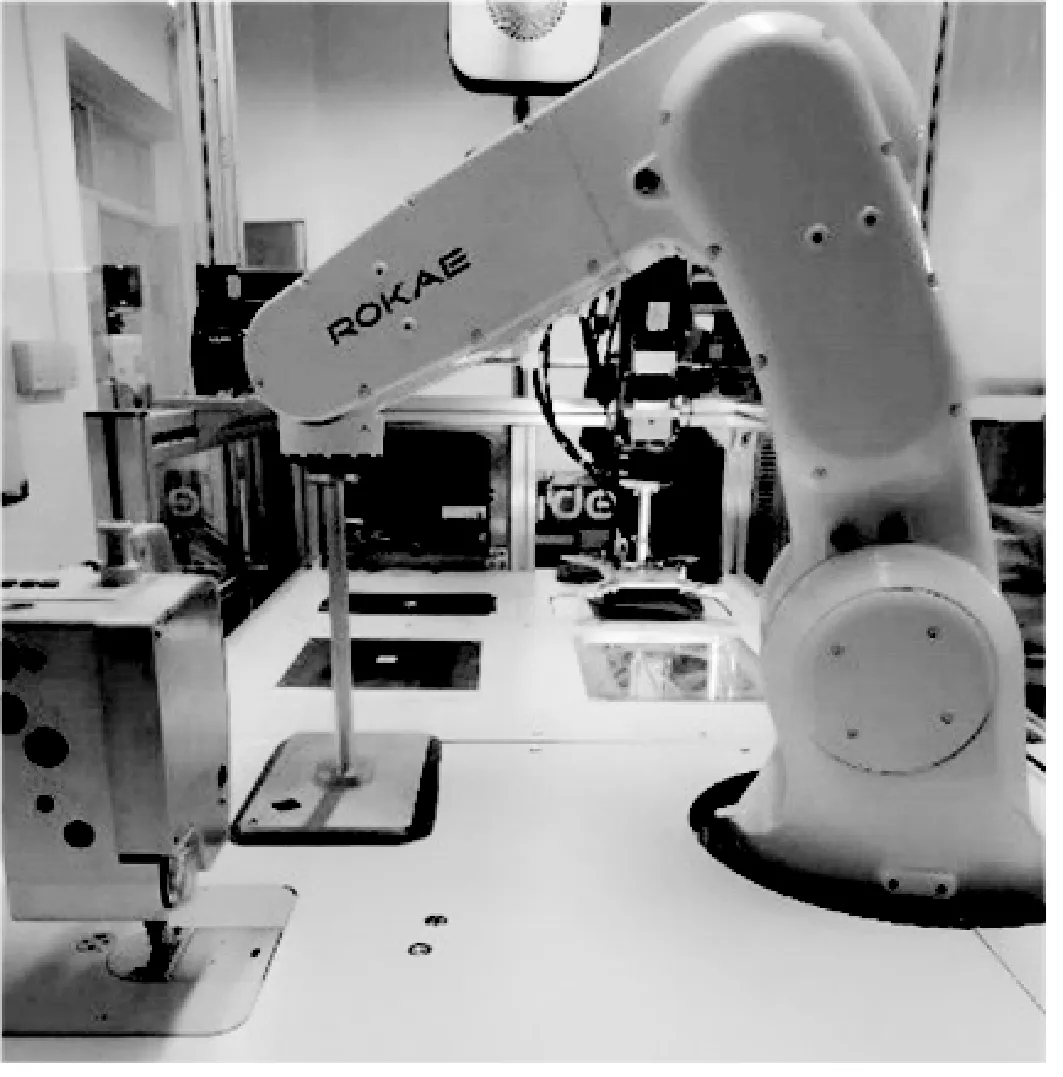
圖6 機器人操作織物縫紉Fig.6 Robot operating fabric sewing
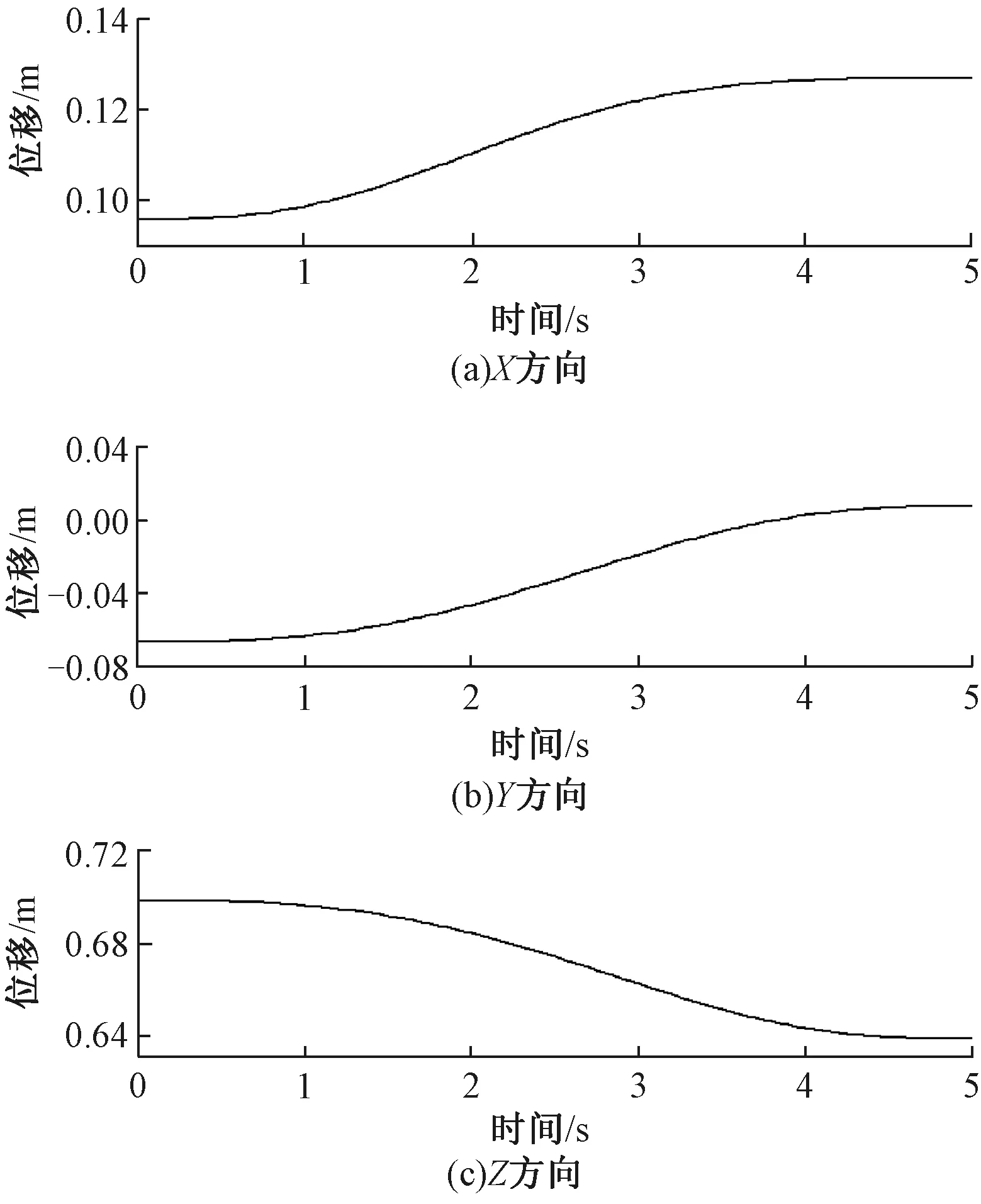
圖7 機器人末端X、Y、Z方向移動曲線Fig.7 X (a), Y (b) and Z (c) direction movement curve of robot end

注:--- 關節(jié)1; ……關節(jié)2; --- 關節(jié)3; ----關節(jié)4; —— 關節(jié)5; —關節(jié)6。圖8 機器人各關節(jié)角位移、角速度及角加速度曲線Fig.8 Angular displacement (a), angular speed (b) and angular acceleration (c) curves of each joint of robot
從以上機器人末端和各關節(jié)的運動曲線可以看出,機器人在提前規(guī)劃路徑的運動過程中,各關節(jié)位移、速度和加速度曲線光滑。反映了所采用的模糊阻抗控制算法在滿足期望的末端執(zhí)行器接觸力和位置的情況下,同時能夠保證縫紉機器人在運動過程中平穩(wěn)運行。
4 結 論
本文基于模糊阻抗控制方法,研究了對機器人末端位置以及機器人末端與織物接觸力的同時控制問題,探索對不同性能的織物進行機器人縫紉的便捷控制方法,得到如下主要結論。
1)阻抗控制方法能夠在控制縫紉機器人末端位置的同時控制縫紉機器人末端的接觸力,縫紉機器人能夠應用末端的壓板式執(zhí)行器按壓不同的織物滑動前行并配合縫紉機完成縫紉任務。
2)織物的性能對阻抗控制的跟蹤性能有一定的影響,模糊控制器能夠選出對不同性能織物縫紉時的系統(tǒng)最優(yōu)阻抗參數。
3)模糊阻抗控制方法實現了機器人對不同織物在按壓滑行以及縫紉時的操作力控制,控制系統(tǒng)的穩(wěn)定性和控制效果良好。
FZXB
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
兒童故事畫報(2019年5期)2019-05-26 14:26:14
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
Coco薇(2016年2期)2016-03-22 02:42:52
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
