基于三菱FX3U PLC切線機控制系統設計 Design of Cutting Machine Control System Based on Mitsubishi FX3U PLC
2021-11-30 17:42:22蔣瑋JIANGWei
內燃機與配件 2021年22期
蔣瑋 JIANG Wei









摘要: 本文針對切線機工藝要求,選用了三菱FX3U PLC、臺達DOP-107BV觸摸屏與臺達伺服控制器ASD-B2等設備,進行壓輥、送料、壓線、定位、打點、切斷等系統功能設計,整個系統可以實現切線機的工藝參數設置、手動控制、自動控制等功能。
Abstract: According to the process requirements of the tangent machine, Mitsubishi FX3U PLC, Delta dop-107bv touch screen and Delta servo controller ASD-B2 are selected to design the system functions such as roller pressing, feeding, line pressing, positioning, dotting and cutting. The whole system can realize the process parameter setting, manual control, automatic control and other functions of the tangent machine.
關鍵詞: 三菱FX3U;臺達DOP-107BV;控制系統
Key words: Mitsubishi FX3U;Delta DOP-107BV;control system
中圖分類號:TG659? ? ? ? ? ? ? ? ? ? 文獻標識碼:A? ? ? ? ? ? ? ? 文章編號:1674-957X(2021)22-0222-04
0? 引言
根據某金屬片生產企業對某產品的金屬片生產精度要求,在金屬材料的剪切加工過程中,需要定長切斷,誤差控制在0.1mm,當長度達到設定值時,通過壓緊機構固定打點后切斷,當切料的數量達到設定的總次數時,設備自動停止運行。對于這樣的控制要求,傳統的步件電機無法達到這樣的精度。針對以上的要求設計一種基于三菱FX3U可編程控制器、臺達DOP-107BV觸摸屏與臺達伺服電機等設備組成的自動切線機,本文主要研究設計的是一種金屬片切線機的控制系統部分。
1? 切線機電氣系統的總體設計
1.1 切線機主要生產工藝
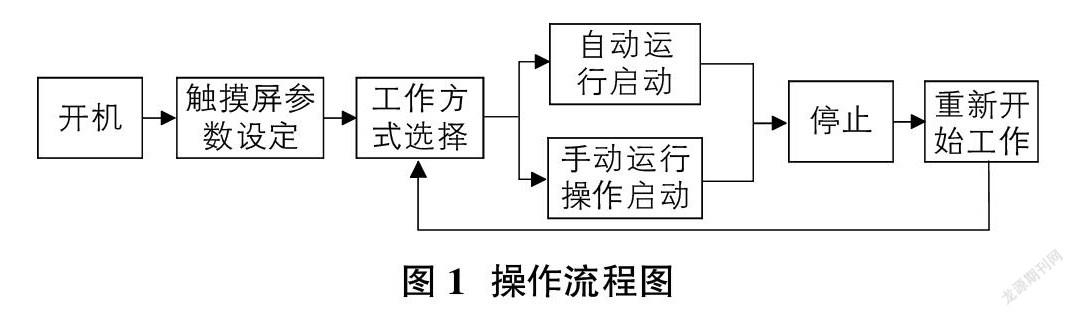
本文設計的自動切線機的操作流程如圖1所示,系統開機后,首先就是在觸摸屏上面設置送料長度、送料速度、以及切斷條數等參數,然后選擇工作方式;如果選擇的是自動運行的方式,將自動按照觸摸屏的參數設置進行送料-壓緊打點-切斷的順序工作,完成切斷條數后停止,為下次工作做準備;如為手動操作方式,可以手動壓緊打點,切斷等操作。
切線機主要機構有控制機構(可編程控制器、觸摸屏)、進料送料機構、打點機構和切斷推線機構四部分組成,如圖2。
①控制機構是采集各傳感器信息,并發出各種控制動作的控制大腦。
②壓線送料機構把金屬片送進切線機送料,供后面機構進行打點與切斷,如圖2。它有兩個橡膠輥組成:上輥是從動輥,固定在支架上面,支架上面安裝了彈簧可以改變兩輥之間的壓力,下輥固定在機架上面,它是主動輥,由伺服電機驅動工作,上下輥之間的壓力使金屬片隨主動輥的旋轉而達到送料的目的。
③打點機構與切斷推料機構主要由氣動系統完成,其中打點機構根據不同的生產工藝要求完成打點穿孔。切斷推料機構用以切斷金屬片,并在切完后自動推開切下的金屬片。切斷刀片通過氣缸動作來完成切斷動作,這一動作也作為切斷次數的計數依據。
1.2 電氣系統主要器件
本次設計的金屬切線機電氣系統由臺達工業嵌入式觸摸屏(HMI)DOP-107BV、三菱FX3U系列PLC、臺達ASDA-B2伺服控制系統(控制器、電機和編碼器)、以及氣動控制系統(切斷、打點)組成,如圖3。
2? 切線機電氣系統的硬件設計
2.1 PLC選型
由于本控制系統需要一個與觸摸屏連接的通訊口,并要求有7點以上的輸出口,且輸出口應具有控制伺服電機高速脈沖發射能力。因此選擇通訊速度快、可靠性高的三菱FX3U-16MT型PLC,該PLC晶體管輸出,有8點輸入和8點輸出,滿足該系統控制要求。
2.2 觸摸屏選型
觸摸屏可選擇的余地較大,主要考慮性價比和可靠性,因此選擇國產臺達的DOP-107BV觸摸屏,它具有7英寸的屏幕,二個支持RS232通訊的COM口,可以滿足設備的要求。
2.3 伺服系統選型
伺服系統需要對伺服控制器、伺服電機進行選型,根據計算以及經驗法選擇EMCAC20807ES作為本系統的伺服電機,該電機額定輸出功率750W,額定電壓220V,額定轉速3000r/min,滿足系統要求。選擇ASD-B2-0721-B作為伺服控制器,該控制器額定輸出功率750W,額定電壓220V,支持控制EMCAC20807ES電機。
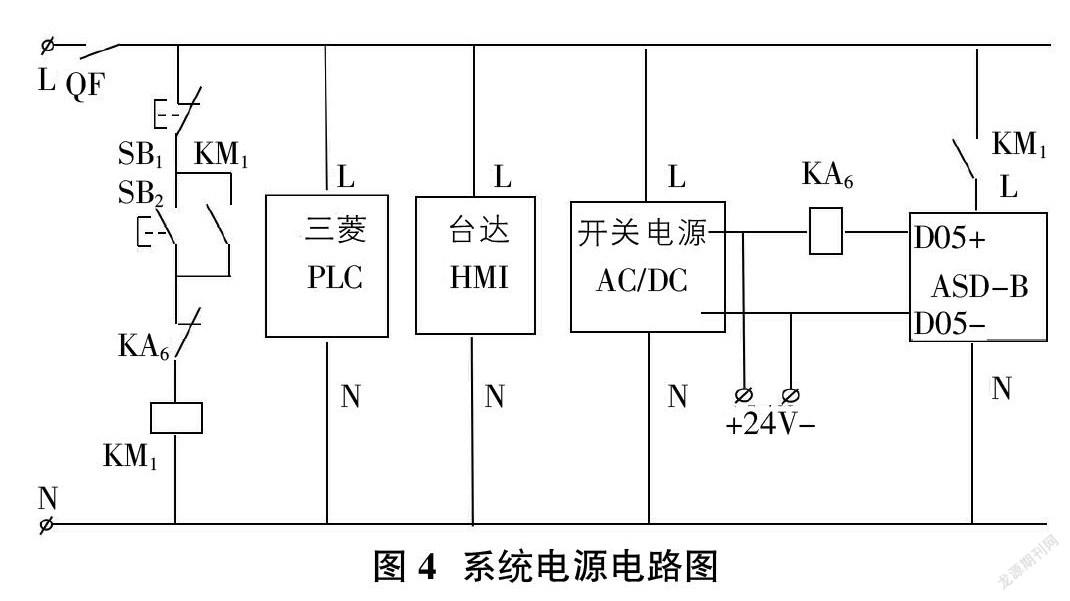
2.4 切線機控制系統電源電路
切線機控制系統電路如圖4所示。電源總開關DF控制整個控制系統的電源通斷,伺服控制器、可編程控制器、臺達觸摸屏、開關電源均用220V交流電供電,開關電源負責整個系統的直流24V供電。按鈕SB2是控制伺服控制器電源接通按鈕,按鈕SB1是伺服控制器電源切斷按鈕。伺服器驅動器的27號接線端子與開關電源的24V負極相連,伺服驅動器的28號接線端子先與KA6繼電器的線圈相連,后經過繼電器線圈與開關電源的24V正極連接。當伺服控制器電路出現故障時,KA6繼電器線圈得電,其常閉觸點斷開,切斷KM1線圈電源,后切斷伺服控制器的主電源,對伺服控制器起到保護作用。
2.5 PLC接線圖
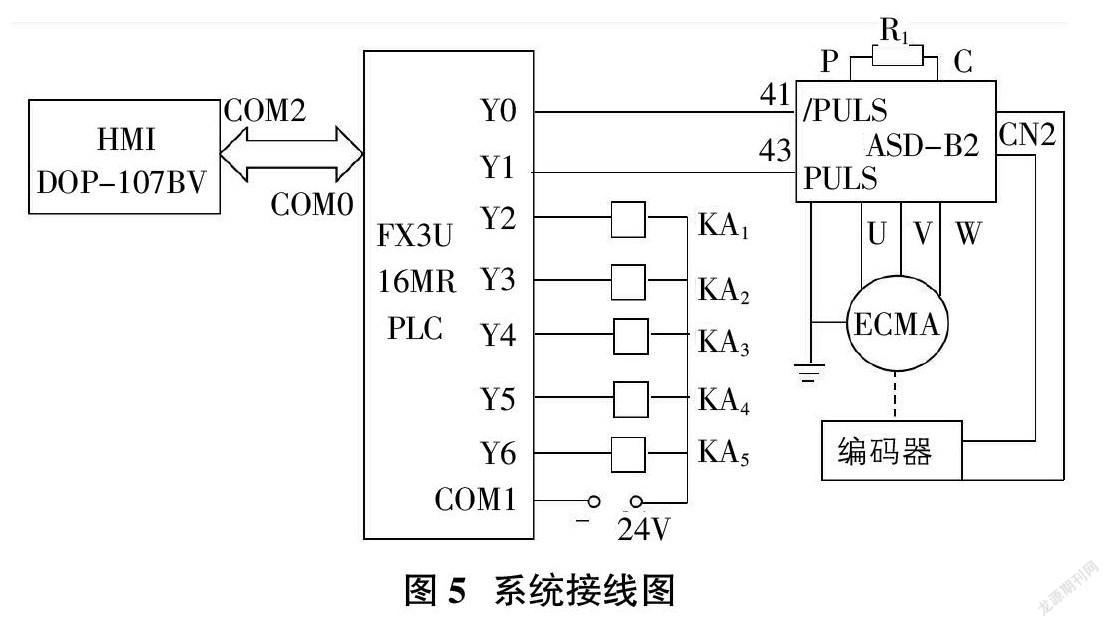
PLC的接線圖如圖5所示,臺達觸摸屏與三菱PLC通過COM口連接通訊,通過觸摸屏實現設備的手動、自動、起動、停止等控制命令,通過觸摸屏設置打點的個數、加工長度、加工數量等功能。輸出Y2-Y6分別與五個中間繼電器KA1-KA5的線圈相連,控制切線機壓輥、壓線、切斷、打點、推料等功能。Y0和Y1分別控制伺服電機的正反轉,伺服電機接在伺服控制器的U、V、W這個接口,編碼器信號線連接到CN2接口。
2.6 電磁閥驅動電路
電磁閥驅動電路如圖6所示,每個電磁閥都采用220V電壓供電,KA1-KA5分別控制YV1(打點)、YV2(切線)、YV3(壓輥)、YV4(壓線)、YV5(推料)。
3? 切線機控制系統的軟件設計
切線機的軟件設計主要包括I/O表、觸摸屏與PLC的參數定義、觸摸屏畫面設計、PLC程序設計等等。
3.1 I/O表
I/O表見表1,總共7點的輸出。
3.2 觸摸屏與PLC參數設置
臺達DOP-107BV觸摸屏非常方便的能與三菱PLC通訊連接,而且功能強大,通訊設置非常簡單。與PLC一起使用的時候要定義好通訊參數,以及組態畫面參數,這樣兩者才能交換數據,配合一起工作。表2就是觸摸屏與PLC需要設置的參數。
3.3 臺達觸摸屏組態畫面設計
臺達觸摸屏組態畫面主要設計如下功能:通信方式選擇、工作方式選擇、工藝參數設置、PLC與觸摸屏通訊參數設置。
3.3.1 觸摸屏通訊參數設置
打開臺達觸摸屏組態軟件第一步設置連接參數,如圖7先選擇好通訊口COM2,然后在連接設備制造商這里選擇三菱,系列選項選擇FX3U系列,其他選擇參數默認。
3.3.2 臺達觸摸屏主畫面及監控畫面
觸摸屏系統通電起動完成后,首先顯示此畫面,如圖8所示,當前產量顯示的是指已經切好的產品數量;設定數量是指本次開機需要加工產品的總數;設定段數是指打點的次數加1次。例如段數是4,1到3的打點距離設置有效,后面的位置無效。裁剪長度是指金屬片加工的總長度(精度為0.1mm)。自動/手動選擇開關指向左側,程序執行自動程序,開關指向右側程序進入手動程序。起動按鈕是自動方式模式下自動程序的開啟按鈕;停止按鈕可實現自動程序的緊急停車。
3.3.3 打點距離設置組態畫面
由于工藝需要打點距離最多可以設置15個點,見圖9,為保證打點位置的精準,設置打點距離的長度單位為0.1mm。假設一條金屬片需要打3個點,1-3點的距離位置分別為:300、600和900,由于單位長度是0.1mm,因此分別在50mm、60mm、90mm處打點。
3.3.4 手動操作組態畫面
手動操作畫面見圖10,只有在主畫面的自動/手動切換開關打到手動狀態畫面中的按鈕才有效,手動狀態主要用于設備調試、設備檢修、以及某些特殊加工需求。可以點動控制切線機前進、后退、推料、打點、切斷、壓輥、壓線等動作,還可以調節切線機走料的點動速度,調節范圍(0-100%),一般情況下默認設置25%。
3.4 PLC控制程序設計
3.4.1總流程圖
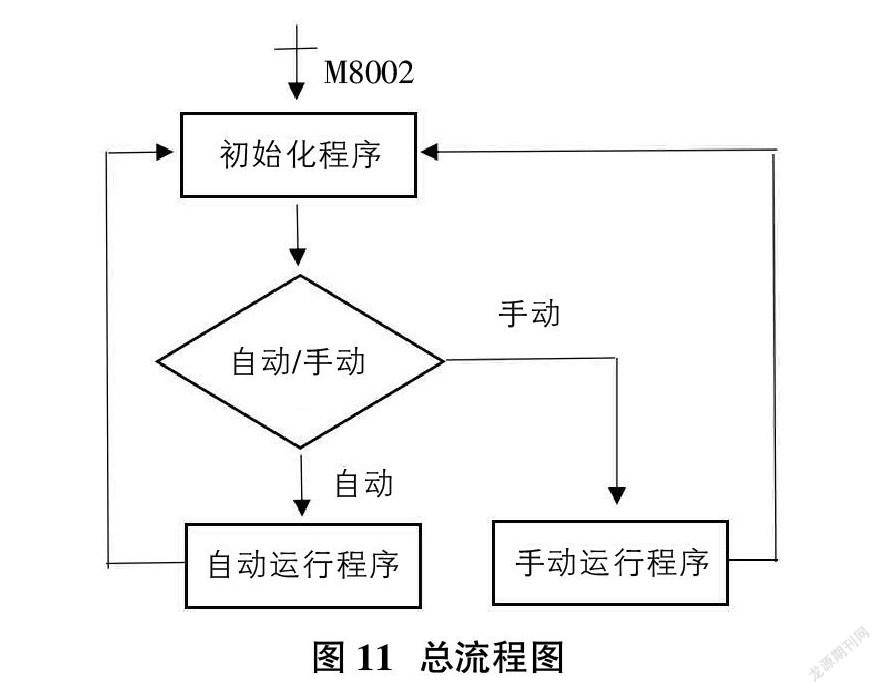
切線機程序主要分成三部分程序,分別是初始化程序、手動程序、以及自動程序。初始化程序在PLC上電瞬間(M8002)、手動程序執行完畢、自動程序執行完畢對相關數據寄存器、狀態寄存器以及輸出繼電器進行程序復位。他們三者之間的關系如圖11所示。
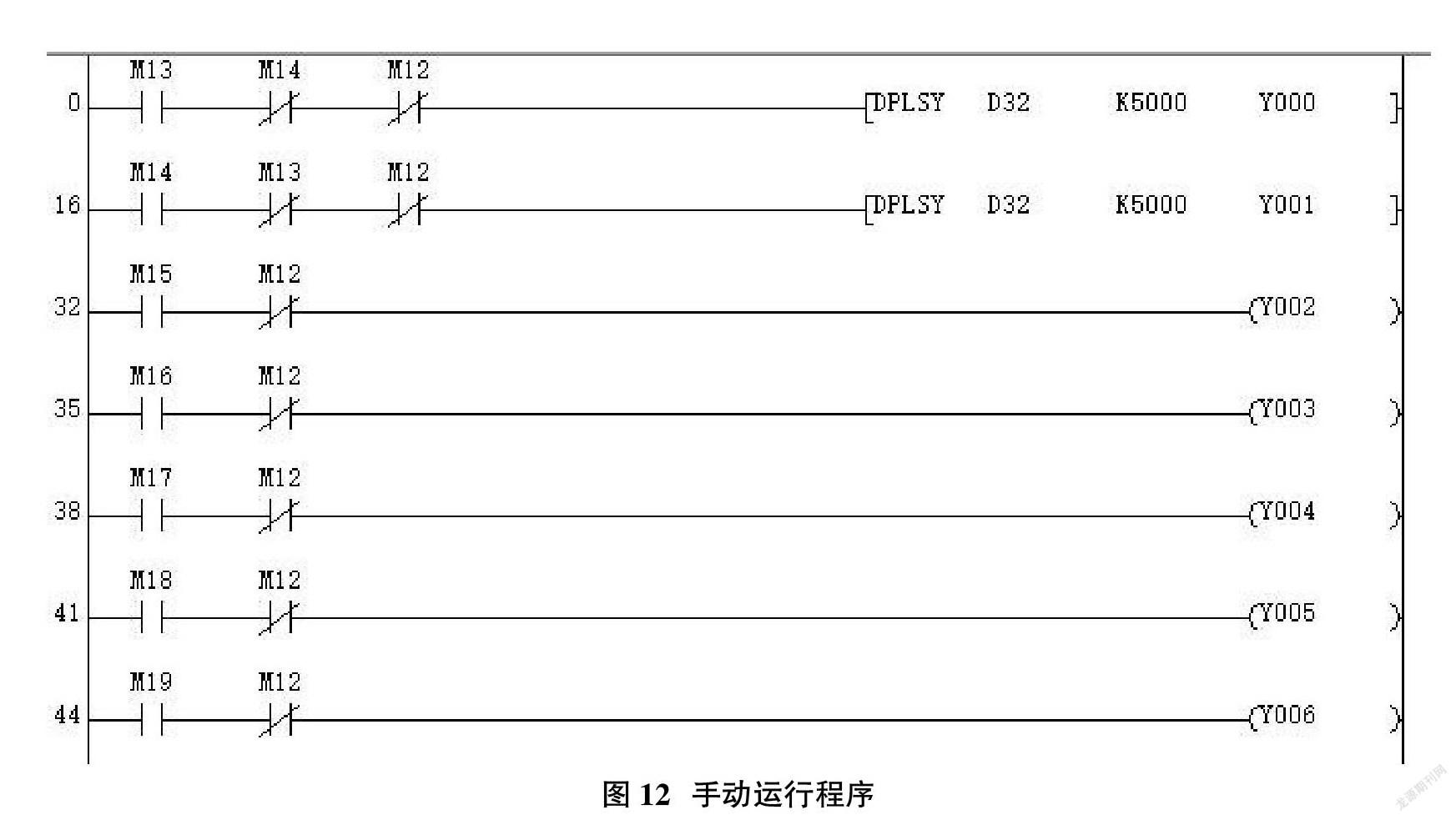
3.4.2 手動運行程序
圖12為手動運行程序,手動程序均為點動操作。當觸摸屏的手動/自動運行開關打到手動位置時M12常閉觸點接通,手動運行程序有效。M13、M14這兩個常開觸點分別與觸摸屏的前進按鈕和后退按鈕相連,但前進按鈕按下時,M13開觸點接通,YO在高速脈沖指令DPLSR的作用下發出正傳脈沖,發送的頻率快慢由D32里面的數據決定,輸出脈沖數為固定值5000(電機旋轉半圈)。M15-M19分別控制Y2-Y6進行推料、打點、切斷等動作。
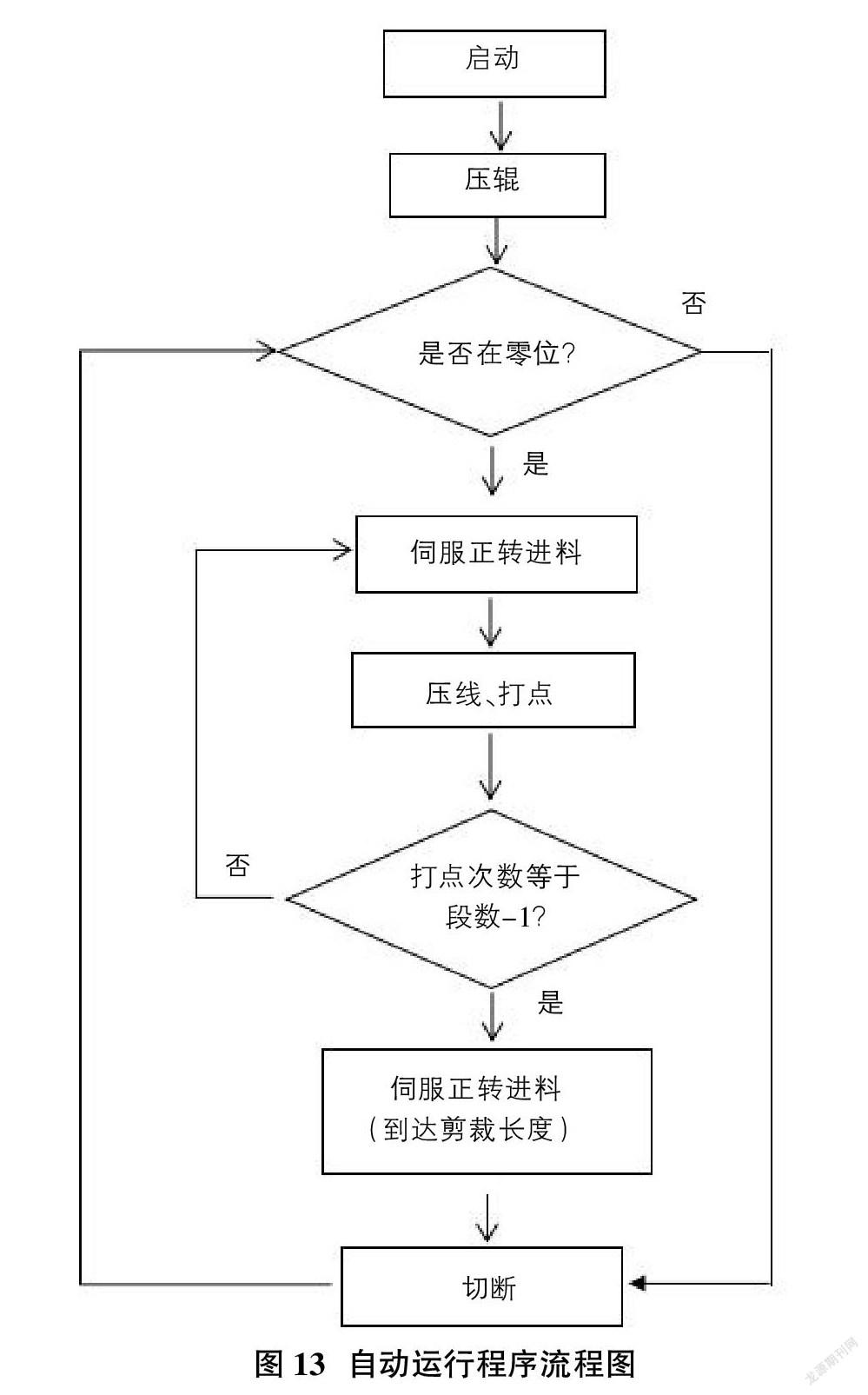
3.4.3 自動運行程序
自動運行程序由觸摸屏的起動按鈕控制運行,按下起動按鈕首先壓輥、切料機構動作,使加工金屬片進入絕對零位(如沒在零位,重復切料動作),后伺服電機正轉進料,到達第一個打點位置壓線機構動作后打點,到達第二個打點位置打點……,到達剪裁長度切斷,不斷循環。流程圖如圖13所示。
4? 結束語
本文提出的控制方法通過臺達觸摸屏設計了簡單易懂的操作畫面,實現過程控制監控可視化;結合三菱PLC控制器,通過編程計算完成打點與切線位置的數據處理;疊加使用臺達ASD-B2伺服控制器與ECMA伺服電機組成的半閉環控制系統可以精準的控制走料長度;取得了良好的控制效果。證明了在切線機系統中采用可編程控制器+人機界面+伺服電機的方式可以實現可靠的精度控制,而且操作簡單、性價比優良。
參考文獻:
[1]梁楚華.一種鋼絲自動校直切斷機切斷與長度控制機構[J].機械工藝師,2001(7):26-27.
[2]李英波,謝方,王志新,等.高速自動校直切斷機控制系統設計[J].制造業自動化,2000(3):47-48.
[3]徐青峰.基于PLC技術的破碎機自控系統研究設計[J].機電工程技術,2018,47(11):57-59.
[4]王永紅.基于PLC的智能窗控制系統設計[J].機電工程技術2018,47(05):136-137.
猜你喜歡
兒童故事畫報·發現號趣味百科(2025年8期)2025-08-23 00:00:00
青少年科技創新報(2024年23期)2024-07-12 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
少年文藝·我愛寫作文(2017年6期)2017-06-12 23:21:56
環球時報(2017-03-30)2017-03-30 06:44:45
中國衛生(2015年3期)2015-11-19 02:53:32
商業評論(2014年9期)2015-02-28 04:32:41
- 內燃機與配件的其它文章
- VR在“1+X”工業機器人操作與運維培訓中的應用 Application of VR in Operation and Maintenance Training of "1+X" Industrial Robot
- 《工業機器人操作與編程》項目化教學設計 Project Teaching Design of Industrial Robot Operation and Programming
- 船舶輪機系統虛擬仿真實驗平臺建設 Construction of Virtual Simulation Experiment Platform for Marine Engineering System
- 探析機械零件數控車削加工理實一體化課程開發 Development of the Integrated Course of NC Turning of Mechanical Parts
- 汽車檢修實訓臺架與教學任務匹配研究 Study on Matching of Automobile Maintenance Training Platform and Teaching Task
- 汽車運用與維修專業現代學徒制崗位職業能力探析 An Analysis of Vocational Ability of Modern Apprenticeship in Automobile Application and Maintenance