金屬微滴水平噴射關(guān)鍵參數(shù)調(diào)控機(jī)制及試驗(yàn)
2021-12-02 12:44:10黃杰光齊樂華羅俊
航空學(xué)報(bào) 2021年10期
關(guān)鍵詞:水平
黃杰光,齊樂華,羅俊
西北工業(yè)大學(xué) 機(jī)電學(xué)院,西安 710072
空間在軌增材制造技術(shù)是一種由地基(For Space)[1]轉(zhuǎn)向太空(In Space)的高效、可靠、低成本的空間制造技術(shù)[2],可原位應(yīng)急制造或修復(fù)受損零部件、電子電路、工具及專用功能結(jié)構(gòu)件等,甚至是按需建造空間應(yīng)用設(shè)施(如伴飛衛(wèi)星、探測衛(wèi)星等),以應(yīng)對航天器發(fā)生故障、工具損毀遺失等緊急情況或應(yīng)急釋放特殊探測器,保障深空探索或星際航行過程中宇航員的生命安全及飛行等任務(wù)的順利開展。作為中國2020年宇航領(lǐng)域十大科學(xué)問題和技術(shù)難題之一,空間在軌增材制造技術(shù)被以美國、歐盟、俄羅斯為代表的各航天強(qiáng)國認(rèn)為是提升人類太空活動能力、保障地外基地建設(shè)和深空探索任務(wù)的戰(zhàn)略性關(guān)鍵技術(shù)之一,逐漸成為國際航天領(lǐng)域的新研究熱點(diǎn)[3-4]。以美國國家航空航天局(NASA)、歐洲航天局(ESA)及中國科學(xué)院為代表的相關(guān)科研機(jī)構(gòu)相繼開發(fā)了面向太空的熔融沉積技術(shù)(FDM)[5]、電子束三維自由成型技術(shù)(EBF3)[6-7]、基于氣流輔助粉末沉積的激光選區(qū)熔化技術(shù)(SLM)[8]、激光金屬熔絲技術(shù)以及陶瓷立體光刻技術(shù)[3],目前僅FDM實(shí)現(xiàn)了高分子材料簡單零件的在軌成型。
研究表明為適應(yīng)空間微重力、高真空、溫度交變、強(qiáng)輻射、遠(yuǎn)離地球(補(bǔ)給費(fèi)時(shí)耗資)等綜合復(fù)雜環(huán)境,要求空間制造技術(shù)及其設(shè)備具有精度高、功能多、體積小、重量輕、功耗低、省材料、低釋放、可回收等特性[2-3]。面向這一需求,西北工業(yè)大學(xué)齊樂華教授團(tuán)隊(duì)[9-10]提出了微重力環(huán)境均勻金屬微滴噴射3D打印技術(shù)。微滴噴射3D打印技術(shù)[11-12]為一種非接觸式增材制造工藝,具有廣泛的材料適應(yīng)性(包括焊料[13]、鋁[14]、銅[15]、金[16]等),成型設(shè)備體積及重量小,廣泛應(yīng)用于復(fù)雜微小結(jié)構(gòu)件制備[17]、電子封裝[18]、微傳感機(jī)電系統(tǒng)[19-20]一體化成型等領(lǐng)域,特別是因其無需專用設(shè)備及打印耗材,最小成形微元(熔滴)運(yùn)動軌跡可控,非常適合太空增材制造。
但由于地面環(huán)境重力場強(qiáng)度不同于空間微重力環(huán)境,現(xiàn)有微滴噴射3D打印工藝無法直接列裝于空間環(huán)境,若要實(shí)現(xiàn)其在外太空環(huán)境的應(yīng)用,就需要明晰其在微重力環(huán)境下的成型工藝。理論上,微重力環(huán)境是唯一可以消除重力影響探究微重力成型工藝的實(shí)驗(yàn)條件[21]。但受限于有限的機(jī)組時(shí)間、高昂的發(fā)射成本、復(fù)雜的實(shí)驗(yàn)設(shè)計(jì)及狹小的活動空間等,周期漫長的工藝探究實(shí)驗(yàn)很難在空間站長時(shí)進(jìn)行。同MSFC(Marshall Space Flight Center)[22]對微重力FDM技術(shù)的研究,第1階段主要通過將成型設(shè)備翻轉(zhuǎn)至垂直狀態(tài)打印零部件,以此完成一些初步應(yīng)用測試研究,為下一階段的微重力實(shí)驗(yàn)奠定基礎(chǔ)。
因此對于微滴噴射3D打印技術(shù),充分的地基重力效應(yīng)測試研究必不可少。在開發(fā)初期,Huang等[9]通過水平噴射金屬熔滴,利用電場平衡熔滴重力,在垂直壁面水平成形出立柱及彎曲壁面結(jié)構(gòu),以模仿微重力下的成形過程,但由于噴射不穩(wěn)定等原因,成形特征表面較粗糙。因此首要解決的是水平噴射不穩(wěn)定這一技術(shù)難題,為深入研究熔滴噴射及沉積過程的重力影響規(guī)律奠定基礎(chǔ)。
熔滴水平噴射過程中,導(dǎo)致噴射不穩(wěn)定的因素主要有因氧化或噴嘴缺陷導(dǎo)致的毛細(xì)不穩(wěn)定性[23-24]及因驅(qū)動載荷與流場不匹配導(dǎo)致的射流不穩(wěn)定。當(dāng)噴射環(huán)境無氧(氧含量<1×10-6)且噴嘴邊緣無加工缺陷時(shí),噴射的穩(wěn)定性則主要取決于噴射驅(qū)動特性。本文所述微滴水平噴射技術(shù)選用常見的壓電式驅(qū)動[25-26],即利用疊層壓電陶瓷的壓電特性產(chǎn)生的微小振動驅(qū)動激振桿強(qiáng)迫射流斷裂,斷裂射流在表面張力作用下形成熔滴。不同的振動模式下流體動力學(xué)行為各不相同,故熔滴的噴射行為主要取決于壓電陶瓷的激振特性。其關(guān)鍵是利用壓電陶瓷的壓電響應(yīng)特性調(diào)節(jié)激振桿的運(yùn)動行程,從而操控熔體流體力學(xué)行為,使得射流按照一定的規(guī)律斷裂,形成穩(wěn)定噴射的均勻金屬熔滴。
本文旨在通過理論分析微滴噴射調(diào)控參數(shù)與噴射行為的映射關(guān)系,試驗(yàn)研究噴頭壓電激振特性,調(diào)控噴射參數(shù),從而實(shí)現(xiàn)金屬熔滴的按需水平穩(wěn)定噴射,得到均勻金屬微滴,以滿足垂直壁面金屬結(jié)構(gòu)特征的直接成型,為空間微滴噴射3D打印成形過程的地基研究奠定基礎(chǔ)。
1 試驗(yàn)裝置及方法
圖1(a)為自行研發(fā)的壓電式金屬微滴水平噴射試驗(yàn)原理示意圖,該系統(tǒng)主要由函數(shù)發(fā)生器(Tektronix,AFG3022C,America)、壓電陶瓷(Coremorrow,160VS12,China)、坩堝及坩堝加熱器、反重力電場組成。壓電陶瓷嵌入在冷卻循環(huán)水套內(nèi),坩堝內(nèi)腔與壓電陶瓷間采用自制的耐高溫動載荷密封膜片密封,反重力電場由熔滴充電電場及偏轉(zhuǎn)電場組合而成。試驗(yàn)裝置工作過程如下:首先,由函數(shù)發(fā)生器產(chǎn)生噴射信號,噴射信號經(jīng)壓電致動器放大后驅(qū)動壓電陶瓷產(chǎn)生周期性振動;然后,振動機(jī)械能通過激振桿傳遞至金屬熔體,熔體在激振桿前端與坩堝內(nèi)壁形成的環(huán)形狹縫中形成層流;最后,金屬熔體流經(jīng)噴嘴呈射流噴出,射流在毛細(xì)力及壓電擾動共同作用下形成熔滴,與此同時(shí)熔滴被充上皮庫級負(fù)電荷,帶電熔滴在偏轉(zhuǎn)電場電場力的作用下自身重力作用被抵消[9]。
試驗(yàn)時(shí),為避免金屬熔體被氧化,將噴射裝置置于高純氬氣環(huán)境(手套箱,如圖1(b)所示)中。通過調(diào)制噴射信號脈寬及幅值等參數(shù),使得噴射裝置水平穩(wěn)定噴射大小均勻的金屬熔滴。為研究熔滴水平噴射不穩(wěn)定形成機(jī)制,采用高速攝像監(jiān)測系統(tǒng)(I-Speed 220)拍攝熔滴噴射動態(tài)過程,得到熔滴噴射過程瞬時(shí)序列照片。為分析噴射信號對噴射過程的影響規(guī)律,利用PDV100激光測振儀測量不同壓電信號下的激振桿位移、速度特性。
2 熔滴水平噴射數(shù)學(xué)模型
微滴水平噴射過程如圖1(a)所示,其中P′s,u和P′s,d分別為激振桿前端處于位置C時(shí)的側(cè)隙頂點(diǎn)和最低點(diǎn)壓力。當(dāng)壓電陶瓷未觸發(fā)時(shí),激振桿處于靜止?fàn)顟B(tài)(位置B);當(dāng)壓電陶瓷被觸發(fā)后(上升沿),激振桿向前運(yùn)動(位置C),推動金屬熔體產(chǎn)生射流;隨后觸發(fā)信號經(jīng)過下降沿回到低電平狀態(tài),激振桿后退(位置A),射流縮頸形成熔滴,激振桿停止運(yùn)動(位置B)。
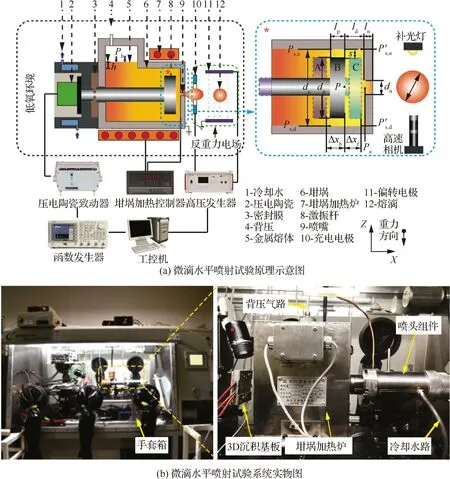
圖1 壓電式金屬微滴水平噴射試驗(yàn)原理示意圖及系統(tǒng)實(shí)物圖Fig.1 Schematic of experimental principle and system physical map of metal droplets horizontal ejection driven by piezoelectric ceramics
為明確熔滴水平噴射調(diào)控參數(shù)及其映射關(guān)系,需建立噴射過程數(shù)學(xué)模型。由于噴射過程極快(0.1 ms級),金屬熔體可壓縮性較小且噴射過程雷諾數(shù)Re<2 300。為此做出以下假設(shè):① 噴 射過程絕熱;② 噴射過程流場為不可壓縮層流。
熔滴水平噴射物理模型如圖1(a)局部放大圖所示,Pb為背壓,h為坩堝豎直部分金屬熔體液高,Ps,u為激振桿側(cè)隙頂點(diǎn)壓力,Ps,d為激振桿側(cè)隙最低點(diǎn)壓力,P為激振桿對熔體的推動壓力,dc為坩堝水平部分內(nèi)徑,dp和lp分別為激振桿前端凸臺直徑及高,s為激振桿前端凸臺側(cè)隙,ld為激振桿前端距噴嘴的距離,ln和dn分別為噴嘴流道長度和直徑,xf和xb分別為激振桿前進(jìn)位移(位置B→位置C)和后退位移(位置B→位置A),Po為噴嘴出口壓力。噴射過程激振桿側(cè)隙流量Qs的計(jì)算公式[27]為
(1)
式中:vp為激振桿運(yùn)動速度;μ為金屬熔體的動力黏度;ΔPs為激振桿側(cè)隙壓差,當(dāng)激振桿向前運(yùn)動時(shí)取正后退時(shí)取負(fù)。激振桿前端處于位置B時(shí),由于橫向坩堝水平放置,在側(cè)縫內(nèi)熔體重力產(chǎn)生的靜壓呈梯度變化,有
Ps,u=Pb+ρgh
(2)
Ps,d=Pb+ρg(h+dc/2)
(3)
式中:ρ和g分別為金屬熔體的密度和重力加速度。由式(2)、式(3)可知,側(cè)隙前端壓力從底部到頂部由Ps,d變化到Ps,u,即側(cè)隙前端壓力Ps可近似為
Ps=Pb+ρg(h+dc/4)
(4)
當(dāng)激振桿前端處于位置C時(shí),有
P′s,u=P′s,d=P
(5)
即
ΔPs=P-Pb-ρg(h+dc/4)
(6)
所用噴嘴流道長度與直徑的比值(1≤ln/dn≤2)介于0.5~4.0,因此,可將噴嘴流道視為短孔[28]。故噴嘴出口流量Qn為
(7)
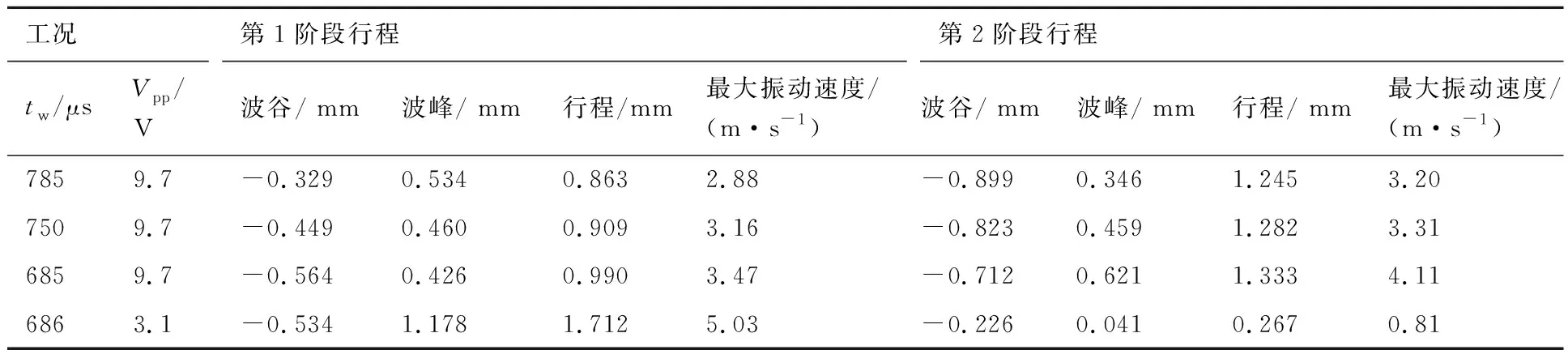
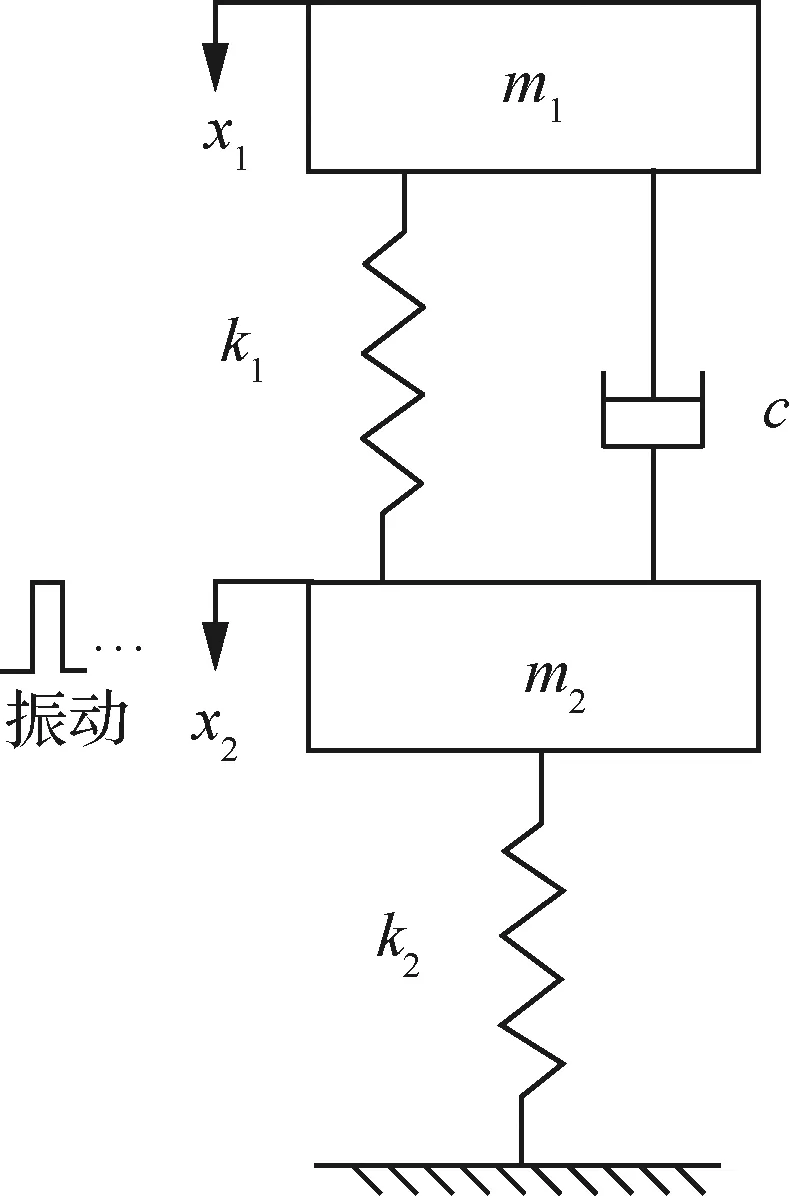
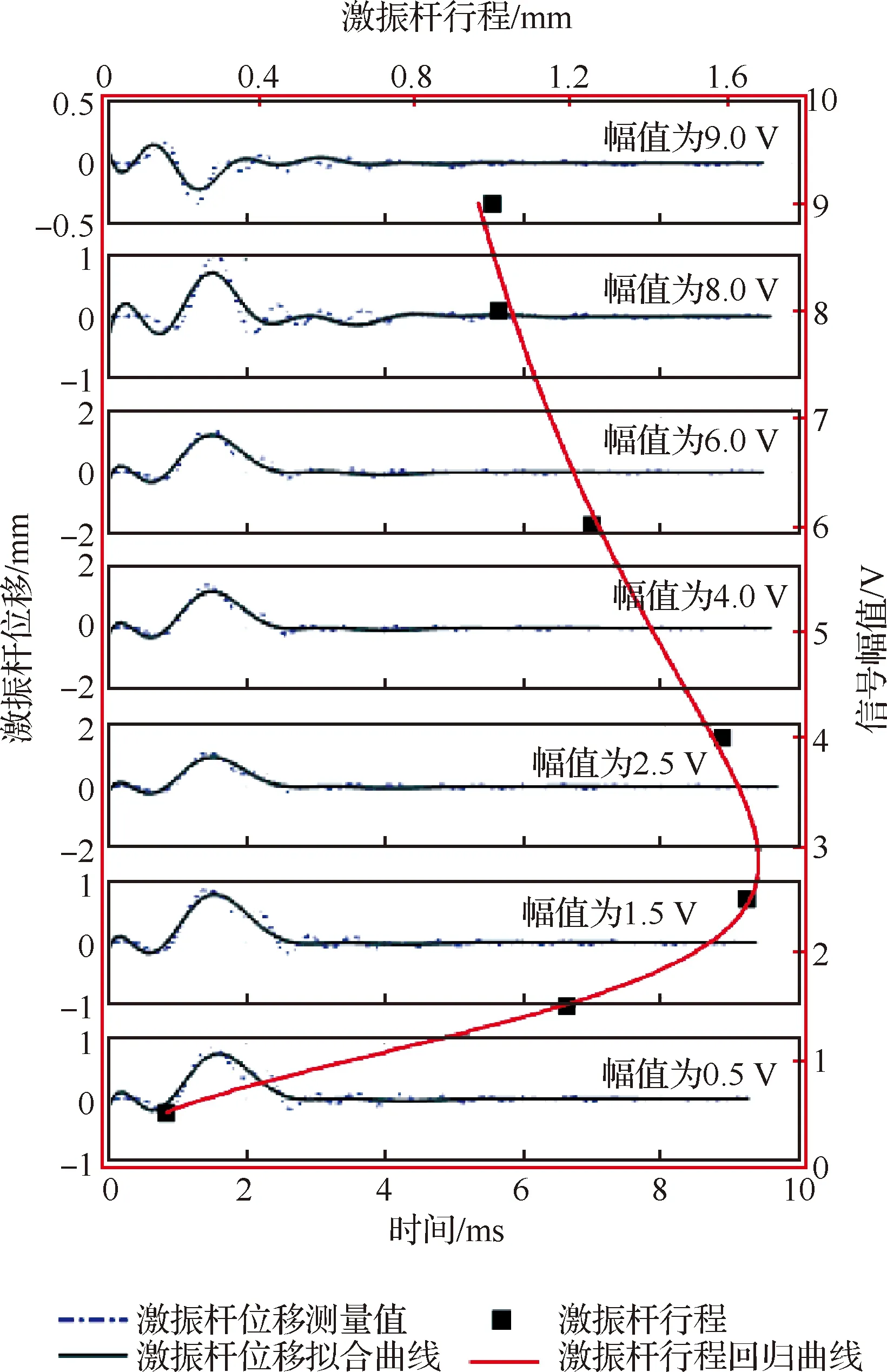
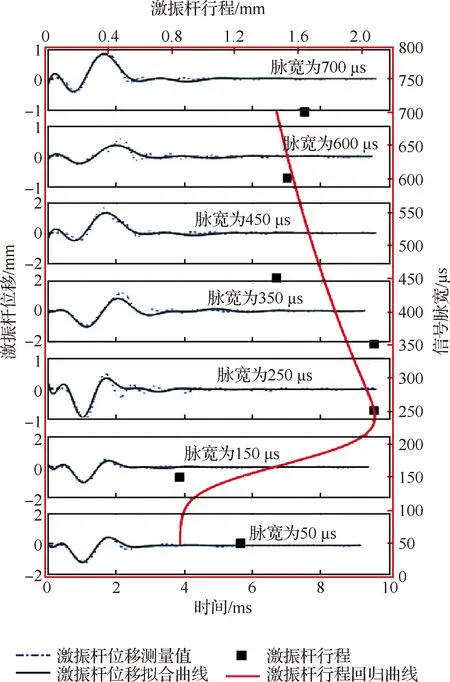
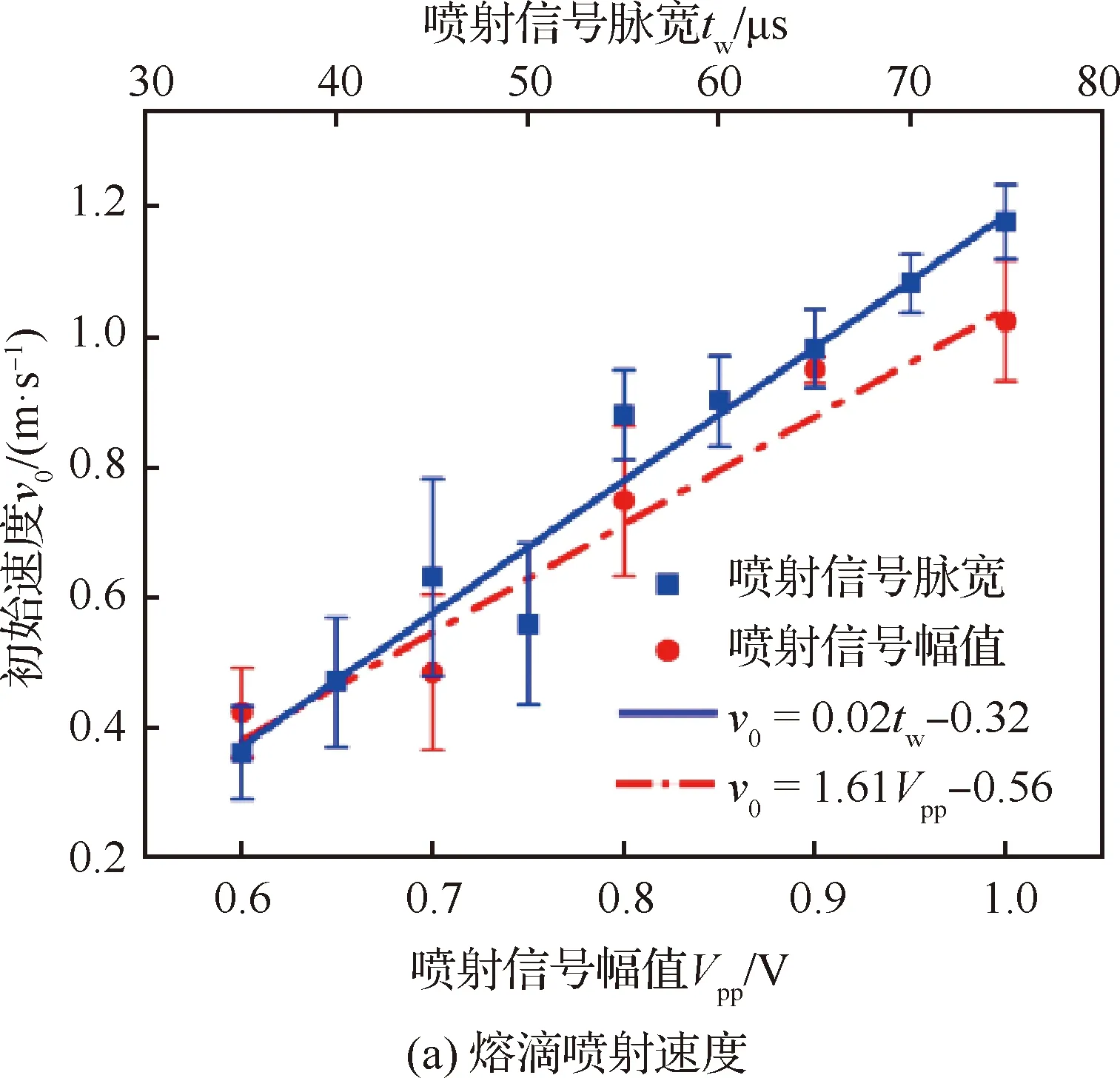
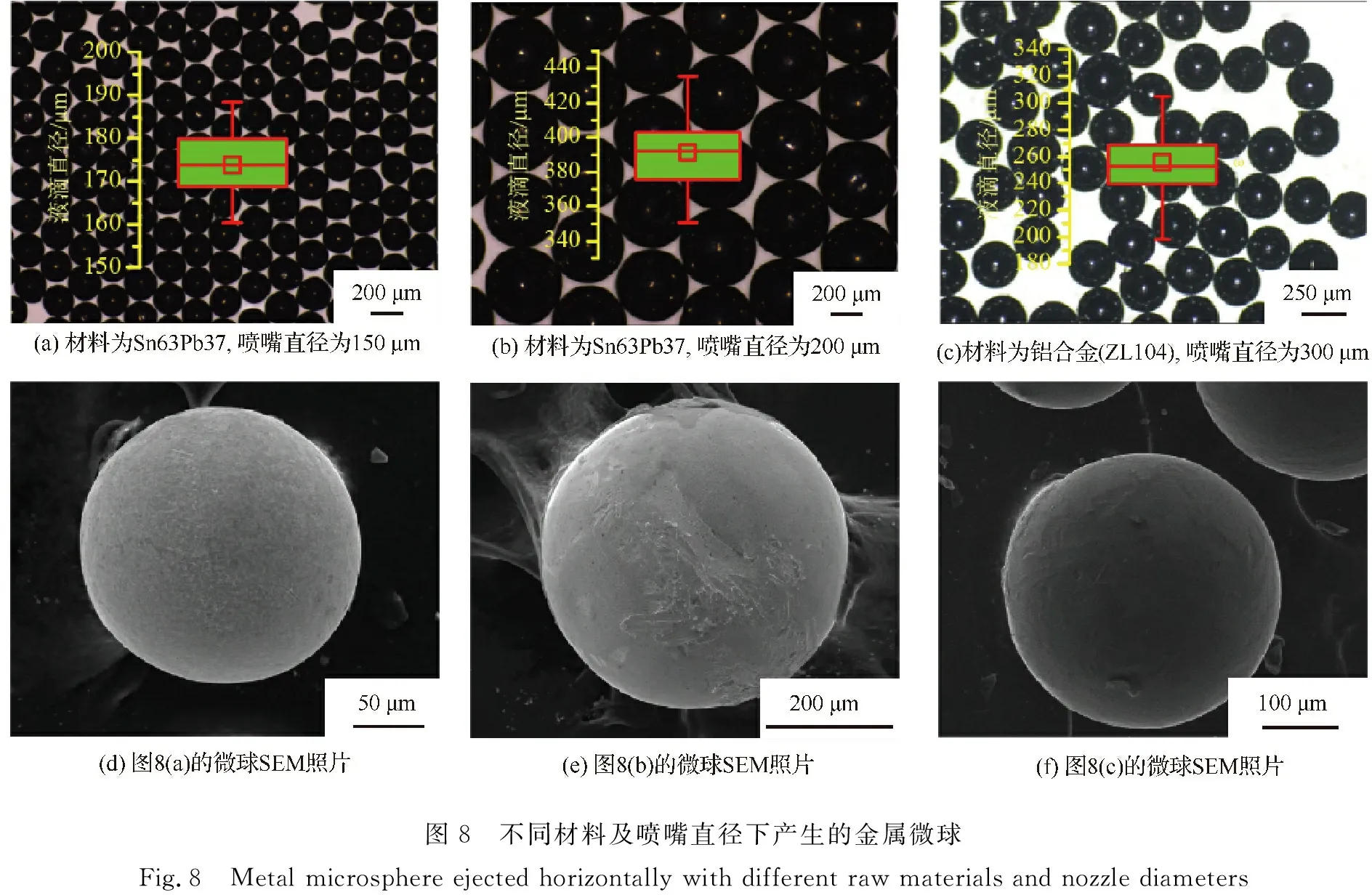
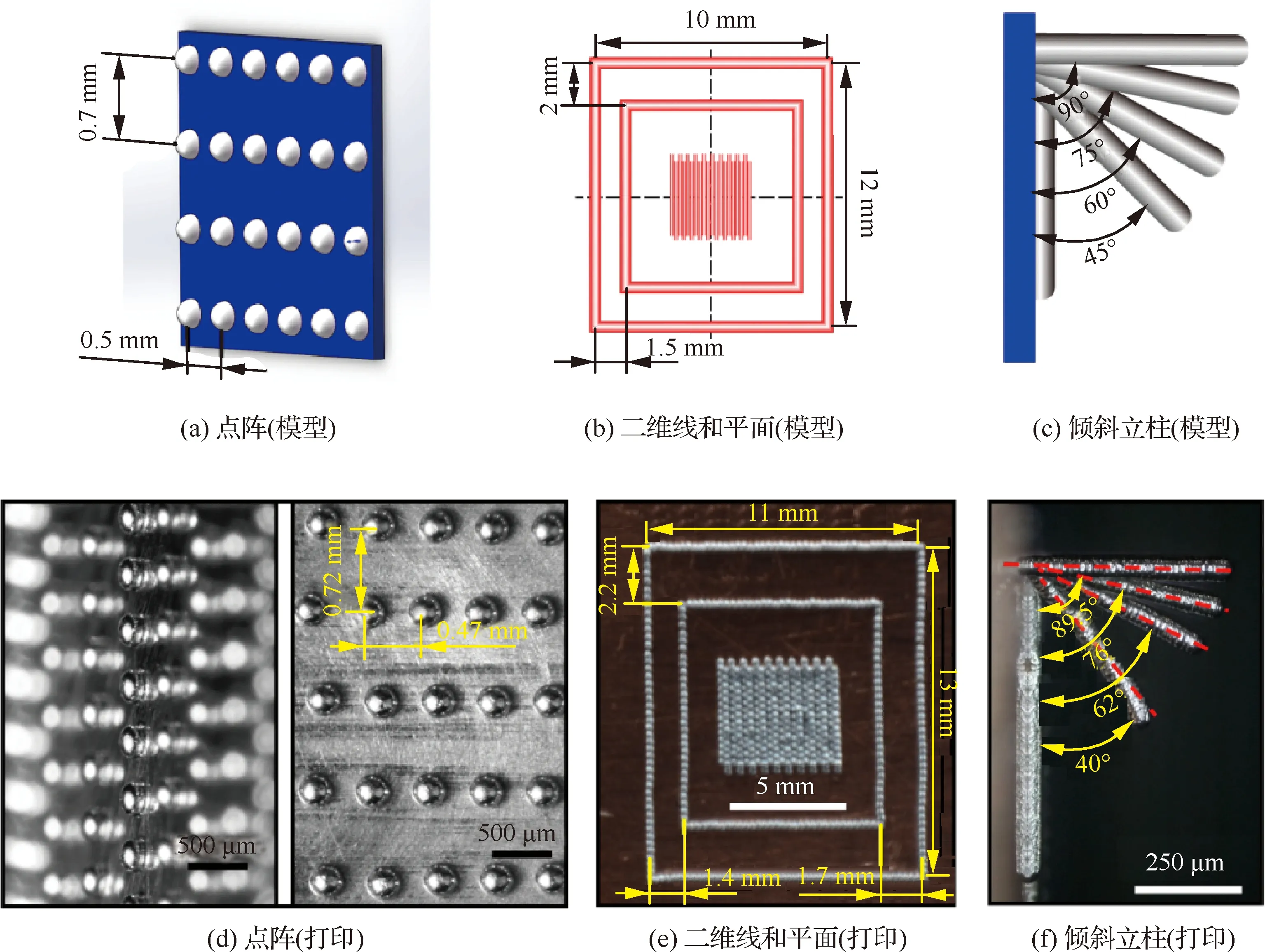
式中:K為噴嘴口節(jié)流流量系數(shù);A為噴嘴口通流面積;m為與節(jié)流口長徑比相關(guān)的指數(shù),0.5 Po=Pb+P+ρg(h+dc/2) (8) 由于噴嘴出口氣壓即為環(huán)境表壓(0 Pa),因此 ΔPn=Po-0=Pb+P+ρg(h+dc/2) (9) 激振桿擠壓熔體過程中產(chǎn)生的流量Q可視為激振桿前端運(yùn)動過程在坩堝內(nèi)部引起的體積變化,故有 (10) 根據(jù)流量守恒,有 Q=Qs+Qn (11) 聯(lián)立式(1)、式(6)、式(7)和式(9)~式(11)可得噴嘴噴射流量Qn。對噴嘴流量進(jìn)行積分可得在幅值為Vpp、脈寬為tw的脈沖信號驅(qū)動下噴射出的熔體體積Vd為 (12) 為分析金屬微滴水平噴射過程激振特性,以70 ℃低溫合金(Ga-In)為試驗(yàn)材料(試驗(yàn)溫度低,便于拍攝熔滴噴射過程),通過調(diào)制壓電激振參數(shù)(驅(qū)動信號脈寬tw、幅值Vpp),分析不同噴射行為下的壓電激振特性,明確熔滴噴射調(diào)控策略。 圖2(a)所示噴射過程噴射頻率為1 Hz,噴射信號脈寬為785 μs、幅值為9.7 V,一個(gè)噴射周期內(nèi)產(chǎn)生多顆熔滴。一個(gè)噴射周期可分為3個(gè)階段:第1階段(Ⅰ),0~0.36 ms噴嘴處熔體表面有微小脈動產(chǎn)生,0.39~1.26 ms噴射產(chǎn)生單顆熔滴;第2階段(Ⅱ),2.04~2.28 ms產(chǎn)生射流,2.28~2.70 ms射流縮頸形成第2顆熔滴,2.70~2.88 ms射流持續(xù)噴射,至3.18 ms連續(xù)產(chǎn)生第3顆較大熔滴,3.30~3.60 ms殘余射流縮頸斷裂形成衛(wèi)星滴;第3階段(Ⅲ)為震蕩衰減階段,噴嘴處熔體表面周期性隆起和回縮,直至動能完全耗散,4.02~4.17 ms為一個(gè)震蕩周期(這里僅展示一個(gè))。 圖2(b)所示噴射過程噴射頻率為1 Hz,噴射信號脈寬為750 μs、幅值為9.7 V,一個(gè)噴射周期內(nèi)有衛(wèi)星滴產(chǎn)生。噴射過程第1階段及第3階段與圖2(a)所示噴射過程相似,但第2階段射流明顯較短,射流斷裂后無大量熔體迅速補(bǔ)充,而是以較慢的速度外溢(2.91~3.15 ms),且尚未形成熔滴即開始收縮,這一階段相比圖2(a)熔體流量較小。由于熔體未能在第3階段振動開始之前完全收縮,第3階段與第2階段的射流發(fā)生了融合。 圖2(c)所示噴射過程噴射頻率為1 Hz,噴射信號脈寬為685 μs、幅值為9.7 V,一個(gè)噴射周期內(nèi)僅產(chǎn)生一顆熔滴。噴射過程第1階段及第3階段與圖2(a)、圖2(b)所示噴射過程相似,但第2階段較圖2(b)所示噴射流量更小,1.47~1.89 ms熔體尚未形成射流便回縮至噴頭內(nèi)部,2.16~4.17 ms熔體先外溢,隨后回縮至噴頭內(nèi)部。 圖2(d)所示噴射過程噴射頻率為1 Hz,噴射信號脈寬為686 μs、幅值為3.1 V,與圖2(c)所示噴射過程極為相近,一個(gè)噴射周期內(nèi)僅產(chǎn)生一顆熔滴,所不同的是第2階段熔體外溢懸掛液滴較小。 對比圖2(a)、圖2(b)和圖2(c)所示噴射過程可知,相同工況下,噴射信號脈寬和幅值等參數(shù)對熔滴噴射行為具有顯著影響。在相同幅值下,當(dāng)脈寬過大(785 μs,圖2(a))時(shí)一個(gè)噴射周期可產(chǎn)生多顆熔滴,當(dāng)脈寬較大(750 μs,圖2(b))時(shí)則產(chǎn)生衛(wèi)星滴,僅當(dāng)脈寬大小適宜(685 μs,圖2(c))時(shí)才能確保一個(gè)噴射周期內(nèi)僅產(chǎn)生一顆熔滴。對比圖2(c)和圖2(d)發(fā)現(xiàn),相同脈寬下,取較小的幅值仍可以產(chǎn)生熔滴,但第2階段產(chǎn)生的懸掛熔滴相對較小。由圖2(a)~圖2(d)所示4種噴射行為可知,單顆熔滴產(chǎn)生過程發(fā)生在第1階段,不穩(wěn)定的噴射主要發(fā)生在第2階段,且第2階段噴射過程對驅(qū)動信號較為敏感。 圖2 不同激振信號參數(shù)下熔滴的水平噴射過程Fig.2 Horizontally ejecting processes of molten droplets with different excitation signal parameters 為進(jìn)一步分析圖2所示4種噴射行為的產(chǎn)生機(jī)制,分別測試了圖2所示4種噴射過程中激振桿的振動特性,結(jié)果如圖3所示。熔滴噴射過程中3個(gè)階段分別與相應(yīng)的激振桿振動特性曲線對應(yīng),表明不同的熔滴噴射行為由激振桿的振動特性決定。表1匯總了4種噴射行為中激振桿在第1階段及第2階段的行程,結(jié)果表明,幅值為9.7 V時(shí)第1階段激振桿行程及最大振動速度均小于第2階段,且均隨脈寬的減小而增大。 激振桿振動特性取決于噴射裝置激振模塊的系統(tǒng)構(gòu)成。圖1所示噴射裝置激振模塊為兩自由度質(zhì)量-彈簧-阻尼系統(tǒng),系統(tǒng)原理圖如圖4所示。系統(tǒng)運(yùn)動方程為 k1(x2-x1)=f(t) (13) (14) 式中:m1和x1為激振桿的質(zhì)量和位移;m2和x2為壓電陶瓷的質(zhì)量和位移;k1、k2分別為彈簧1、2的彈性系數(shù);c為阻尼;f(t)為壓電陶瓷激振函數(shù),為不同型號壓申陶瓷的固有物理屬性。式(13)、式(14) 為二階微分方程組,其通解的形式可以表示為 (15) 式中:a、B、C均為常數(shù);ω1、ω2為振動頻率;φ1、φ2為相位。 基于試驗(yàn)測試所得激振桿振動數(shù)據(jù),利用最小二乘法求解式(15)中未知量的值,擬合結(jié)果如圖5(幅值分別為0.5、1.5、2.5、4.0、6.0、8.0、9.0 V)和圖6(脈寬分別為50、150、250、350、450、600、700 μs)所示。試驗(yàn)所得激振桿位移隨時(shí)間的變化與式(15)吻合良好,表明式(15)可準(zhǔn)確地描述噴射裝置的系統(tǒng)特性。由圖5、圖6可知激振桿行程隨噴射信號參數(shù)的變化規(guī)律如下:隨著幅值或脈寬增大,激振桿行程均先增大后減小,這主要由壓電陶瓷的物理屬性決定。 圖3 激振桿位移及速度特性Fig.3 Displacement and velocity characteristics of vibrating rod 表1 噴射過程激振桿行程Table 1 Moving distance of vibrating rod in ejecting process 圖4 熔滴水平噴射裝置激振模塊系統(tǒng)原理圖Fig.4 System schematic of vibrating module in droplet horizontal ejection setup 圖5 不同激振信號幅值下激振桿位移隨時(shí)間的變化及激振桿行程Fig.5 Variation of displacement of vibrating rod with time at different excitation signal amplitude and its effects on moving distance of vibrating rod 圖6 不同激振信號脈寬下激振桿位移隨時(shí)間的變化及激振桿行程Fig.6 Variation of displacement of vibrating rod with time for different excitation pulse width and its effects on moving distance of vibrating rod 由式(7)、式(12)、式(15)可知,在微滴噴射過程中熔滴大小取決于激振桿行程大小,熔滴初始噴射速度取決于射流速度,而射流速度則由激振桿振動時(shí)產(chǎn)生的壓差所致。因此,可基于理論計(jì)算調(diào)制壓電驅(qū)動信號改變?nèi)鄣螄娚錉顟B(tài)。如圖7所示,熔滴初始速度隨幅值、脈寬的增大而增大;而熔滴直徑隨驅(qū)動信號脈寬變化較為平緩,但隨信號幅值的增大而減小。 圖7 熔滴噴射初始狀態(tài)隨壓電信號的變化Fig.7 Variation of droplet initial states with excitation signal of piezoelectric ceramic 熔滴穩(wěn)定噴射是成功打印零部件的首要條件,其主要體現(xiàn)在:① 熔滴尺寸一致性較高;② 按 特定數(shù)控程序同步移動3D運(yùn)動平臺,熔滴能按照預(yù)定軌跡精確沉積,形成沉積圖案或結(jié)構(gòu),其幾何特征與CAD模型一致。 由此,通過精確調(diào)控壓電驅(qū)動信號即可實(shí)現(xiàn)不同金屬坯料及不同孔徑噴嘴的穩(wěn)定噴射,得到不同材質(zhì)及尺寸的均勻金屬微球,如圖8所示。圖8(a)、圖8(b)分別為150、200 μm噴嘴產(chǎn)生的Sn 63 Pb37合金微球,其平均粒徑分別為(173.8±7.3) μm (尺寸偏差為8.4%)和(391.1±20.6) μm (尺寸偏差為10.5%)。錫鉛合金微球直徑均大于噴嘴直徑,且粒徑較大時(shí),尺寸偏差也較大。圖8(c)為300 μm噴嘴產(chǎn)生的鋁合金(ZL104)微球,其平均粒徑為(255.1±21.2) μm (尺寸偏差為16.6%)。與錫鉛合金微球不同,鋁合金微球直徑較噴嘴直徑小,但尺寸偏差相對較大,這可能是由于鋁易與噴嘴材料發(fā)生反應(yīng)而堵塞噴嘴所致[23-24]。雖然不同噴射條件下熔滴的均勻度有所差別,但是其尺寸均勻度基本可以滿足成型需求。圖8(a)~圖8(c)所示3種金屬微球掃描電子顯微鏡(SEM)照片分別如圖8(d)~圖8(f)所示。3種金屬微球中的球形度(由于測試過程中微球隨機(jī)放置,不存在取向性,且對到微球不同橫截面的輪廓,故此處用圓度近似球形度,取值越接近于1表示球形度越高)分別為0.978、0.986、0.985,可見所得微球具有較好的球形度,表明微滴水平噴射穩(wěn)定性較好。 圖8 不同材料及噴嘴直徑下產(chǎn)生的金屬微球Fig.8 Metal microsphere ejected horizontally with different raw materials and nozzle diameters 基于對噴射過程的調(diào)控,可實(shí)現(xiàn)均勻金屬熔滴的水平按需穩(wěn)定噴射。為進(jìn)一步驗(yàn)證水平噴射穩(wěn)定性,分別在垂直放置基體表面水平沉積了不同維度的金屬結(jié)構(gòu)特征,如圖9所示。圖9(a)、圖9(b)、圖9(c)分別為點(diǎn)陣特征、二維線和平面特征及傾斜立柱特征幾何模型;圖9(d)、圖9(e)、圖9(f)分別為其所對應(yīng)的微滴水平沉積打印結(jié)果;通過對比模型與打印結(jié)果,分別從點(diǎn)特征、二維線與面特征、三維實(shí)體特征等不同打印維度驗(yàn)證熔滴噴射穩(wěn)定性,若模型打印形貌與模型特征一致則表明熔滴噴射具有較好的穩(wěn)定性。通過測量各幾何模型的關(guān)鍵特征尺寸表明:打印點(diǎn)陣平均最大偏差為6.0%,平均最小偏差僅為2.9%;打印二維線和平面的最大偏差為10.0%,最小偏差為8.3%; 打印傾斜立柱的最大角度偏差為12.5%,最小偏差僅為0.5%。由圖9(b)、圖9(e)可知幾何間的特征尺寸偏差,即整體發(fā)生平移(如2.0 mm→2.2 mm,1.5 mm→ 1.4/1.7 mm)來源于沉積基板的運(yùn)動誤差。圖9(f)所示傾斜立柱沉積傾角偏差隨傾角增大而大幅增大,由此可知大傾角特征(45°傾斜立柱)的尺寸偏差主要來源于熔滴因無支撐在慣性力作用下引起的輕微塌陷。如若不考慮其他因素引起的累積誤差,可以認(rèn)為成型件幾何特征與CAD模型基本一致,進(jìn)一步表明了熔滴水平噴射具有較好的穩(wěn)定性。 圖9 垂直基體表面熔滴水平噴射沉積特征Fig.9 Structures formed on surface of vertical substrate by horizontally ejected and deposited molten droplets 1) 結(jié)合理論分析與試驗(yàn)研究,建立了熔滴水平噴射流體及壓電激振動力學(xué)模型,探究了熔滴噴射不穩(wěn)定形成機(jī)制,明晰了不同噴射行為下的激振特性,揭示了熔滴水平穩(wěn)定噴射調(diào)控規(guī)律。 2) 通過調(diào)制壓電模塊驅(qū)動信號,可調(diào)控熔滴水平噴射行為(單顆穩(wěn)定噴射、伴有衛(wèi)星滴或多顆熔滴的不穩(wěn)定噴射)。噴嘴大小及熔體材料一定時(shí),信號脈寬及幅值是影響噴射行為的關(guān)鍵參數(shù)。 3) 噴射過程熔體流體力學(xué)行為由激振桿的運(yùn)動操控。隨著幅值或脈寬增加,激振桿行程先增加后減小。通過壓電信號調(diào)控激振桿的激振特性可調(diào)制熔滴直徑及初始速度:熔滴直徑隨幅值增大而減小,但受脈寬影響不大;噴射速度與幅值及脈寬均正相關(guān)。 4) 采用自行研發(fā)的均勻金屬微滴水平噴射裝置得到了最小尺寸為(173.8±7.3) μm的錫鉛合金微球及尺寸為(255.1±21.2) μm鋁合金微球;在垂直壁面穩(wěn)定噴射沉積打印了與設(shè)計(jì)模型一致的點(diǎn)陣、二維線和平面及傾斜立柱,最大幾何偏差不超過12.5%,最小偏差僅為0.5%,表明熔滴水平噴射具有較好的穩(wěn)定性。
3 微滴水平噴射壓電激振特性分析
4 微滴水平噴射穩(wěn)定性分析

5 結(jié) 論
猜你喜歡
美與時(shí)代·美術(shù)學(xué)刊(2022年3期)2022-04-27 01:18:15
火花(2019年12期)2019-12-26 01:00:28
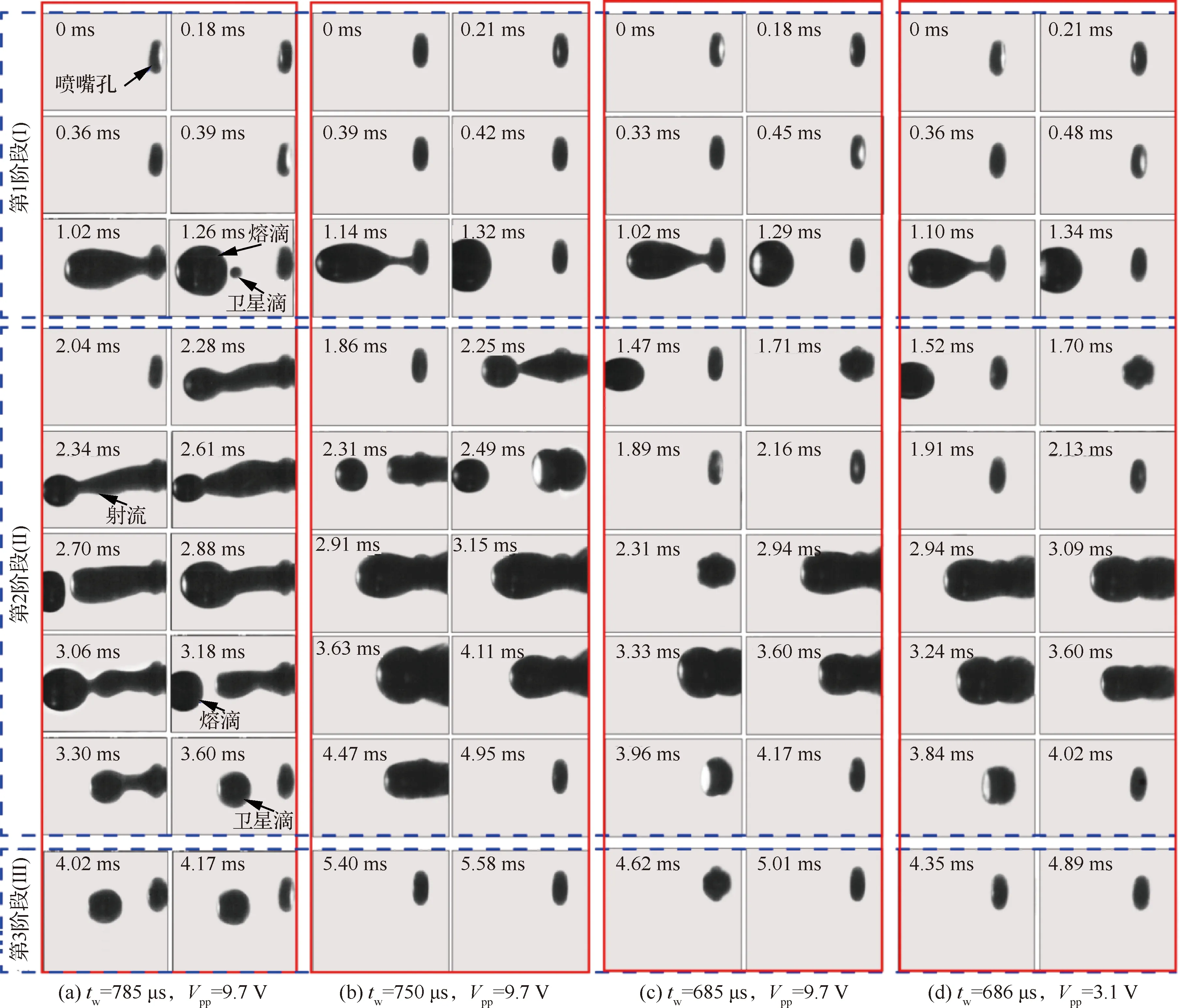
人大建設(shè)(2019年6期)2019-10-08 08:55:48
人大建設(shè)(2019年12期)2019-05-21 02:55:32
雜文月刊(2018年21期)2019-01-05 05:55:28
人大建設(shè)(2017年6期)2017-09-26 11:50:44
學(xué)苑創(chuàng)造·A版(2015年11期)2016-01-14 09:03:27
俄羅斯問題研究(2012年1期)2012-03-25 09:54:45
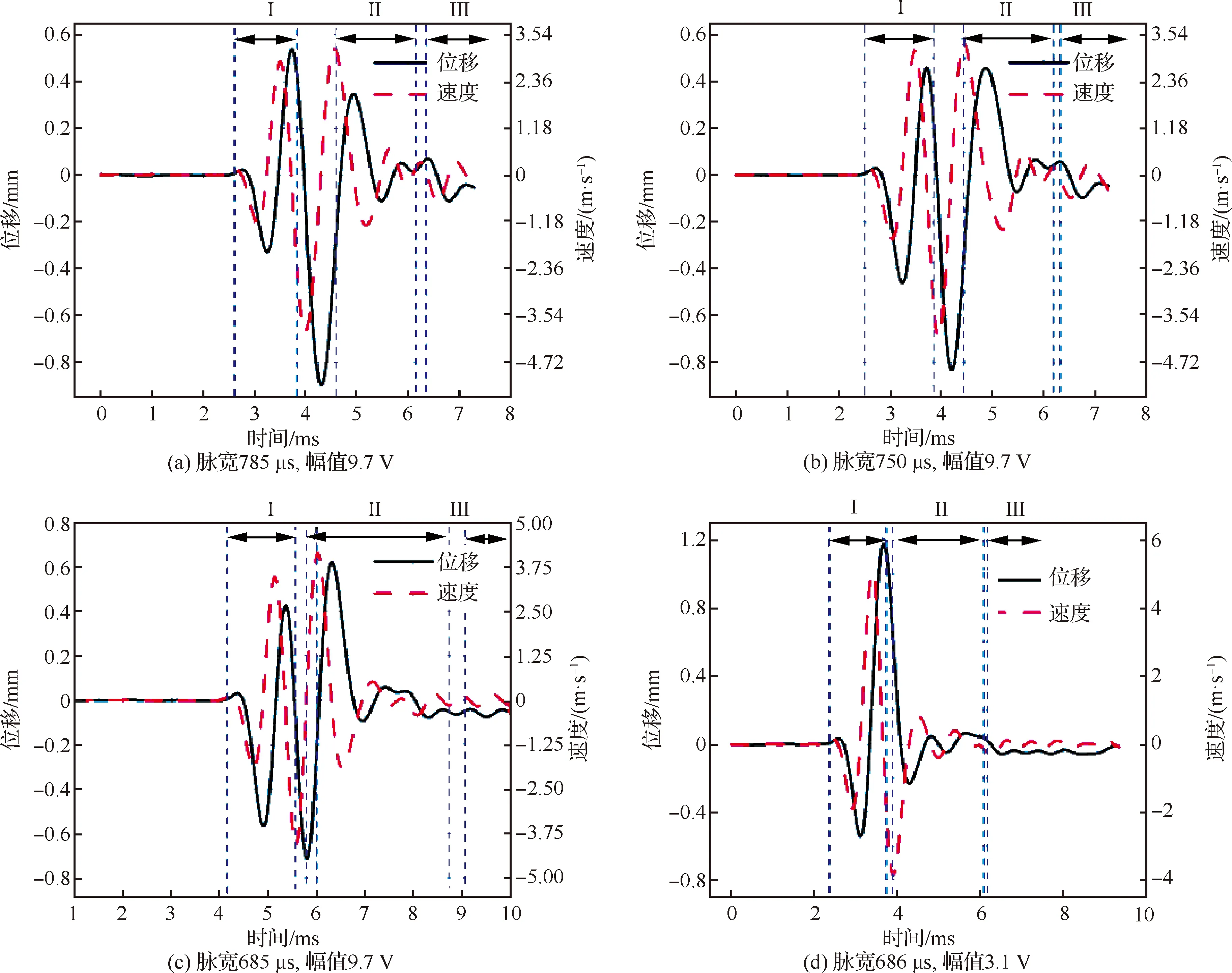
中國火炬(2010年12期)2010-07-25 13:26:22
中國火炬(2010年8期)2010-07-25 11:34:30