3D打印樹脂模具注塑聚醚醚酮成形精度研究
2021-12-03 06:57:44劉繪龍孫文森劉亞雄劉彥普吳艷蔣耀軍
西安交通大學(xué)學(xué)報(bào) 2021年12期
關(guān)鍵詞:模型
劉繪龍,孫文森,劉亞雄,劉彥普,吳艷,蔣耀軍
(1.鄭州大學(xué)第一附屬醫(yī)院醫(yī)學(xué)3D打印中心,450052,鄭州;2.西安交通大學(xué)機(jī)械制造系統(tǒng)工程國(guó)家重點(diǎn)實(shí)驗(yàn)室,710049,西安;3.季華實(shí)驗(yàn)室,528000,廣東佛山;4.中國(guó)人民解放軍空軍軍醫(yī)大學(xué)口腔醫(yī)院,710032,西安;5.鄭州大學(xué)第一附屬醫(yī)院放射科,450052,鄭州)
聚醚醚酮(PEEK)作為新一代骨修復(fù)重建材料,具有良好的生物相容性以及與患者骨骼相近的彈性模量,能有效避免金屬植入物的應(yīng)力遮擋導(dǎo)致的骨萎縮[1-5]。個(gè)體化是骨科植入物重要的發(fā)展方向,只有個(gè)體化植入物才能實(shí)現(xiàn)更精準(zhǔn)的骨修復(fù)重建[6-9]。目前,增材制造(3D打印)是公認(rèn)的制造個(gè)體化植入物最有效的方法,能避免數(shù)控加工導(dǎo)致的材料浪費(fèi)[10-13]。但3D打印目前普遍存在制件力學(xué)性能差的問題,力學(xué)性能無法達(dá)到傳統(tǒng)工藝制件的力學(xué)性能,限制了3D打印的PEEK植入物在骨修復(fù)領(lǐng)域的應(yīng)用[14-16]。
采用光固化3D打印制造注塑模具,實(shí)現(xiàn)植入物的個(gè)體化外形,通過傳統(tǒng)注塑工藝實(shí)現(xiàn)植入物的力學(xué)性能。這種方法既保留了傳統(tǒng)工藝的制件力學(xué)性能優(yōu)勢(shì),又結(jié)合了3D打印擅長(zhǎng)構(gòu)建復(fù)雜、個(gè)體化結(jié)構(gòu)的優(yōu)勢(shì)。本文在文獻(xiàn)[17]提出復(fù)合工藝方法的基礎(chǔ)上進(jìn)一步進(jìn)行了精度實(shí)驗(yàn)測(cè)試和分析研究。
1 光固化樹脂模具保形能力
采用軟化溫度較低的光敏樹脂模芯注塑熔點(diǎn)達(dá)到343 ℃的PEEK植入物,最大問題是注塑過程中模芯產(chǎn)生變質(zhì)和軟化導(dǎo)致的模腔變形問題[18-20]。為了評(píng)估樹脂模芯在注塑PEEK過程中抵抗變形的能力,選用3種不同熱變形溫度的樹脂材料,制造注塑模芯并進(jìn)行注塑實(shí)驗(yàn),樹脂材料參數(shù)如表1。
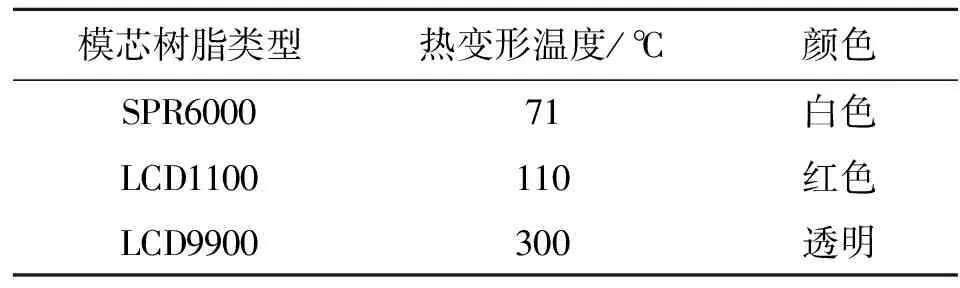
表1 3種樹脂材料的物理參數(shù)
實(shí)驗(yàn)?zāi)M圖1顯示的極端注塑狀態(tài)(大多數(shù)植入物的設(shè)計(jì)不會(huì)采用這樣尖銳的結(jié)構(gòu)):當(dāng)PEEK熔融膠體包裹模芯中的尖銳圓錐形凸起時(shí),模芯凸起部分溫度急劇增加,使凸起軟化和熱解變形。
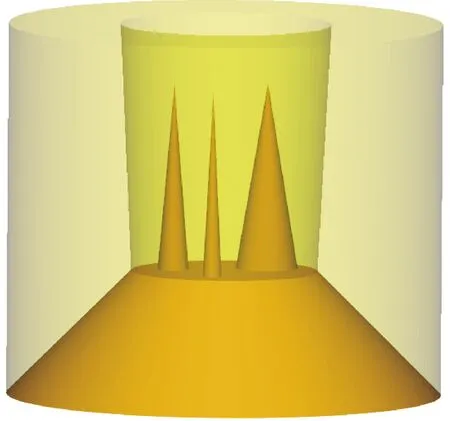
圖1 模芯結(jié)構(gòu)圖
圓錐凸起結(jié)構(gòu)高度為15 mm,底面直徑不同,分別為1.5、2.5、5 mm,模擬不同受熱程度的樹脂模芯在PEEK熔融膠體內(nèi)部的狀態(tài)。
采用桌面級(jí)光固化成形設(shè)備,制造3種樹脂材料的模芯底座,如圖2所示。
(a)整體模芯
用固定的PEEK注塑參數(shù)注塑不同樹脂制造的模芯。模芯采用斜面自動(dòng)扣合的合模方式,使用鋼板和擰緊螺釘固定模芯底座和成形圓柱[17]。PEEK材料選用中研高性能工程塑料股份有限公司的PEEK 330G粒料,注塑溫度為373 ℃,注塑壓力為12 MPa。
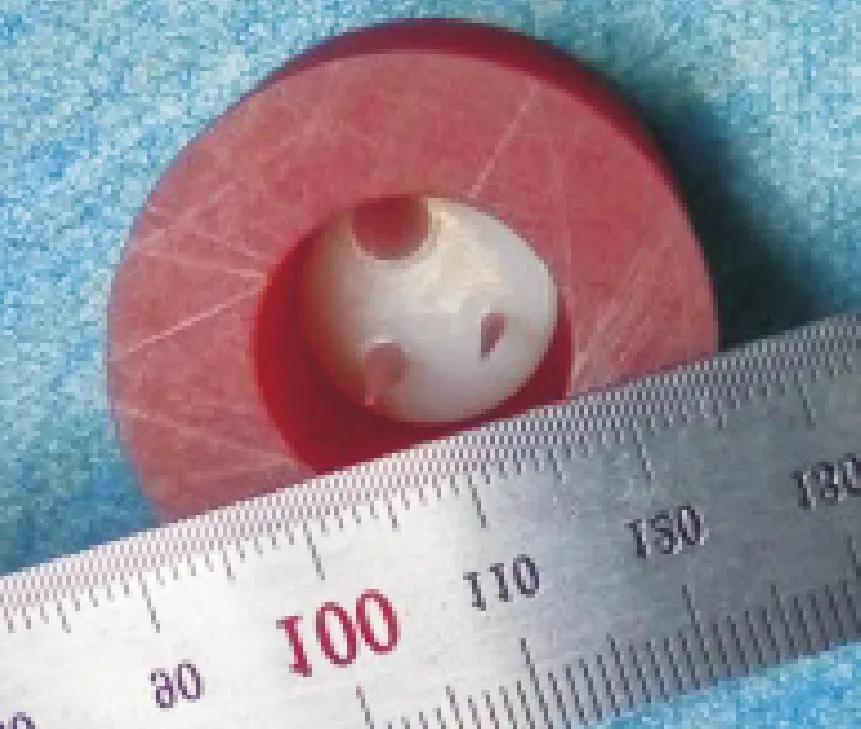
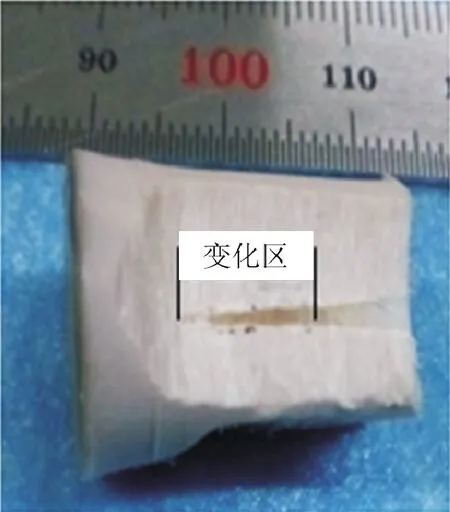
注塑完成后,對(duì)樹脂模芯的成形效果進(jìn)行測(cè)量和統(tǒng)計(jì)。使用切割機(jī)對(duì)PEEK樣件和模芯進(jìn)行剖切處理,剝離出PEEK樣件內(nèi)部的樹脂圓錐突起,部分PEEK樣件的剖切面如圖3所示。耐高溫樹脂LCD9900的成形效果最好,其他兩種樹脂模具雖然有輕微變化,但仍能保持模具形狀。其中,圖3c中箭頭所指的模具邊緣處存在氣孔,說明樹脂模具材料與PEEK的界面存在浸潤(rùn)性問題或者注塑的排氣問題,可以通過對(duì)PEEK料的干燥或者在模具上開設(shè)排氣孔來解決。
(a)SPR6000
使用游標(biāo)卡尺測(cè)量模芯圓錐凸起的剩余長(zhǎng)度,與注塑前圓錐凸起的初始長(zhǎng)度作對(duì)比。模芯圓錐凸起在注塑前后的長(zhǎng)度差(見表2)可以衡量模芯承受PEEK注塑的能力大小。
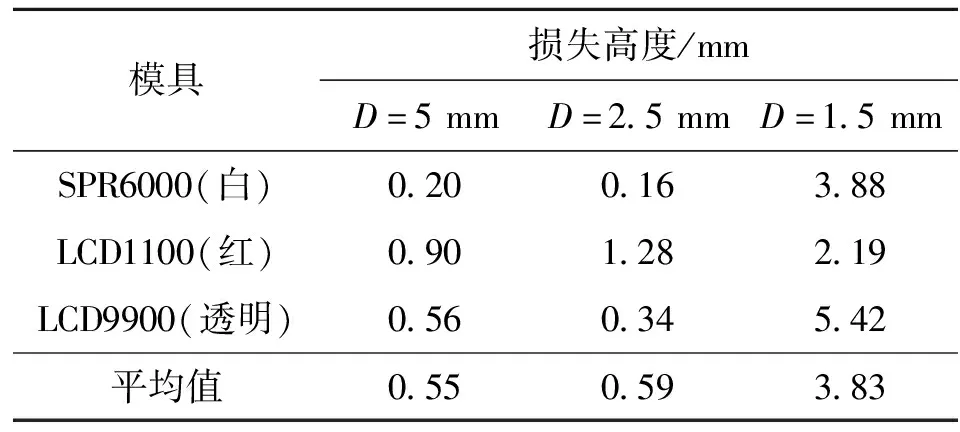
表2 3種樹脂模芯圓錐凸起的損失高度統(tǒng)計(jì)
根據(jù)表2模芯圓錐凸起的損失高度統(tǒng)計(jì)數(shù)據(jù),使用Origin 8.0軟件制作出圓錐不同底座直徑對(duì)應(yīng)的損失高度平均值,如圖4所示。
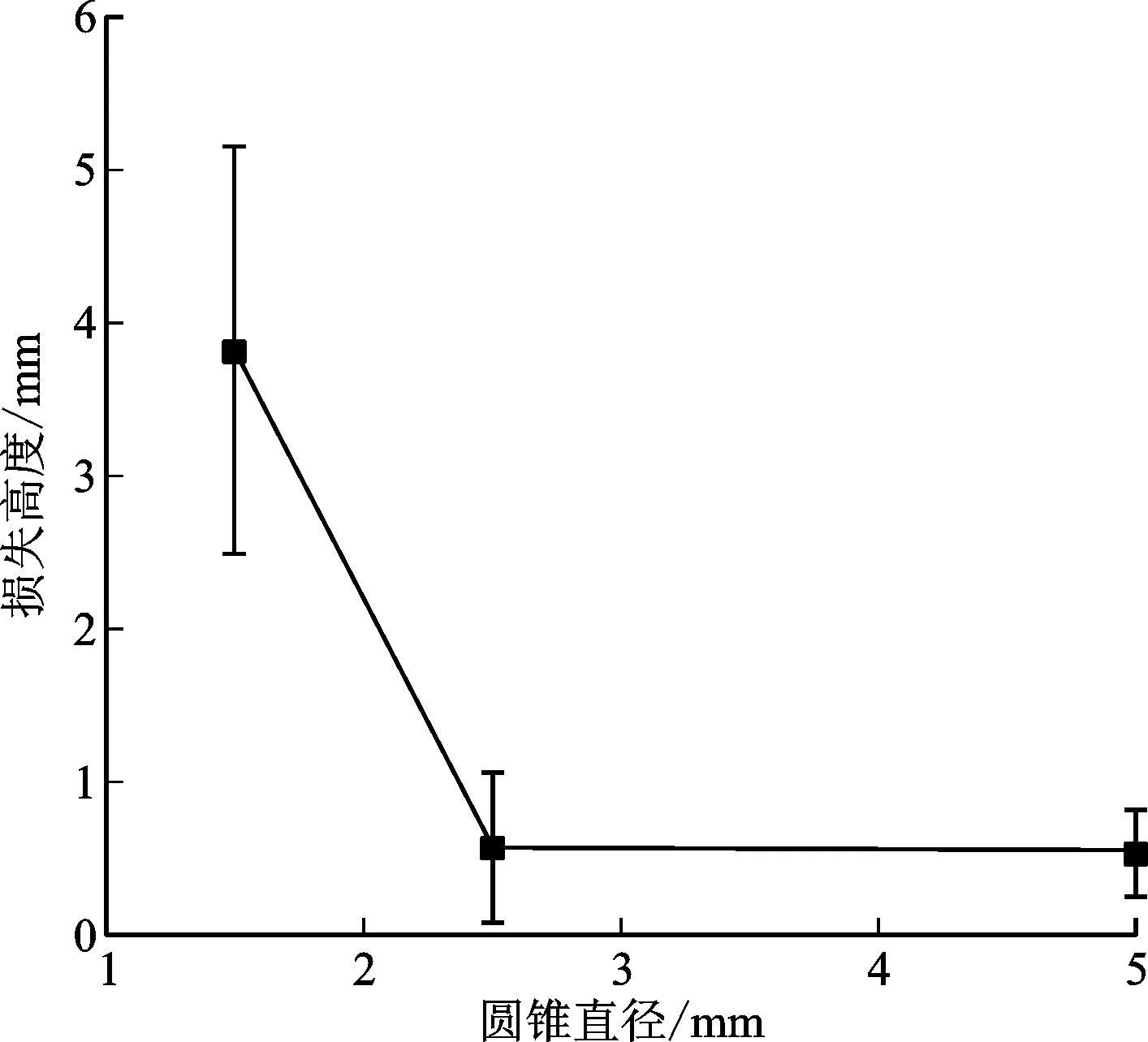
圖4 不同粗細(xì)圓錐在注塑過程中的損失高度
圖4表明,模芯圓錐凸起的底面直徑為5、2.5 mm時(shí),圓錐凸起高度損失較低,模芯的塑形能力比較優(yōu)良;模芯圓錐凸起的底面直徑為1.5 mm時(shí),模芯的圓錐凸起由于強(qiáng)度下降,高度損失明顯增加,總體形態(tài)仍然能夠保持完整。
2 PEEK力學(xué)試樣尺寸誤差
綜合考慮,模具樹脂選用LCD1100,以拉伸強(qiáng)度標(biāo)準(zhǔn)樣件測(cè)定尺寸誤差。樣件的設(shè)計(jì)長(zhǎng)度為90 mm,端部寬為10 mm,用游標(biāo)卡尺分別測(cè)量模腔注塑前的長(zhǎng)、寬尺寸以及PEEK樣件的長(zhǎng)、寬尺寸(見圖5)。每個(gè)尺寸測(cè)10個(gè)樣件,測(cè)量誤差結(jié)果如表3所示。

圖5 PEEK試樣尺寸測(cè)量
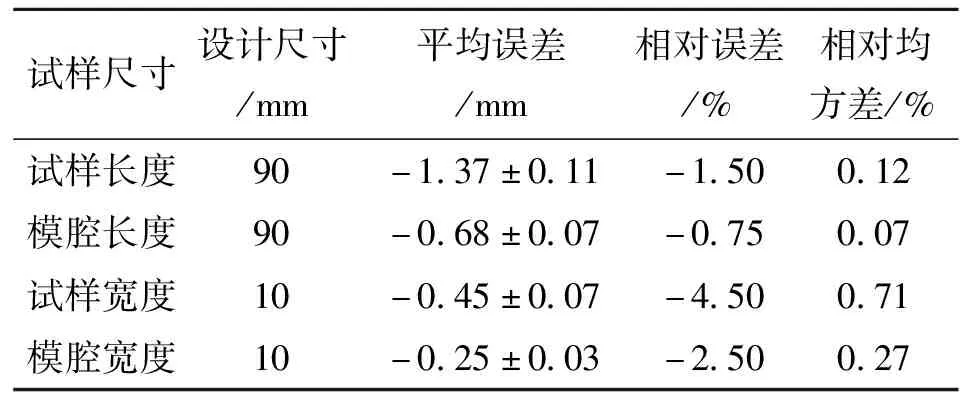
表3 試樣尺寸誤差測(cè)量統(tǒng)計(jì)結(jié)果
表3表明,個(gè)體化PEEK注塑工藝的誤差主要來源于模芯的制造誤差和注塑過程中模芯冷縮產(chǎn)生的形變誤差。但熱脹過程一定程度上抵消了模腔打印誤差和冷卻收縮誤差,通過模型預(yù)放能補(bǔ)償大部分誤差,理想情況下,樣件誤差為±0.11 mm。
3 個(gè)體化PEEK植入物形狀誤差
對(duì)個(gè)體化PEEK關(guān)節(jié)窩植入物使用德國(guó)YXLON(Feinfocus)公司的Y.CheetahX型微米X射線三維成像系統(tǒng)進(jìn)行掃描、重建,獲得植入物的反求模型。將反求模型導(dǎo)入Geomagic Qualify 2013軟件中,與原設(shè)計(jì)模型對(duì)比(見圖6),進(jìn)行誤差分析(見圖7)。設(shè)計(jì)模型為基準(zhǔn)模型,反求模型為測(cè)試模型。
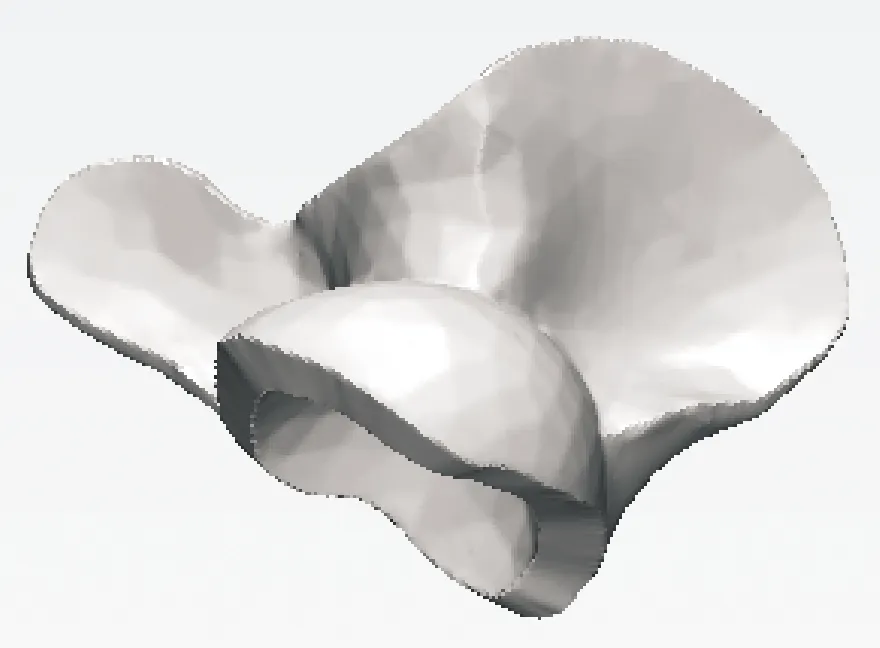
(a)關(guān)節(jié)窩設(shè)計(jì)模型
圖7中的灰色區(qū)域?yàn)槲雌ヅ鋮^(qū)域,原因是PEEK關(guān)節(jié)窩植入物進(jìn)行了打孔和倒圓角后處理。
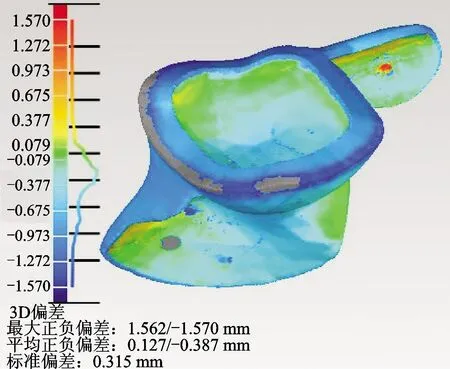
(a)關(guān)節(jié)窩誤差匹配
圖7表明,PEEK關(guān)節(jié)窩植入物正、負(fù)3D偏差的平均值為0.127 mm和-0.387 mm,總體滿足個(gè)體化植入物的精度要求。3D偏差的分布直方圖顯示,偏差主要集中于負(fù)值區(qū)域,即反求模型總體小于設(shè)計(jì)模型。
圖7所示個(gè)體化PEEK植入物誤差產(chǎn)生的原因主要有3種:
(1)3D打印模芯的制造誤差;
(2)注塑工藝誤差,主要存在于注塑過程中高分子模具及PEEK植入物熱脹冷縮產(chǎn)生的形變誤差;
(3)由于反求模型需要重新定位,因此存在反求模型和原設(shè)計(jì)模型的匹配誤差,實(shí)際個(gè)體化PEEK植入物的制造誤差要小于分析誤差。
結(jié)合文獻(xiàn)[21]及實(shí)驗(yàn)數(shù)據(jù),經(jīng)計(jì)算可得3D打印模芯的制造誤差、注塑工藝誤差、反求模型和原設(shè)計(jì)模型的匹配誤差三者之間的比例約為10∶10∶7。
將關(guān)節(jié)窩植入物設(shè)計(jì)模型體積每次縮小為原體積的99.5%,與反求模型重新進(jìn)行匹配分析,發(fā)現(xiàn)3D偏差平均值有所下降。多次重復(fù)縮小設(shè)計(jì)模型和原設(shè)計(jì)模型對(duì)比分析,統(tǒng)計(jì)數(shù)據(jù)如圖8所示。
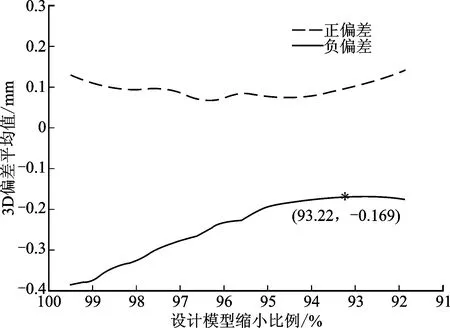
圖8 PEEK關(guān)節(jié)窩縮小模型與反求模型誤差趨勢(shì)分析
圖8表明:隨著設(shè)計(jì)模型的縮小,反求模型與設(shè)計(jì)模型的誤差降低;負(fù)誤差平均值較高,降低明顯;正誤差平均值較低,基本穩(wěn)定在0.1 mm左右。當(dāng)體積縮小為原始尺寸的93.2%時(shí),負(fù)3D偏差平均值為-0.169 mm,達(dá)到最小值,即進(jìn)行模型補(bǔ)償可導(dǎo)致系統(tǒng)誤差下降,殘留隨機(jī)誤差約為0.17 mm。
4 討論與結(jié)論
(1)對(duì)3種光敏樹脂注塑模具的注塑實(shí)驗(yàn)表明,通過3D打印低軟化溫度樹脂模具來注塑具有高熔點(diǎn)植入物是可行的,雖然光敏樹脂模具在極端注塑條件下可能產(chǎn)生變質(zhì),但仍能保持模具總體形狀,保證了植入物的注塑精度。這表明,即使采用軟化溫度較低的樹脂模具,也能保持注塑過程中的模腔形態(tài),正是這種復(fù)合制造方法的便利性。這一方法對(duì)其他個(gè)體化高分子醫(yī)療植入物的制造也具有參考價(jià)值。
(2)PEEK注塑植入物誤差主要來源于光固化模芯的制造誤差和PEEK植入物在注塑過程中的熱脹冷縮誤差。光固化樹脂模芯的誤差一般表現(xiàn)為模腔表面沿法向向材質(zhì)外的偏移誤差,導(dǎo)致注塑PEEK植入物的尺寸小于設(shè)計(jì)模型尺寸。注塑過程中的PEEK植入物的膨脹由于受到模具限制,總體表現(xiàn)為負(fù)誤差。
(3)由于熱膨脹和冷收縮過程均受到模芯的制約,復(fù)雜結(jié)構(gòu)件(如關(guān)節(jié)窩植入物)在注塑環(huán)節(jié)產(chǎn)生的誤差小于標(biāo)準(zhǔn)件在注塑過程中產(chǎn)生的誤差。通過植入物設(shè)計(jì)模型縮放補(bǔ)償,可以有效提高PEEK植入物的成形精度。
猜你喜歡
童話王國(guó)·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網(wǎng)絡(luò)安全與數(shù)據(jù)管理(2022年1期)2022-08-29 03:15:20
導(dǎo)航定位學(xué)報(bào)(2022年4期)2022-08-15 08:27:00
中學(xué)生數(shù)理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀(jì)智能(數(shù)學(xué)備考)(2021年9期)2021-11-24 01:14:36
成都醫(yī)學(xué)院學(xué)報(bào)(2021年2期)2021-07-19 08:35:14
新世紀(jì)智能(數(shù)學(xué)備考)(2020年9期)2021-01-04 00:25:14
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19