蜂窩增強低密度硅基燒蝕防熱材料性能
2021-12-04 09:42:34鄧火英董彥芝代曉偉
宇航材料工藝 2021年5期
方 洲 梁 馨 鄧火英 董彥芝 代曉偉
(1 航天材料及工藝研究所,北京 100076)
(2 北京空間飛行器總體設計部,北京 100094)
0 引言
燒蝕防熱材料是利用高溫固液氣反應和表面熱輻射消耗外部氣動或燃氣加熱,從而實現熱防護的一類材料。其中,聚合物基燒蝕材料由于可以適應較寬范圍的高溫環境,是目前應用最為廣泛的燒蝕防熱材料。NASA 針對運載器和探測器熱防護材料的研究結果表明,燒蝕材料可以經受約0.3 ~30 MW∕m2的熱流環境[1]。由于燒蝕防熱材料在不同的熱環境下的燒蝕反應不同,因此目前還沒有能適應所有熱環境的材料。例如,歐洲的大氣再入演示飛船(ARD)和火星探測器獵犬2 號采用了Norcoat-Liege 材料,這是一種密度為0.47 g∕cm3的酚醛樹脂基的燒蝕防熱材料[2]。美國的阿波羅飛船和獵戶座飛船采用了AVCOAT 5026-39 HC∕G 材料[3],密度約為0.5 g∕cm3。AVCOAT 5026材料采用了蜂窩增強結構,通過將各種填料和樹脂基體填充至玻璃鋼蜂窩內部制備而成。我國的神舟載人飛船同樣采用了蜂窩增強樹脂基燒蝕防熱材料[4]。
我國探月工程三期月地高速再入返回飛行器外表大面積采用了蜂窩增強低密度燒蝕防熱材料[5],為了減輕熱防護結構的整體質量,在不同部位應用了不同密度和適應不同熱流條件的熱防護材料。這種蜂窩增強低密度硅基燒蝕防熱材料具有密度低,可根據需要進行調節;整體成型,結構一致性好,成型效率高;有相應的修補材料及工藝,使用全周期可維護性強;可針對不同使用環境和熱防護需求開展相應的配方優化等優點。本文對兩種蜂窩增強低密度硅基燒蝕防熱材料的力學性能、熱物理性能和燒蝕性能進行研究。
1 實驗
1.1 原材料
材料A、材料B,蜂窩增強低密度硅基燒蝕防熱材料,密度分別約為0.40 g∕cm3、0.50 g∕cm3,自制。
1.2 測試方法
按照《DqESJ7—99 蜂窩增強結構和蜂窩增強低密度燒蝕材料拉伸性能測試方法》對材料的拉伸性能進行測試,結果取不少于5個樣品的均值。
按照《DqESJ20—99蜂窩增強低密度燒蝕材料熱傳導特性測試方法》對材料的熱導率進行測試,結果取不少于3個樣品的均值。
按照《GJB330A—2000 固體材料60~2 773 K 比熱容測試方法》對材料的比熱容進行測試,結果取不少于5個樣品的均值。
材料的隔熱性能參數由材料的密度、熱導率和比熱容計算而得,可以用來綜合表征材料的隔熱性能,其計算公式如下:
式中,ρ為密度,λ為熱導率,cp為比熱容。
采用電弧風洞對材料進行了燒蝕試驗,考察其表面形貌和燒蝕防隔熱性能。材料A 和B 燒蝕試驗件為球頭圓柱狀駐點燒蝕模型,直徑為60 mm,厚度為27 mm。采用MR1SC 雙色紅外輻射高溫計測量燒蝕過程中材料的表面溫度,通過材料背面安裝的K型熱電偶測量材料背面溫度,通過測量材料燒蝕前后的厚度來計算材料的線燒蝕后退率。材料在電弧風洞中的燒蝕試驗參數如表1所示。

表1 電弧風洞燒蝕試驗參數Tab.1 Parameters of arc wind tunnel
2 分析與討論
2.1 基礎性能
材料A 和B 的基礎性能數據如表2所示。可以看出,材料A 和B 垂直于蜂窩條帶方向(⊥)的拉伸強度高于平行于蜂窩條帶方向(∥),但對子樣進行誤差分析,結果表明二組之間無顯著性差異(p<0.05)。材料B 在垂直和平行于蜂窩條帶方向的拉伸強度都高于材料A,對子樣進行誤差分析,結果表明二組之間存在顯著性差異(p<0.05)。材料A 和B的模量與蜂窩條帶方向和材料密度無關,都在111 ~124 MPa 內,對子樣進行誤差分析,結果表明相互之間無顯著性差異(p<0.05)。。

表2 材料的基礎性能Tab.2 Properties of materials
梁馨等[6]人曾對數種低密度防熱材料進行了研究,報道了“材料1”和“材料2”兩種密度分別為0.71和0.89 g∕cm3的蜂窩增強低密度燒蝕材料。兩種材料平行于蜂窩條帶方向的拉伸強度分別為0.59 和1.32 MPa,垂直于蜂窩條帶方向的拉伸強度分別為0.75 和0.90 MPa。本文的材料B 通過調整微觀孔隙結構,增加了材料內部孔隙數量的同時,使孔隙尺寸更加均勻,導致材料密度低于“材料1”的同時,強度更高,表現出了更優異的力學性能。
材料A 和B 的拉伸強度與材料的密度有關。隨著材料密度的增加,材料兩個方向上的拉伸強度都有所增加,這與梁馨等[6]人的研究結果相同;但材料的拉伸模量變化不大。這是因為材料A 的空心填料含量高于材料B,導致材料A 內部空心填料與硅橡膠基體的界面增加。該類材料內部的界面為力學薄弱區域,因此,材料內部界面較多的材料A 的拉伸強度低于材料B。由數據可知,材料A 和B 的隔熱性能參數分別為2.4×10-4和3.6×10-4g2∕(cm4·s)。隔熱性能參數是由材料的密度、熱導率和比熱容綜合計算的結果,代表了材料的隔熱性能,一般來說,隔熱性能參數越低,材料的防隔熱性能越好。
表3 對比了幾種已經應用于型號的蜂窩增強低密度燒蝕材料的密度和隔熱性能參數[4,7]。俄羅斯的“聯盟號”飛船沒有采用低密度燒蝕防熱材料,而是采用了玻璃或石棉∕酚醛玻璃鋼增強的聚四氟乙烯材料,密 度 高 達 1.4~1.6 g∕cm3,其α約 為4.7×10-3g2∕(cm4·s)[4]。而蜂窩增強低密度燒蝕材料較低的α可以有效的降低整個防熱結構的質量,從而提高飛行器的有效載荷。由表中數據可知,材料A的α優于神舟飛船所使用的兩種防熱材料;材料B的α數優于神舟飛船所使用的H96材料,與阿波羅和獵戶座所使用的AVCOAT 5026-39HC∕G材料相當。
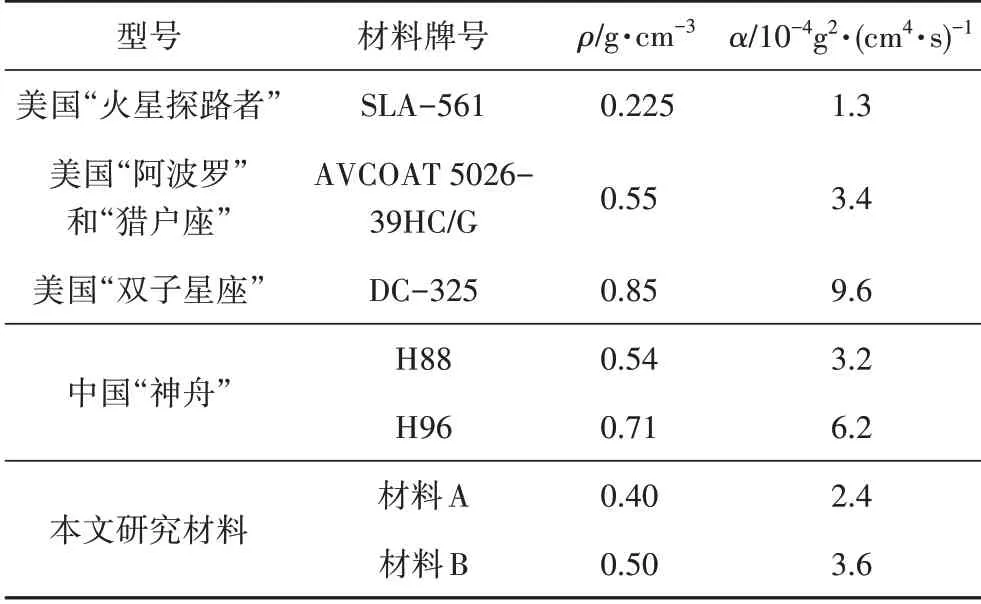
表3 國內外典型進入飛行器蜂窩增強燒蝕防熱材料性能Tab.3 Ablative thermal protection properties of honeycombenhanced materials applied by high speed reentry vehicles
2.2 線燒蝕速率
材料的線燒蝕速率結果如表4所示。由圖可知,在所有燒蝕條件下,材料A 和B 的線燒蝕速率都較低。其中,材料A 的線燒蝕速率低于材料B;隨著熱流或燒蝕時間的增加,同一種材料的線燒蝕速率也會增加。材料A-1500-33 的燒蝕速率為負值,表明該條件下的試驗件在燒蝕后發生了膨脹。
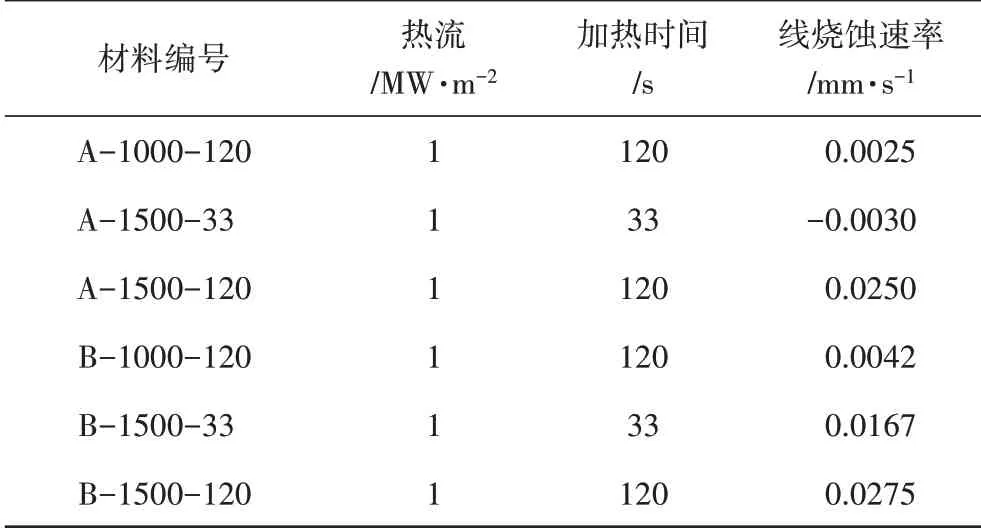
表4 材料A和B的線燒蝕速率Tab.4 Linear ablation rates of material A and material B
材料的線燒蝕速率與其自身的燒蝕過程有關。燒蝕初期,材料內部的溫度逐漸升高,達到一定溫度后發生熱解反應、產生大量熱解氣體。此時材料表面的組分未完全分解,相互連通的孔隙較少,允許逸出的氣體速率也較小,從而導致熱解氣體的產生速率大于氣體逸出速率。因此材料內部氣體壓強逐漸增大,材料就會發生整體膨脹,該過程發生在圖1 中的階段1 和階段2。此時材料的線燒蝕速率是材料膨脹速率和熱解反應后退速率綜合作用的結果。有研究表明,某固體火箭發動機內的碳纖維增強酚醛樹脂燒蝕防熱材料的厚度在燒蝕溫度上升至約250℃之前是不斷增加的,隨后材料的厚度才開始逐漸降低[8]。易法軍等[9]人的研究也表明,碳∕酚醛復合材料在燒蝕5 s 時,材料表現出明顯的膨脹行為,10 s時膨脹量變小,15 s以后出現部分負膨脹。
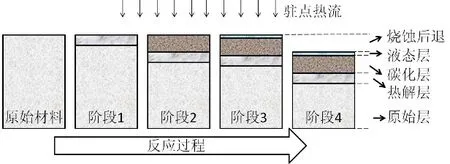
圖1 材料燒蝕過程示意圖Fig.1 Ablation processing of materials
隨著燒蝕時間的增加,材料表面的組分進一步分解,相互連通的孔隙逐漸增加,允許逸出的氣體速率也逐漸增大,最終導致氣體逸出速率大于熱解氣體的產生速率,材料內部氣體壓強逐漸減小,該過程發生在圖1中的階段3和階段4。此時材料的膨脹速率大大減小,線燒蝕速率逐漸逼近真實的后退速率。
材料A 在1.5 MW∕m2的熱流條件下,燒蝕33 s時線燒蝕后退速率為-3μm∕s,燒蝕120 s時的線燒蝕后退速率為25μm∕s。隨著燒蝕時間的延長,材料線燒蝕后退速率逐漸增加的原因如前所述,燒蝕初期的膨脹在一定程度上降低了材料的宏觀后退量。材料B 燒蝕33 s 時線燒蝕后退速率小于燒蝕120 s 的原因相同。不同的是,燒蝕時間為33 s 時,材料A 的膨脹量大于熱解反應后退量,材料在宏觀上表現為燒蝕膨脹;而材料B 的膨脹量小于熱解反應后退量,材料在宏觀上表現為燒蝕后退。
相同燒蝕條件下,材料A 的線燒蝕速率都低于材料B,這主要是因為前者α更低。表明該類蜂窩增強低密度硅基燒蝕防熱材料的α越低,線燒蝕速率越低。與陶瓷瓦的防隔熱機理不同,本文材料的主要防隔熱機理為燒蝕防熱,熱解產生的氣體引射入邊界層可降低材料表面的溫度,生成的碳化層則起到防熱作用。熱解層、碳化層與原始材料的密度、熱導率和比熱容等不再相同,燒蝕材料的α在燒蝕過程中是一個不斷變化的值。
2.3 燒蝕背溫
材料在不同燒蝕條件下加熱停止時的背溫都沒有升高,加熱停止一段時間后背溫才開始緩慢升高,最高背溫升如表5所示。由結果可知,在燒蝕時間相同的情況下,1 MW∕m2和1.5 MW∕m2的熱流密度,材料A和B的最高背溫升基本無差別;在燒蝕熱流條件相同的情況下,材料A和B的最高背溫升隨著燒蝕時間的增加而升高。

表5 不同燒蝕條件背溫結果Tab.5 Back temperature at different ablation conditions
高熱流密度條件下材料的表面溫度比低熱流密度條件下的高出約200 ℃(表1),但120 s燒蝕條件下的最高背溫升卻非常接近,表明該類材料可以適應較寬的熱流條件,且防熱機理不是單純的隔熱和輻射,還包括熱解氣體的熱阻塞效應,這與前面有關燒蝕機理的分析結果相同。
2.4 燒蝕形貌與防熱機理
燒蝕防熱材料的防熱機理主要包括聚合物基體自身和與填料之間的化學反應吸熱,燒蝕產物之間的化學反應吸熱,固態填料的熔化、蒸發、升華等相變吸熱,反應產物引射入邊界層、減少物面氣動加熱、產生熱阻塞效應和表面輻射散熱等[10]。材料A和B 燒蝕后的結構從外向內可分為碳化層、熱解層和原始層,其燒蝕反應過程示意圖如圖1所示。
在燒蝕的最初階段(階段1),原始材料在高溫的作用下發生熱解反應,生成熱解層,在熱解層區域的主要化學反應為硅橡膠脫環硅氧烷小分子。隨著熱量不斷向材料內部傳遞,熱解層前沿也不斷向材料內部移動,同時熱解層后沿溫度不斷升高、最終開始發生碳化反應。高溫使熱解層碳化,生成堅硬的碳化層,釋放出大量的小分子氣體,同時碳化層前沿也逐漸向材料內部移動,使熱解層始終保持一定的厚度。隨著燒蝕的進一步進行,碳化層內的無定型碳會發生氧化反應,同時生成極薄的SiO2液態層。若長時間暴露于溫度高于1 200 ℃的無氧環境中,碳化物與SiO2還會發生反應生成耐高溫的SiC[9]。隨著燒蝕反應的不斷進行,原始層厚度不斷減小,熱解層厚度基本不變,碳化層厚度逐漸增加,液態層厚度基本不變,燒蝕后退量會逐漸加大。由于燒蝕后退會使材料外形尺寸發生變化,導致飛行器的氣動外形發生改變,因此,減小材料的燒蝕后退量、維持材料燒蝕過程中的氣動外形是燒蝕防熱材料的研究重點之一。材料A 和B 在表1所示的燒蝕試驗條件下的表面形貌如圖2所示。燒蝕后材料表面碳層完整、堅硬,無宏觀剝蝕。
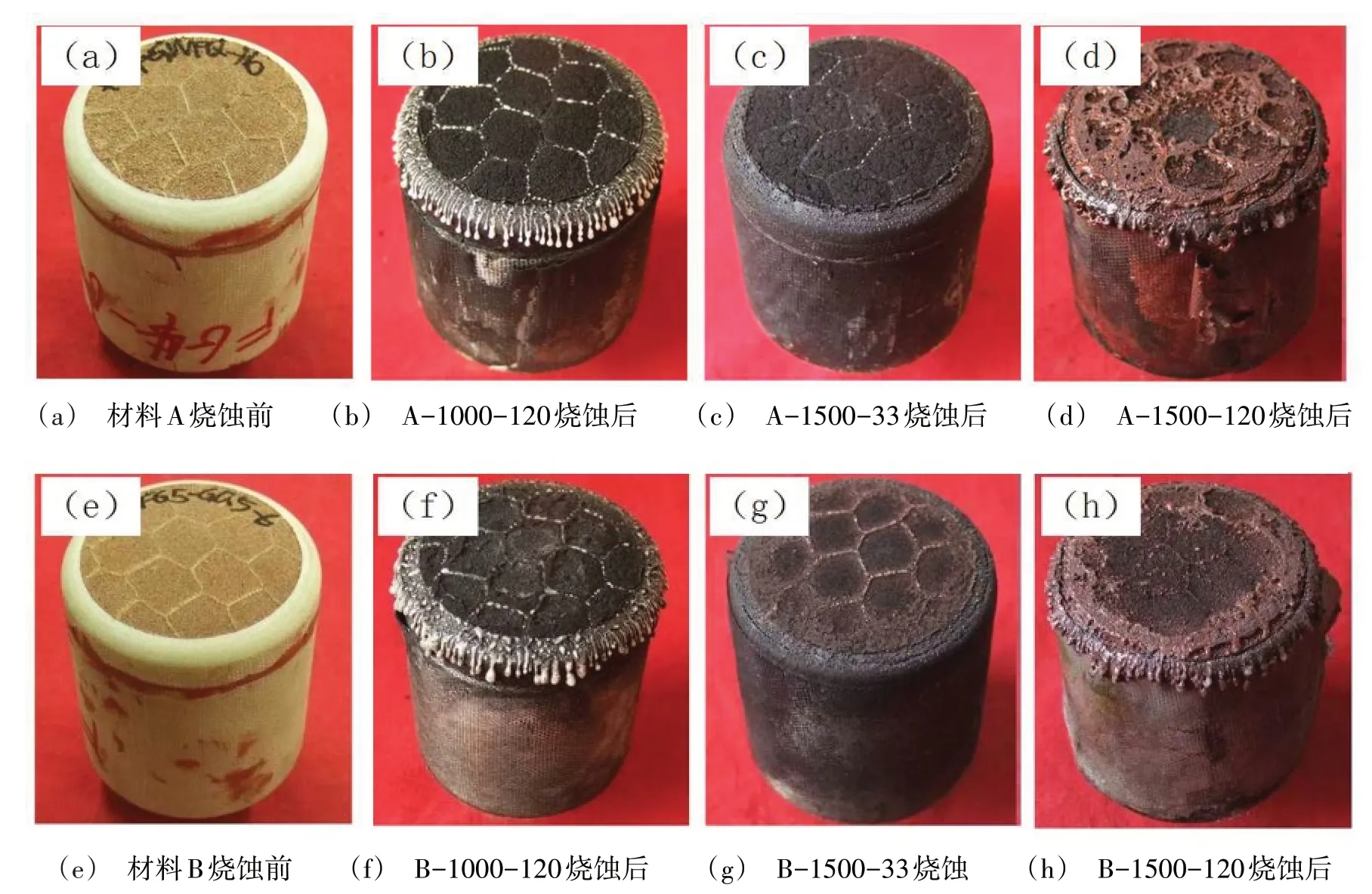
圖2 材料A和B燒蝕前后形貌Fig.2 Morphology of material A and B
A-1000-120 和B-1000-120 的表面四周存在流線型的白色固體,如圖1(b)和圖1(f)所示。產生這種現象的主要原因是在120 s 的長時間燒蝕過程中,材料表面溫度高達1 400 ℃,遠遠高于普通玻璃800 ℃的軟化點上限。此時材料中的部分填料(主要成分為SiO2)熔化為液態、同時硅基基體發生反應生成液態SiO2,在材料表面形成一層高黏度的熔融玻璃層,這層液態玻璃層可阻止外界氧向材料內部的擴散,起著隔離外界氣體與內部材料、降低材料氧化速率的作用[9]。一部分的液態玻璃層會在高溫高速的氣流沖刷下呈液珠狀向四周擴散、最終從套筒邊緣流失。當加熱停止時,液態玻璃冷卻凝固,形成掛在套筒邊緣的白色流線型玻璃。A-1000-120 和B-1000-120的蜂窩壁上同樣殘留有較多的白色凝固玻璃,這是因為蜂窩由酚醛樹脂浸漬玻璃纖維布制成,玻璃纖維在高溫下融化為液態,冷卻時凝固成固態玻璃微球。
A-1500-33 和B-1500-33 的表面為黑色的碳層,蜂窩壁有少量固態玻璃微珠殘留,邊緣無流線型的玻璃凝固痕跡;而A-1500-120 和B-1500-120 的邊緣再次出現了流線型的玻璃凝固痕跡。這是因為,隨著燒蝕時間的延長,材料內部空心填料的熔化量逐漸升高。如前所述,在燒蝕達到一定程度后(圖1中的階段3),才會生成SiO2液態層。
與1 MW∕m2熱流條件下凝固玻璃為白色不同,1.5 MW∕m2熱流條件下凝固玻璃顏色為褐色。這主要是因為在1.5 MW∕m2熱流條件下,試驗設備內部銅管略有燒蝕,金屬銅污染了試樣表面。
3 結論
航天材料及工藝研究所研制的蜂窩增強低密度硅基燒蝕防熱材料材料A和B,其密度分別為0.40和0.50 g∕cm3;后者的拉伸強度較高,但二者的拉伸模量相近;兩種材料的隔熱性能參數分別為2.4×10-4和3.6×10-4g2∕(cm4·s)。材料在1和1.5 MW∕m2熱流條件下燒蝕形貌良好,表面碳層完整無剝蝕,線燒蝕后退量較小,在部分燒蝕條件下會出現宏觀燒蝕膨脹現象。兩種材料可用于探月返回、深空探測等熱流環境下的熱防護,是一種適用范圍較廣的燒蝕防熱材料。
