柵格天線反射面的熱壓罐成型工藝研究
2021-12-06 01:52:34徐竹
工業加熱 2021年11期
關鍵詞:碳纖維
徐 竹
(西安航空職業技術學院,陜西 西安 710089)
碳纖維復合材料具有輕質高強、線膨脹系數低等優異特性,被廣泛應用于航天器產品領域。天線反射面日益提高的輕量化、高精度、高穩定需求使得大口徑、高精度碳纖維復合材料天線反射器制造技術成為廣泛研究的趨勢[1-3]。在雷達天線反射面中,低頻段使用的天線反射面采用柵格結構具有強度高、型面精度高、風載小,而且具有良好的耐腐蝕性的優勢[4]。柵格天線是一種常見的天線結構,其特點是反射面由拋物面上的柵條構成,反射面的饋源幾乎不產生對天線面的遮擋,從而漏空度大,效率較高。柵格天線反射面柵條的寬度與天線的大小和使用條件緊密相關[5-6]。熱壓罐成型工藝[7-8]是目前廣泛應用的先進復合材料結構的主要成形方法之一,制造的構件可應用于航空航天領域的高精度高質量的復合材料制件。本次試驗選用球墨鑄鐵成型模具,采用硅膠條形成天線反射面的柵格結構,設計合理的鋪層工藝研究熱壓罐固化成型樹脂基碳纖維復合材料柵格天線反射面的制造工藝。
1 柵格天線反射面的結構分析
碳纖維柵格天線面采用拼裝結構,拆卸方便、攜帶方便,采用柵格形式可以增加天線的抗風性能。本次研究的碳纖維柵格天線反射面主體結構是六個扇形分瓣柵格面拼接而成的曲面零件,其結構示意圖如圖1所示,天線反射面直徑1 280 mm,其多個柵格呈平行排列,柵條的方向一致。在天線面的邊緣有用于支撐柵格的支撐結構,包括預埋件1如圖2(a)所示、預埋件2如圖2(b)所示、加強筋如圖2(c)所示、定位環如圖2(d)所示。定位環的形狀與反射面邊緣的形狀相配。
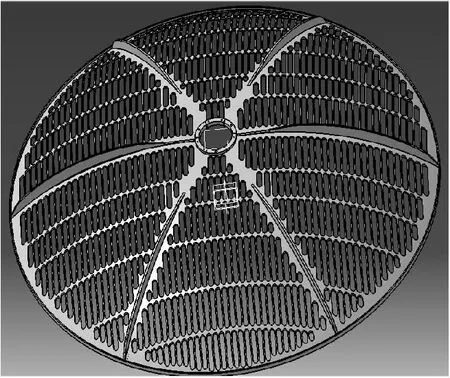
圖1 柵格天線反射面結構示意圖
預埋件結構有兩種,如圖2(a)、圖2(b)所示,各有3個,在預埋件兩端各有一個1 mm凹槽;以便于將加強筋固定在模具上。預埋件需固定在中心環上,在固定之前需要在預埋件內側貼一層脫模布。加強筋頂端也有一個1 mm的凹槽,共12根,凹槽口朝左6根,凹槽口朝右6根,并且需要用502膠固定在模具上,固定之后對模具進行加熱,加熱到40 ℃即可。
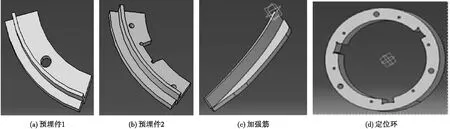
圖2 柵格天線反射面的支撐結構件
2 柵格天線反射面成型模具的設計
柵格天線面成型模具材料選用線脹系數較低的球墨鑄鐵HT300制作,模具表面有粘接柵格的多個平行凹槽,模具結構設計示意圖如圖3所示。模具結構上設有測量、鋪層基準等,模具具有足夠的剛度和較高的型面精度,具有較高的氣密性,能夠滿足熱壓罐工藝要求。
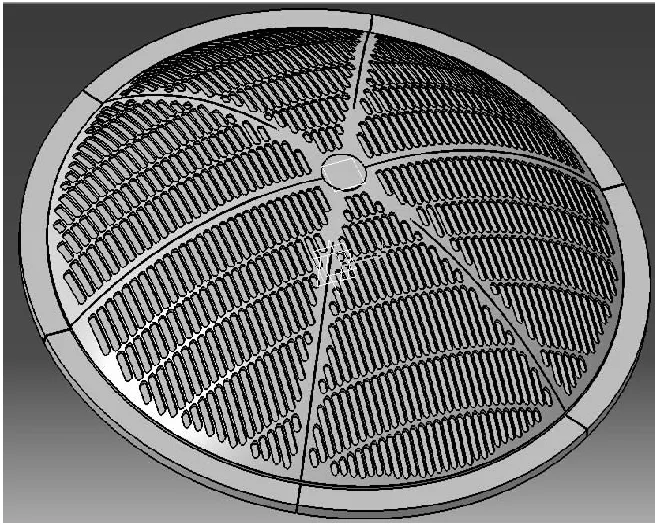
圖3
脫模劑選用有機硅脫模劑,新模具在使用前要進行“三脫一熱”然后再繼續涂脫模劑一次。
3 柵格天線反射面的原材料
3.1 主體材料
本次天線反射面在鋪層時碳纖維預浸布和碳纖維單向帶混合使用。
碳纖維單向帶厚度為0.02 mm,是本制品種使用量最大的材料,共14層。碳纖維預浸布用于第1層整體反射面材料以及天線反射面的側邊圍框和下圍框。
3.2 膠粘劑
柵格天線反射面成型過程需要使用三種膠粘劑:502膠粘劑、白膠膜J-47-CH、高溫雙面膠。502膠粘劑主要用于加強筋與成型模具的粘接;白膠膜J-47-CH是用來粘接第一層碳纖維預浸布與預埋件、加強筋;高溫雙面膠主要是粘在模具表面的凹槽上,用于粘接硅膠條,在封裝時也用高溫雙面膠固定對加強筋部位的隔離膜。
3.3 硅膠條
硅膠條主要在本制品中的主要作用是使天線面形成柵格。本試驗的硅膠條可反復使用,直至硅膠條變黃變硬。硅膠條寬7.5 mm,有極好的耐高溫、耐低溫性能,能夠經受反復多次苛刻和消毒條件,具有極佳的回彈性和永久變形小。
3.4 輔助材料
成型過程中所需要的輔助材料:可剝布、密封膠帶、均壓板、隔離膜、透氣氈、真空袋等。可剝布的下料尺寸比產品邊緣大于10 mm,可拼接,拼接不大于5 mm。隔離膜的下料尺寸比可剝布大10~50 mm。在棱角處斷開,以防架橋,用壓敏膠帶固定。真空袋的下料尺寸比模具封裝區域的1.2~1.5倍尺寸,真空袋在裁剪到封裝過程中要保護真空袋不會被扎破小洞。透氣氈的下料尺寸比真空袋周圍小30 mm,可拼接,在有尖棱處使用雙層透氣氈。
4 柵格天線面的成型過程
4.1 下 料
根據柵格天線反射面的零件設計圖,碳纖維預浸布按整體鋪貼和圍框結構鋪貼兩部分下料,第一層3K碳布采用激光下料機下料。圍框包括側邊圍框、上圍框和下圍框三部分。側邊圍框寬30 mm,長1 000 mm的碳布3層,下圍框寬20 mm,長1 000 mm的碳布12層,上圍框寬20 mm,長100 mm的碳布10層。
碳纖維預浸料單向帶共14層,分別為橫向柵條寬3.8 mm,長1 200 mm和縱向柵條6 mm,長1 200 mm。
準備封裝用的輔助材料,按要求裁剪備用,將硅膠條也手動修剪成模具上硅膠條的印痕即可。
4.2 鋪層過程
(1)在鋪層前首先要對柵格天線反射面成型模具進行組裝,清潔。去除模具表面的殘留物,去除灰塵,用無水乙醇擦拭清潔模具表面。
(2)在模具粘接硅膠條的凹槽上貼上高溫雙面膠;然后粘接修整好的硅膠條。硅膠條的長度按照模具刻線的長度,硅膠條處于自然裁剪狀態。
(3)在中心環上固定好預埋件的位置,安裝中心環,安放12根加強筋,保證加強筋的各個部位與模具貼實,用502膠將加強筋粘接在模具上,取下中心環,對模具進行加熱,加熱到40 ℃即可。
(4)開始鋪層,第一層鋪碳纖維預浸布,用中心定位工安裝的中心環,中心定位環用螺釘連接在工裝上,將一對連接件配合良好并放到位;在加強筋與中心環周圍所加強的碳纖維布粘接面貼一層白膠膜。
(5)上翻邊鋪2層3K碳纖維布,下翻邊鋪3層,在橫向和縱向鋪3.8 mm和6 mm的單向柵條,側翻邊鋪一層3K碳纖維布;上圍框翻邊鋪2層3K碳纖維布,下圍框翻邊鋪2層,在橫向和縱向3.8 mm和6 mm的單向柵條,共循環2次;側翻邊鋪1層3K碳纖維布;上翻邊鋪2層3K碳纖維布,下翻邊鋪2層,在橫向和縱向鋪3.8 mm和6 mm的單向柵條,側翻邊鋪1層3K碳纖維布;上翻邊鋪2層3K碳纖維布,下翻邊鋪3層。以此類推完成柵格天線反射面的全部鋪層。
4.3 封 裝
按照工藝要求,將柵格天線反射面鋪好的坯件按照可剝布/隔離膜/透氣氈/真空袋的順序依次鋪輔助材料,注意在封裝的過程中可剝布和隔離膜裁剪成條狀,以防止架橋,鼓包。在放透氣氈之前,要處理密封區域(打磨和清洗)。封裝工藝要仔細檢查,檢查模具的各個棱角處及模具邊緣,有螺帽的地方用硅橡膠堵塞,以防止在抽真空時真空袋被吸進去,以免被扎孔。封裝完成后接通真空系統,檢查氣密性,檢查真空設備是否暢通,檢查是否存在真空袋架橋等。
4.4 熱壓罐固化工藝
熱壓罐設備是一種提供溫度和壓力的專用的特種設備,柵格天線反射面所使用的熱壓罐尺寸最高工作溫度250 ℃;最高工作壓力1.2 MPa。將封裝好的零件送入熱壓罐,接通真空管路和熱電偶,進行真空滲漏檢查,真空檢漏合格后,關閉罐門,設定固化參數如下:固化壓力0.4 MPa;固化溫度、時間:初始固化溫度 130±5 ℃,保溫 120~160 min。升、降溫速率:≤3 ℃/min;冷卻到65 ℃以下卸壓出罐。
5 脫模、裝配及檢驗
5.1 脫 模
將移出熱壓罐的制件待溫度降到室溫后,進行手動脫膜。將整個柵格網狀天線反射面按照加強筋的邊緣脫模成六塊,以方便于攜帶。脫模之后將網狀柵格里的硅膠條撕下,并且將模具上的雙面膠清除干凈,隨后用無水乙醇將模具表面清洗干凈。
5.2 裝配及檢驗
將所拆制品去除毛刺,依次將1/6單塊放到工裝上做搭扣安裝孔,安裝搭扣。安裝好之后,對于碳纖維柵格天線面的檢驗首先查看殼體外觀看是否有裂紋、劃傷、凹坑、凸起等缺陷,再檢驗柵格網狀天線反射面型面的精度(均方根誤差 RMS)是否符合要求。
6 結 論
柵格網狀天線反射面的結構由碳纖維復合材料反射面、預埋件、加強筋、定位環組成。柵格網狀天線反射面所使用原材料是碳纖維預浸布和碳纖維單向帶,在鋪貼時所使用的膠粘劑為502膠粘劑、白膠膜、高溫雙面膠帶;柵格網狀天線反射面鋪層時共鋪15層,1層碳纖維預浸布和14層碳纖維單向帶;最后采用熱壓罐成型工藝進行加熱、加壓固化,完成了柵格網狀天線面的制造過程。
猜你喜歡
紡織科學研究(2021年6期)2021-12-02 20:32:56
建材發展導向(2021年14期)2021-08-23 00:56:58
上海建材(2019年4期)2019-05-21 03:13:02
纖維復合材料(2018年1期)2018-12-07 00:40:26
纖維復合材料(2018年4期)2018-04-28 08:45:28
纖維復合材料(2018年3期)2018-04-25 07:22:58
纖維復合材料(2018年4期)2018-02-18 19:02:51
纖維復合材料(2018年4期)2018-02-18 19:02:51
中國塑料(2016年6期)2016-06-27 06:34:16
機械工程師(2015年10期)2015-02-02 01:14:08