鋁/鋼軋制復(fù)合有限元二次開發(fā)模擬與實驗研究
2021-12-13 04:05:12高勃興鄒德坤謝紅飆肖宏朱宇飛
精密成形工程 2021年6期
高勃興,鄒德坤,謝紅飆,肖宏,朱宇飛
鋁/鋼軋制復(fù)合有限元二次開發(fā)模擬與實驗研究
高勃興,鄒德坤,謝紅飆,肖宏,朱宇飛
(燕山大學(xué) 國家冷軋板帶裝備及工藝工程技術(shù)研究中心,河北 秦皇島 066004)
針對鋁/鋼兩種金屬性能差異大,軋制復(fù)合存在嚴(yán)重的變形不協(xié)調(diào)及結(jié)合強(qiáng)度低的問題,研究軋輥同徑與異徑及單輥驅(qū)動對復(fù)合板協(xié)調(diào)變形及結(jié)合強(qiáng)度的影響。通過有限元二次開發(fā)進(jìn)行模擬建模,并結(jié)合同步和異步軋制實驗分析板翹曲機(jī)理。與鋁板接觸的軋輥作為主驅(qū)動輥可使板變形更協(xié)調(diào)且結(jié)合強(qiáng)度更高,變形翹曲度為0.048,結(jié)合強(qiáng)度為34.2 MPa。采用接觸鋁側(cè)軋輥單側(cè)驅(qū)動,雙金屬界面實現(xiàn)復(fù)合的位置更靠近軋輥出口,復(fù)合后的雙金屬界面間的剪應(yīng)力和所受彎矩較小,制備的鋁/鋼復(fù)合板變形協(xié)調(diào)性更好,且結(jié)合強(qiáng)度更高。
鋁/鋼復(fù)合板;變形協(xié)調(diào)性;ABAQUS;機(jī)理分析;結(jié)合強(qiáng)度
鋁/鋼雙金屬復(fù)合板是一種以鋁基合金為覆層材料[1—3],碳鋼或低合金鋼為增強(qiáng)體的金屬復(fù)合板。鋁/鋼復(fù)合板兼具鋼的高強(qiáng)度和鋁優(yōu)良的導(dǎo)電性、導(dǎo)熱性和耐腐蝕性等優(yōu)點[4—6],被廣泛應(yīng)用于航空航天、國防裝備、醫(yī)療器械、汽車和家電等方面,受到世界各國的重視并得到了廣泛應(yīng)用[7—11]。由于鋁/鋼物理性能差異大,軋制復(fù)合時容易出現(xiàn)變形不協(xié)調(diào)而引起復(fù)合板軋后翹曲及結(jié)合強(qiáng)度低的問題,進(jìn)而導(dǎo)致翹曲程度過大,板無法進(jìn)入矯直機(jī),也不方便進(jìn)行退火處理,當(dāng)板結(jié)合強(qiáng)度較低時,在矯直或退火過程中容易引起復(fù)合板開裂[12—13]。
目前實現(xiàn)異種金屬復(fù)合常見的方法有爆炸復(fù)合法、軋制復(fù)合法和擴(kuò)散焊接法等,其中,軋制復(fù)合法具有產(chǎn)品尺寸精確、復(fù)合材料性能均勻一致性好、生產(chǎn)成本低且效率高、易于大規(guī)模生產(chǎn)的優(yōu)點。成熟的軋制復(fù)合工藝試驗成本較高,利用有限元模擬軋制具有成本低、周期短、勞動強(qiáng)度低的優(yōu)點,易于獲取合理的軋制工藝。
有限元模擬可以準(zhǔn)確分析金屬軋制時的受力情況,可預(yù)測不同工藝下的軋后板型[14],節(jié)約實驗成本。在模擬異種金屬軋制成形方面,許多學(xué)者采用有限元模擬軋制過程,采用接觸面處理方式(包括共節(jié)點法、粘結(jié)法和自然接觸法)[15],共節(jié)點法和粘結(jié)法假設(shè)在軋制前已經(jīng)實現(xiàn)了異種金屬的復(fù)合,忽略了軋制復(fù)合前存在雙金屬相對滑動的情況,而自然接觸法假設(shè)沒有考慮軋制過程中雙金屬的復(fù)合問題。這幾種常用的接觸狀態(tài)方法都不能合理地模擬雙金屬軋制過程。
為了準(zhǔn)確模擬鋁/鋼軋制復(fù)合過程以及分析其內(nèi)部應(yīng)力狀態(tài),文中選用ABAQUS有限元軟件,通過有限元二次開發(fā),建立鋁/鋼軋制復(fù)合的模型,并采用異步軋制工藝,解決鋁/鋼復(fù)合板軋制變形不協(xié)調(diào)性問題。通過對模擬結(jié)果及提取的應(yīng)力數(shù)據(jù)進(jìn)行分析,確定最佳軋制工藝,達(dá)到復(fù)合板各層金屬的協(xié)調(diào)變形,利用該方法成功制備出具有高結(jié)合強(qiáng)度的鋁/鋼復(fù)合板。
1 復(fù)合板的有限元模擬及分析
1.1 有限元模型的建立
對于復(fù)合板的軋制,由于其寬度方向尺寸遠(yuǎn)大于厚度方向,因此將復(fù)合板的軋制過程簡化為無橫向?qū)捳沟钠矫鎽?yīng)變模型。文中接觸屬性設(shè)置選擇法向接觸屬性,在進(jìn)行接觸判斷時提供了經(jīng)典摩擦模型的擴(kuò)展版本,擴(kuò)展包括對許用剪應(yīng)力、各向異性等附加因素,滿足了所有接觸分析的適用性。法向的接觸行為設(shè)置為“硬接觸”,提供了以下兩種法向判斷模型如圖1所示,其判斷條件如式(1)時為分離狀態(tài),如式(2)時為接觸狀態(tài)。
=0,<0 (1)
=0,<0 (2)
式中:為接觸壓力;為接觸判斷處的相對距離。
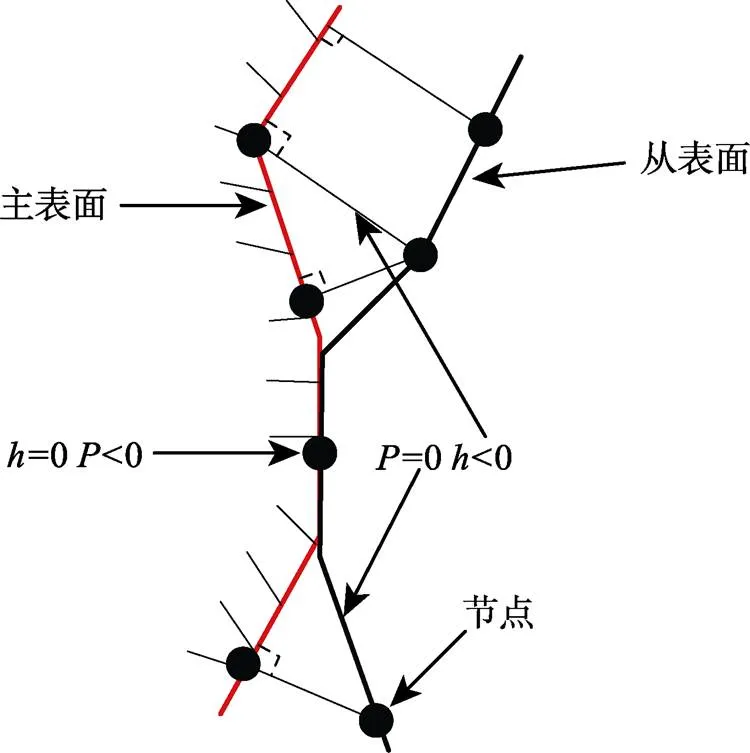
圖1 法向判斷模型
接觸判斷的流程如圖2所示,文中選用ABAQUS/Standard隱式求解器,通過用戶子程序功能,在軋制區(qū)的接觸判定中,利用接觸屬性設(shè)置中用戶自定義的FRIC子程序定義雙金屬接觸面的接觸屬性,即軋制區(qū)實現(xiàn)“粘著”狀態(tài)作為判斷雙金屬軋制復(fù)合的起始條件。軋制區(qū)外的軋件接觸面雙金屬之間會存在界面間的滑動,軋制區(qū)內(nèi)軋件由于兩金屬層性能差異較大,會存在類似軋制變形區(qū)的“前滑區(qū)”“粘著區(qū)”“后滑區(qū)”,為軋制制備雙金屬復(fù)合板提供了一種更合理的有限元模型,可以模擬出軋制鋁/鋼復(fù)合板從咬入到實現(xiàn)復(fù)合的過程,可以更好地了解軋制過程金屬塑性變形的過程,以及軋制過程各接觸面應(yīng)力的變化過程,該模擬結(jié)果與實驗結(jié)果更貼切。
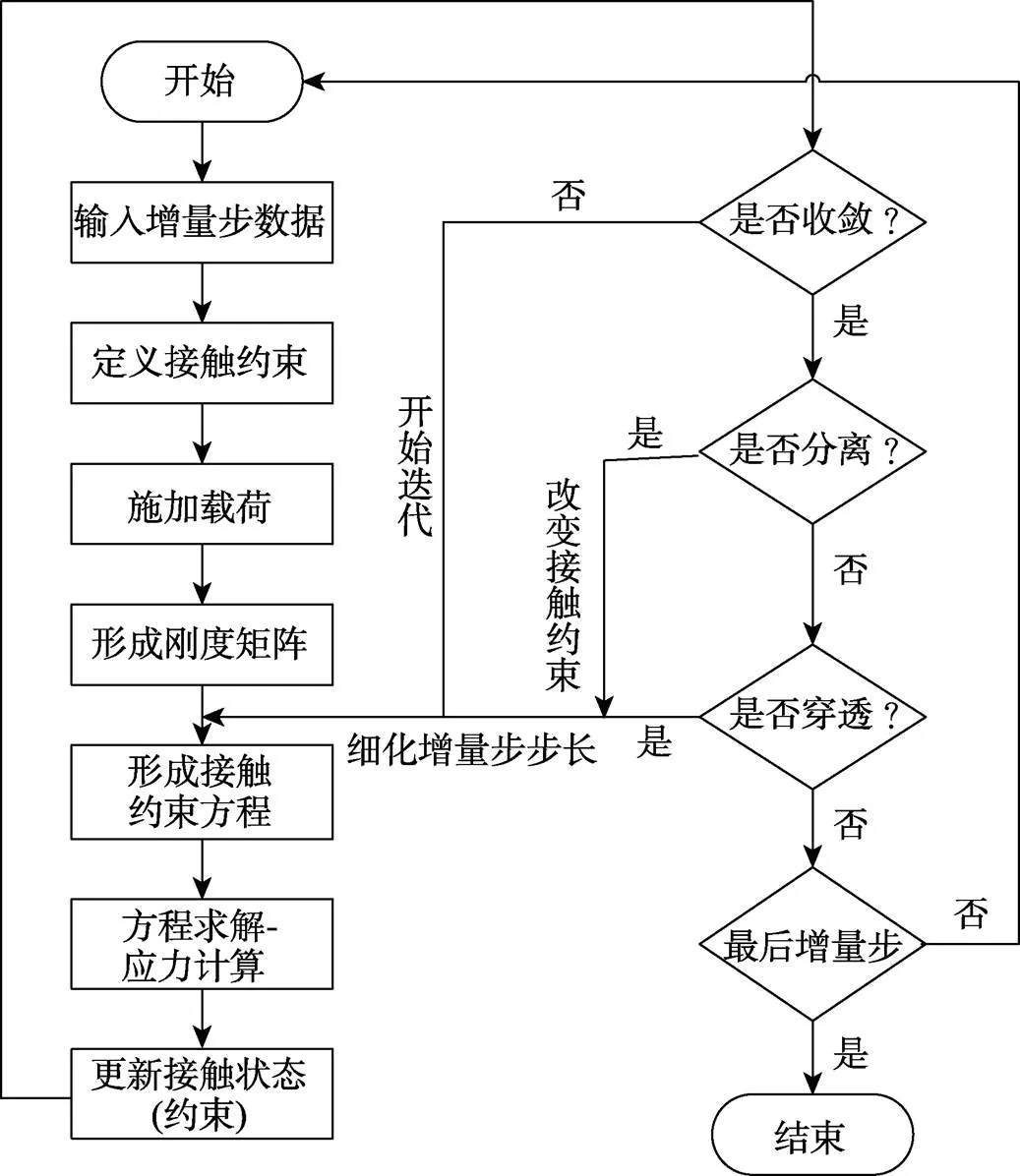
圖2 ABAQUS增量步內(nèi)接觸判斷
假設(shè)模型中的軋輥為剛性輥,軋制過程不存在彈性變形,軋件設(shè)置為彈塑性體,在設(shè)置雙金屬接觸界面的接觸對時,選用剛度較大的鋼層為主面,鋁層為從面。文中在對軋件進(jìn)行網(wǎng)格劃分時,網(wǎng)格形狀選擇四邊形,網(wǎng)格類型為CPE4R4結(jié)點雙線性平面應(yīng)變減縮積分單元,沿厚度方向分層,對參與接觸判斷的接觸面網(wǎng)格進(jìn)行更精細(xì)劃分,本模型軋制過程軋件前部位于輥縫中,隨著軋輥壓下而實現(xiàn)咬入,故會對該部分網(wǎng)格細(xì)化。軋件長度為50 mm,鋁層厚為0.5 mm,鋼層厚度為2 mm,異徑和同徑軋輥上下直徑尺寸分別為191 mm-200 mm,200 mm-200 mm,速比分別為0.955和1,軋輥角速度為0.5 rad/s,根據(jù)軋制過程中不同工藝,通過調(diào)整軋輥尺寸,建立完整的數(shù)值模擬的幾何模型如圖3所示。
模擬軋制雙金屬復(fù)合板,需要對鋼層和鋁層設(shè)置不同的材料屬性,為使模擬結(jié)果與實驗結(jié)果相近,對實驗所用的材料進(jìn)行了拉伸試驗,使用拉伸試驗機(jī)測出材料的真實應(yīng)力-應(yīng)變曲線如圖4所示,文中模型中雙金屬材料的塑性定義為各向同性,材料的主要物理參數(shù)見表1。
ABAQUS中用3種顏色分別表示3種接觸狀態(tài),紅色表示接觸狀態(tài)為粘著狀態(tài),綠色表示接觸狀態(tài)為滑動狀態(tài),藍(lán)色表示該處為分離狀態(tài),以此分析軋制過程中接觸界面接觸狀態(tài)的變化過程。驗證FRIC子程序的作用,使用ABAQUS內(nèi)核程序雙金屬接觸狀態(tài)如圖5a所示,加入FRIC子程序后的雙金屬接觸界面狀態(tài)如圖5b所示。

圖3 復(fù)合板軋制有限元模型
表1 材料的主要物理參數(shù)

Tab.1 Main physical parameters of the material
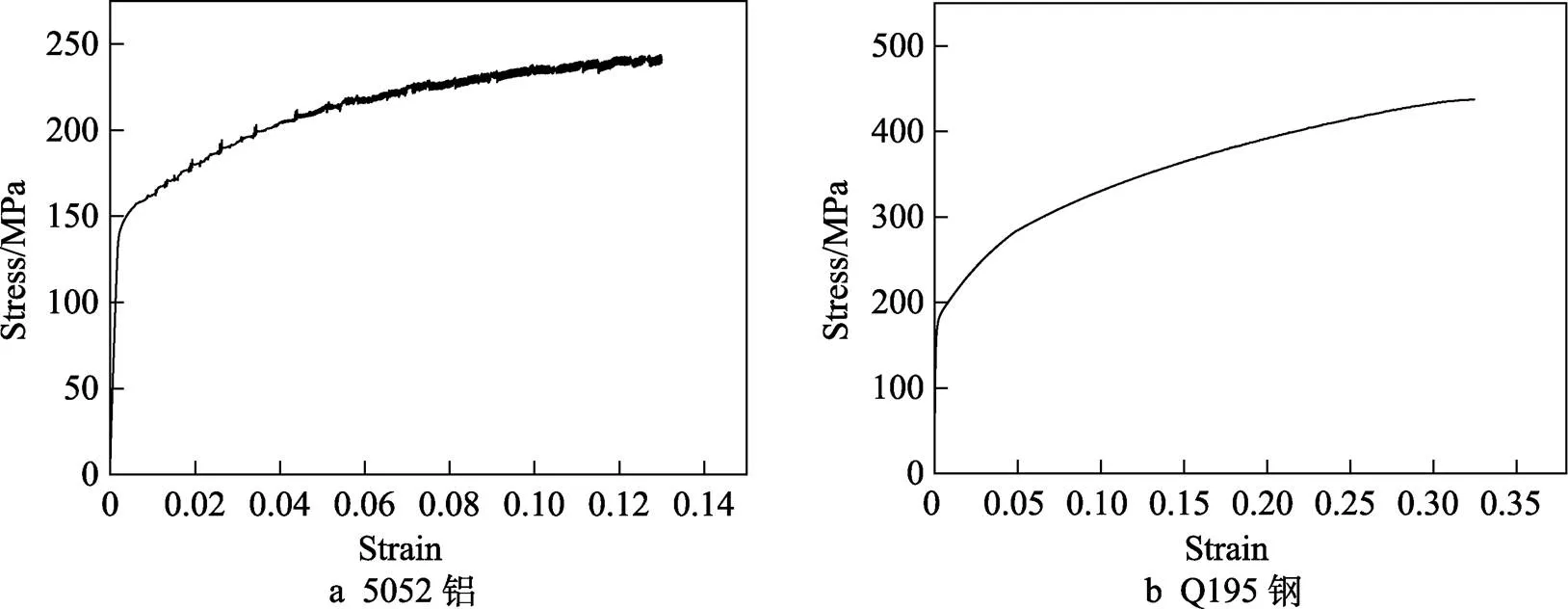
圖4 真實應(yīng)力-應(yīng)變曲線
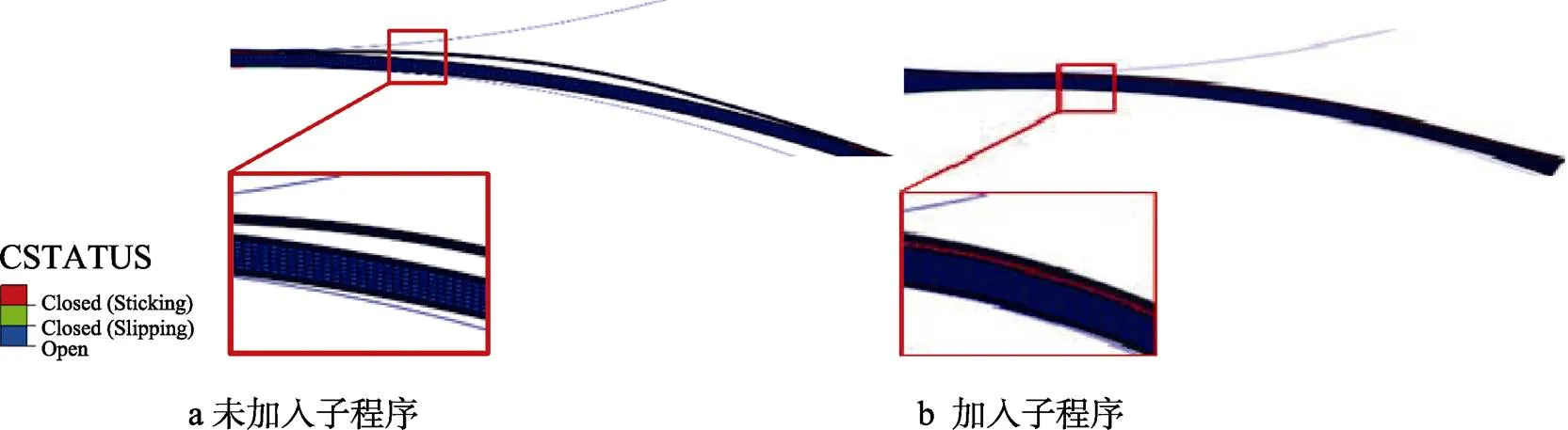
圖5 雙金屬接觸面接觸狀態(tài)
1.2 復(fù)合板模擬結(jié)果應(yīng)力分析
文中以軋制區(qū)實現(xiàn)“粘著”狀態(tài)作為判斷雙金屬軋制復(fù)合的起始判據(jù),以軋輥線速度和軋板速度相等位置定義為中性點,即復(fù)合板過中性點即實現(xiàn)粘著。使用輥徑為200 mm-200 mm的軋制模型對鋁/鋁及鋁/鋼復(fù)合板軋制過程進(jìn)行數(shù)值模擬,軋后的Mises應(yīng)力云圖如圖6所示,結(jié)果顯示軋后鋁/鋁復(fù)合板平直,鋁/鋼復(fù)合板向鋼側(cè)翹曲。
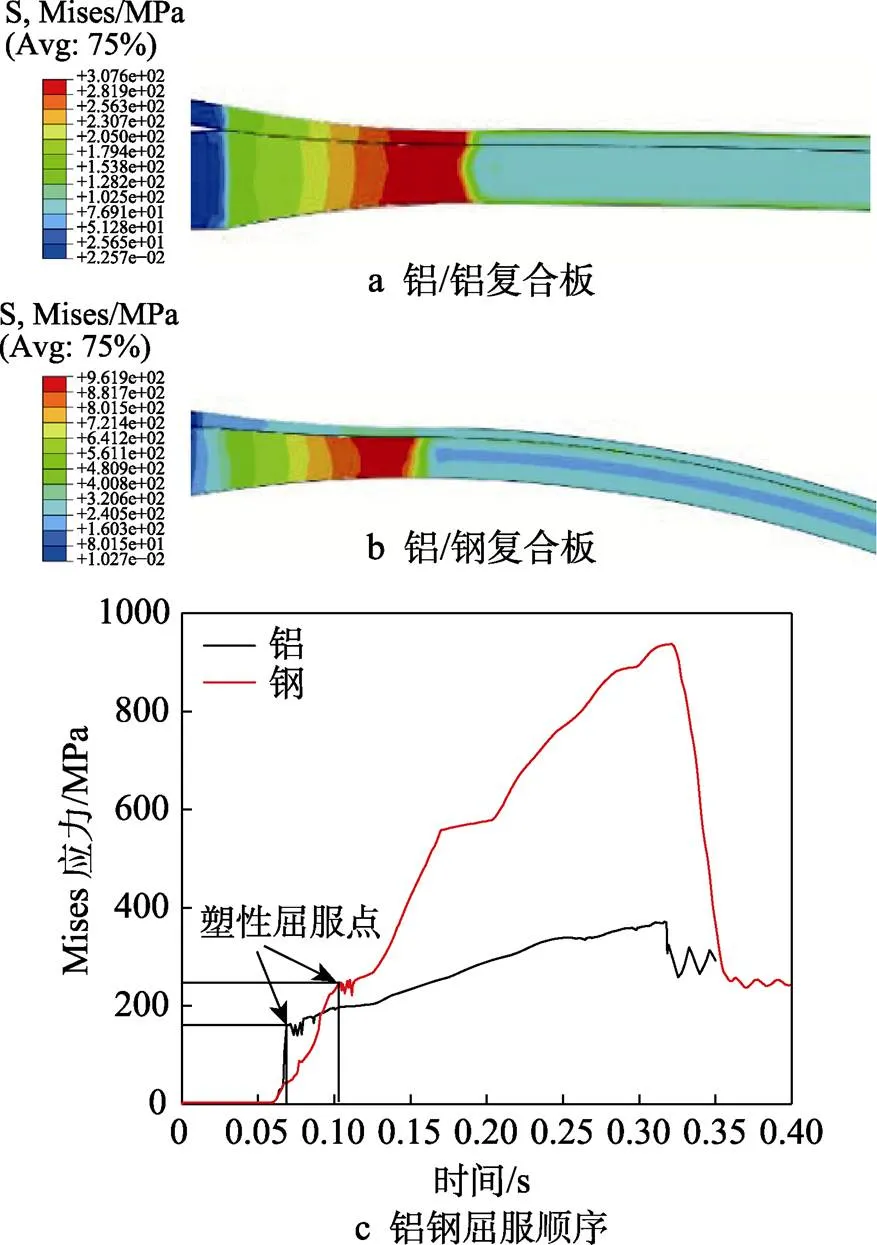
圖6 軋制區(qū)等效應(yīng)力
為了更好地分析鋁/鋼軋后翹曲原因,以鋁/鋁軋制復(fù)合作為對照。圖6a為上、下層均為鋁板時,雙層鋁板幾乎同時進(jìn)入塑性變形,且沿厚度方向應(yīng)力分布上下基本對稱,所以軋后復(fù)合板平直。當(dāng)鋁/鋼軋制復(fù)合時,如圖6c所示,鋁板由于屈服強(qiáng)度較小,先進(jìn)入塑性變形,鋼板屈服強(qiáng)度高,后進(jìn)入塑性變形,模擬結(jié)果顯示見圖6b由于變形不協(xié)調(diào),軋后復(fù)合板出現(xiàn)了明顯的向鋼側(cè)翹曲現(xiàn)象。
為了進(jìn)一步分析鋁/鋼復(fù)合板軋后翹曲原因,提取了鋁鋼接觸界面各層應(yīng)力(為軋向應(yīng)力,為剪應(yīng)力)分布情況。由軋向應(yīng)力分布見圖7a可知,隨著軋制進(jìn)行,鋁/鋁復(fù)合板的上、下金屬層均受到較小的軋制方向拉應(yīng)力,如圖7b可知,所受剪應(yīng)力大小基本一致;對于鋁/鋼復(fù)合板,軋后接觸側(cè)鋁層受到軋制方向較大的壓應(yīng)力,鋼層受到軋制方向較大的拉應(yīng)力,軋制方向應(yīng)力(以下簡稱軋向應(yīng)力)極不對稱,軋件出軋制區(qū)不受外力作用后,部分應(yīng)力需要釋放,復(fù)合板向鋼側(cè)彎曲。
在軋制雙金屬復(fù)合板時,存在兩金屬厚度和材料性能的不對稱,而材料性能的不對稱是影響軋后復(fù)合板翹曲情況的主要原因,軋件的軋制方向應(yīng)力分布可以反映軋后板型的翹曲情況。以軋輥中心連線=0為截面處,提取該截面軋制方向應(yīng)力分布,如圖8所示,在軋制鋁/鋁復(fù)合板時,截面軋制方向應(yīng)力值在厚度中心線處近似對稱,而軋制鋁/鋼復(fù)合板時,由于兩種金屬的性能差異較大,鋁層易變形,整個厚度方向受到較大的軋制方向壓應(yīng)力,接觸界面鋼層有抑制鋁層的變形作用,鋼層受到沿軋制方向較大的拉應(yīng)力;在軋輥與鋼層接觸側(cè),鋼層受到軋制方向的壓應(yīng)力,與軋后平直的鋁/鋁復(fù)合板軋向應(yīng)力相比,鋁/鋼復(fù)合板應(yīng)力在沿厚度方向分布嚴(yán)重不對稱,即在鋁/鋼復(fù)合板截面存在較大的彎矩,隨著軋制的進(jìn)行,外力消失后部分應(yīng)力釋放,軋后的鋁/鋼復(fù)合板板型會出現(xiàn)較大彎曲。
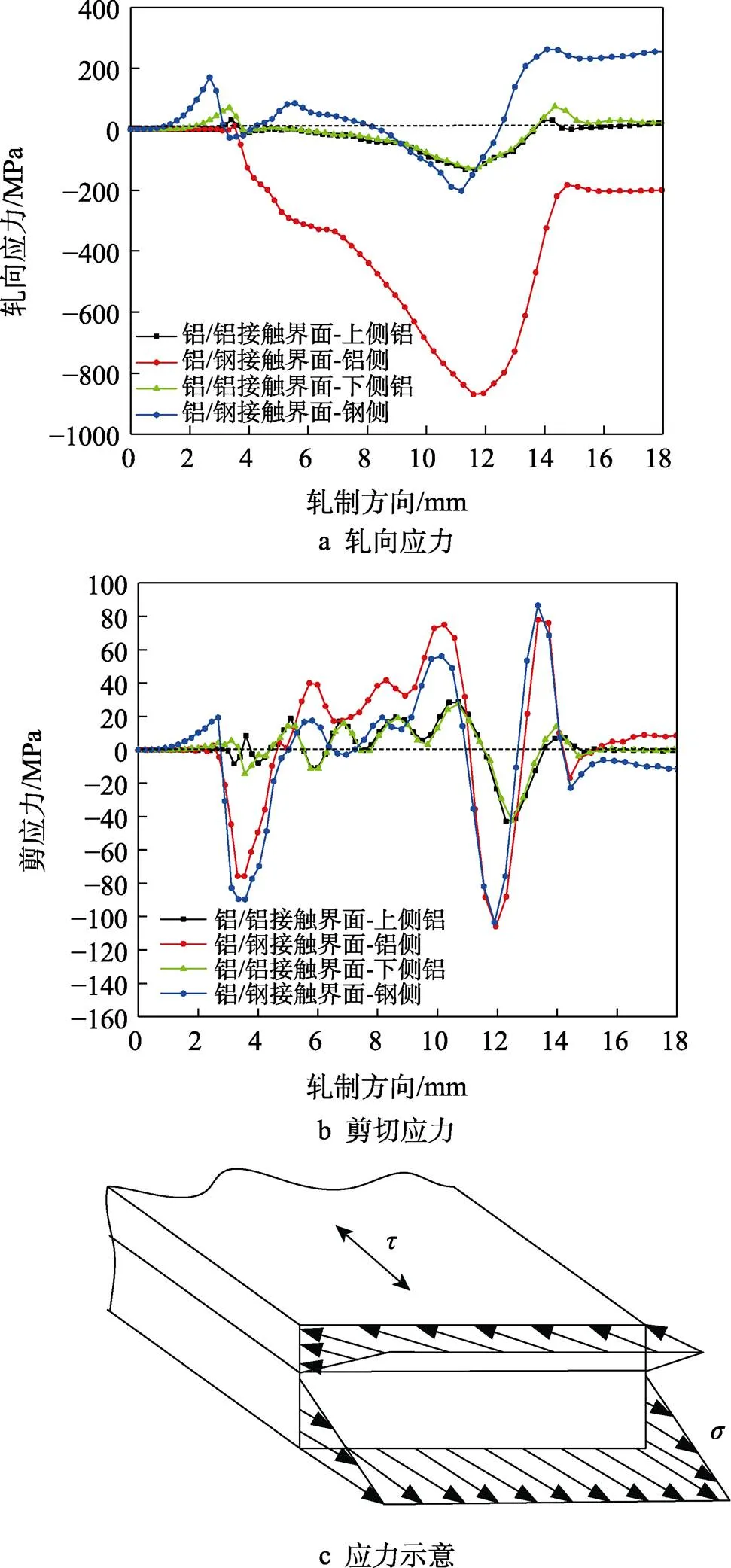
圖7 鋁/鋁和鋁/鋼復(fù)合板接觸面應(yīng)力分布
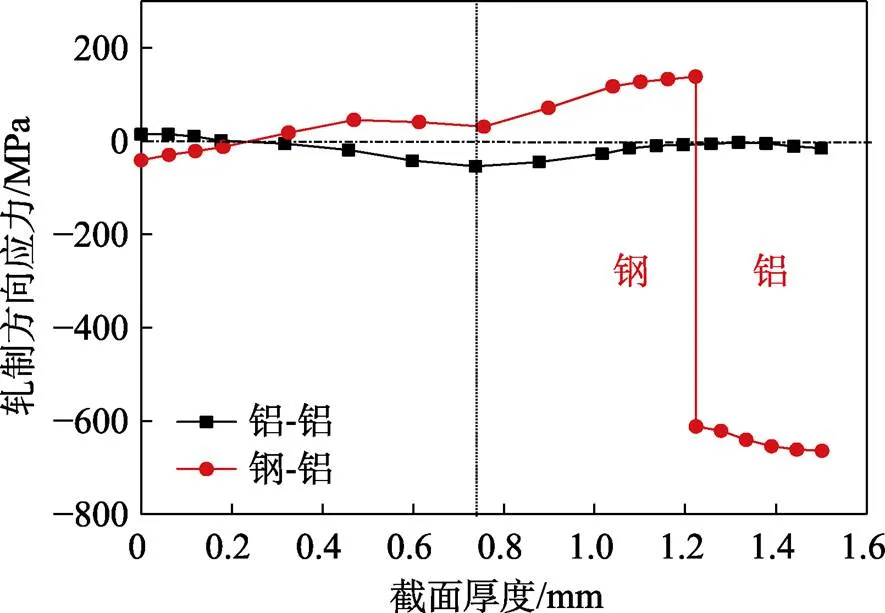
圖8 鋁/鋁和鋁/鋼復(fù)合板在х=0截面軋制方向應(yīng)力
圖9a—b分別為同步軋制和異徑軋制后鋁/鋼復(fù)合板翹曲示意圖,異徑軋輥尺寸為191 mm-200 mm,明顯觀察到同步軋制后的雙金屬復(fù)合板翹曲嚴(yán)重且緊貼軋輥,翹曲度測得數(shù)值為0.1192,異徑軋制后的雙金屬復(fù)合板與軋輥表面分離且翹曲明顯減小,翹曲度測得數(shù)值為0.0835;在異徑軋制基礎(chǔ)上,提出了單輥驅(qū)動軋制工藝,如圖9c和d所示,分別為單輥上驅(qū)動和下驅(qū)動,上輥驅(qū)動軋制工藝可以顯著改善鋁/鋼復(fù)合板翹曲度。單側(cè)軋輥驅(qū)動的軋制方式如下:選擇其中一個軋輥作為主動輥,沿軋制方向轉(zhuǎn)動,另一個軋輥作為從動軋輥完成軋制過程。其他參數(shù)選擇相同,只改變其中一個軋輥的工作狀態(tài),設(shè)定主動軋輥以0.5 rad/s的角速度旋轉(zhuǎn),從動軋輥釋放轉(zhuǎn)動方向的自由度。由圖9c可知,單側(cè)上軋輥作為主動軋輥驅(qū)動時,軋后復(fù)合板板形更加平直。
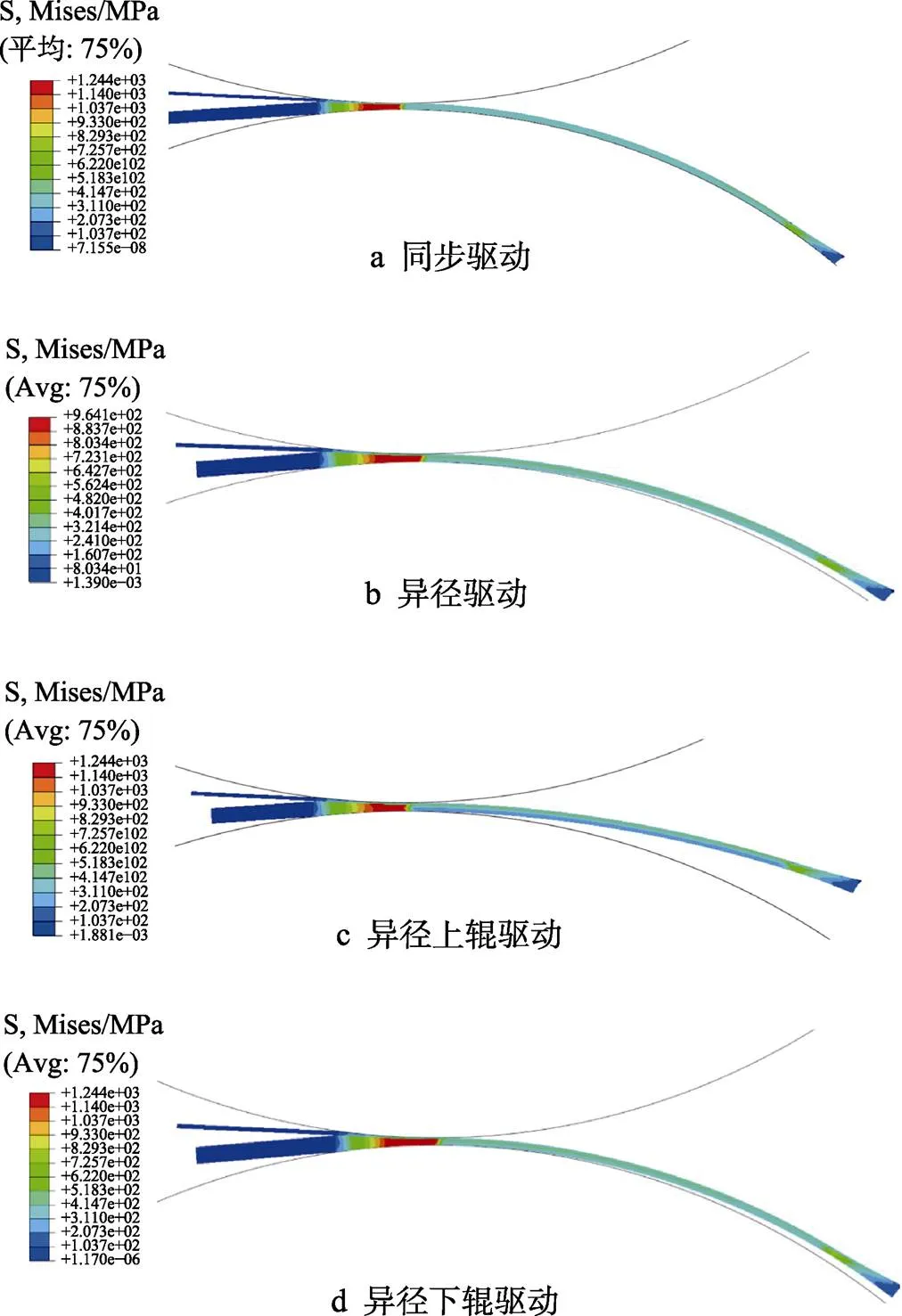
圖9 單輥驅(qū)動軋制鋁/鋼復(fù)合板
為分析單輥驅(qū)動軋制對制備鋁/鋼復(fù)合板變形協(xié)調(diào)性的影響,提取各接觸面的應(yīng)力值,如圖10所示。上輥驅(qū)動的軋制過程中,軋輥線速度的不同(主動輥的線速度大于從動輥的線速度)會影響軋制區(qū)軋件中性點的位置。由圖10a中軋向應(yīng)力分布可知,在軋輥出口處,與軋輥接觸的鋁層和鋼層分別受到較小的軋向壓應(yīng)力和拉應(yīng)力。由圖10b剪應(yīng)力分布可知,鋁層接觸的上側(cè)軋輥作主驅(qū)動輥時,鋁層和軋輥的接觸面中性點(剪應(yīng)力等于0)位置靠近軋輥近出口處,即中性點前移,下側(cè)軋輥的軋制線速度較小,與其接觸的鋼層速度大于軋輥速度的區(qū)域變長,即中性點后移;鋼鋁接觸界面的鋁層中性點同樣前移,軋制中雙金屬的接觸界面所受到的摩擦力大小相等,方向相反,故接觸界面鋼層的中性點與鋁層中性點位置重合,界面實現(xiàn)復(fù)合的區(qū)域靠近軋輥出口。
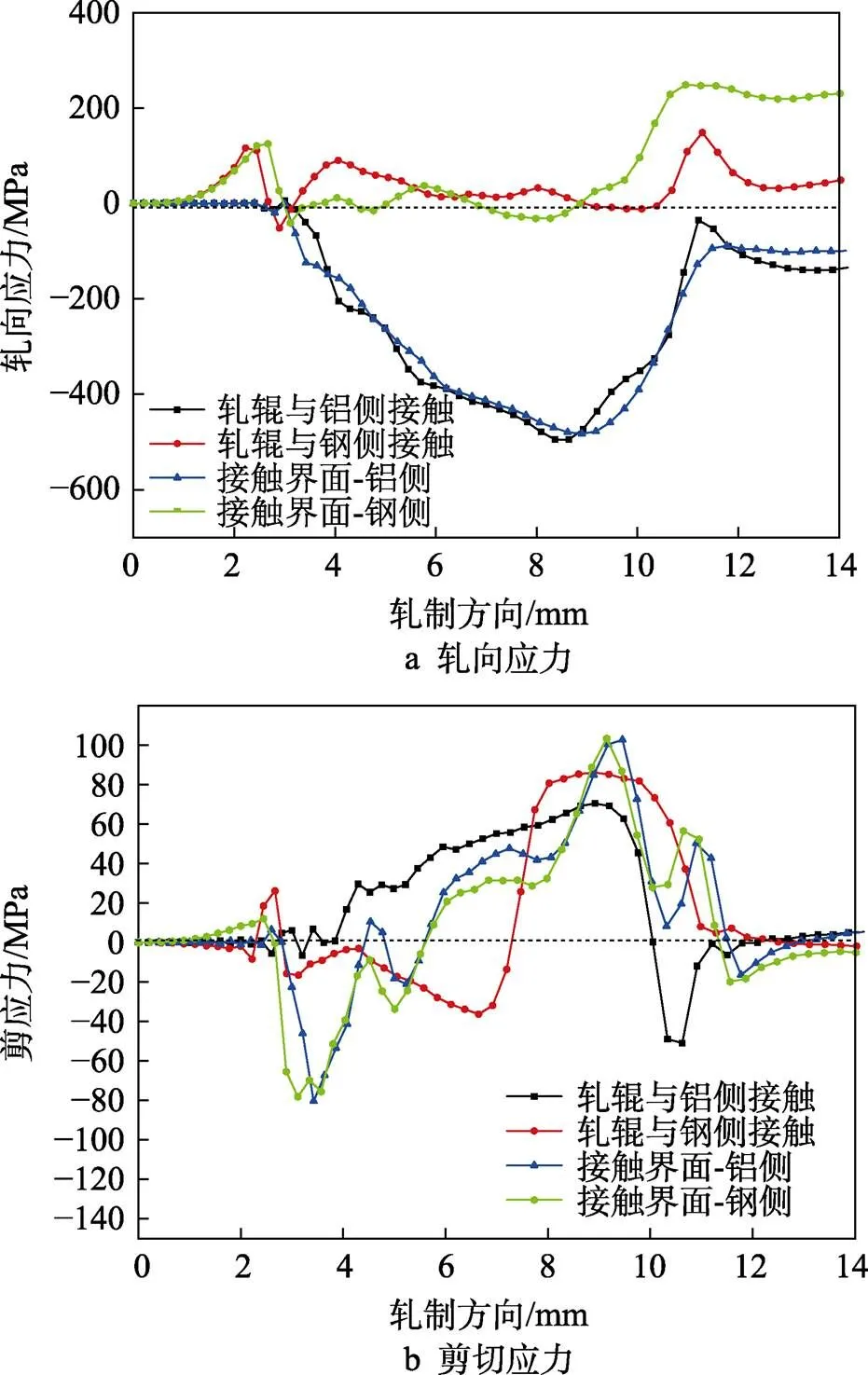
圖10 上輥驅(qū)動各接觸界面應(yīng)力
下輥作為主輥驅(qū)動時提取的各接觸面應(yīng)力分布如圖11所示,由圖11a中軋向應(yīng)力分布可知,在軋輥出口處,與軋輥接觸的鋁層和鋼層分別受到較大的軋向壓應(yīng)力和拉應(yīng)力。由圖11b的剪應(yīng)力分布可知,上側(cè)軋輥為從動輥時線速度較小,與其接觸的鋁層速度較大于軋輥速度的區(qū)域變大,中性點后移;同理鋼層接觸的下側(cè)軋輥作為主動輥驅(qū)動時,下側(cè)軋輥和鋼層接觸面中性點前移。界面的中性點主要受到鋁層的影響,故在接觸界面的中性點同樣后移,界面實現(xiàn)復(fù)合的區(qū)域遠(yuǎn)離軋輥出口,這與上軋輥單驅(qū)動結(jié)果相反,分析認(rèn)為:復(fù)合區(qū)長度的增加加劇了鋁板變形以及鋼板的牽制作用。
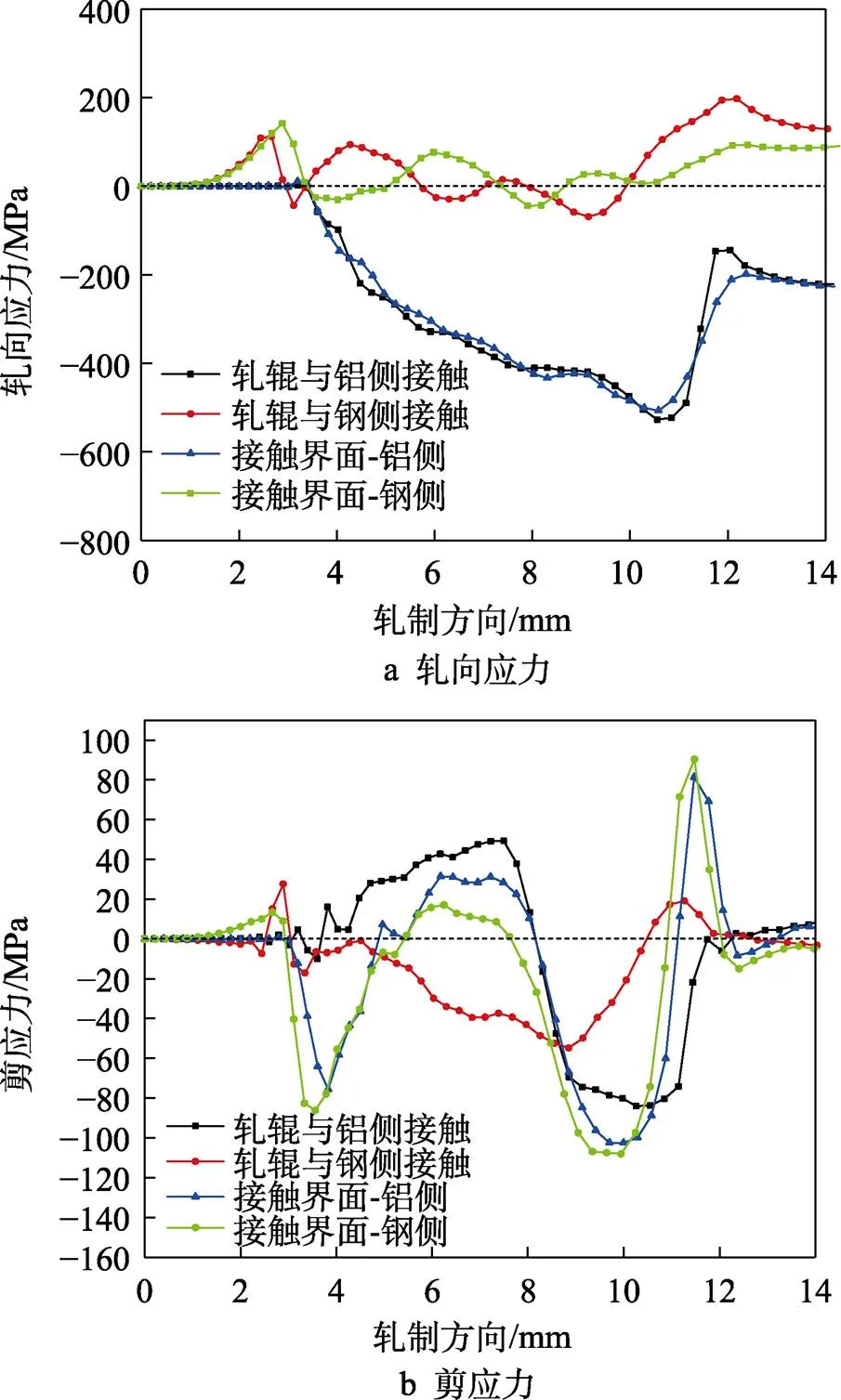
圖11 下輥驅(qū)動各接觸面應(yīng)力
提取上、下單輥驅(qū)動軋輥中心連線=0處截面的軋制方向應(yīng)力分布如圖12所示。上輥驅(qū)動時,鋁層受到的軋制方向壓應(yīng)力較小,這是由于鋁層直接與主動軋輥相接觸,對鋁層金屬的流動有促進(jìn)作用。當(dāng)軋件離開輥縫后不再受到外力作用,厚度方截面所受的力和力矩應(yīng)當(dāng)為0。隨著軋制過程的進(jìn)行,為滿足外力為0的結(jié)果,軋輥中軋件所受應(yīng)力離開軋輥后部分應(yīng)力會逐漸釋放,沿軋制方向受壓處會逐漸延伸,受拉處會逐漸緊縮,從而使軋件逐漸向鋼側(cè)彎曲。上單輥驅(qū)動時,在軋件離開輥縫時截面彎矩值較小,在其他軋制條件相同的情況下,相比下單輥驅(qū)動,軋制后的鋁/鋼復(fù)合板變形協(xié)調(diào)性更好。
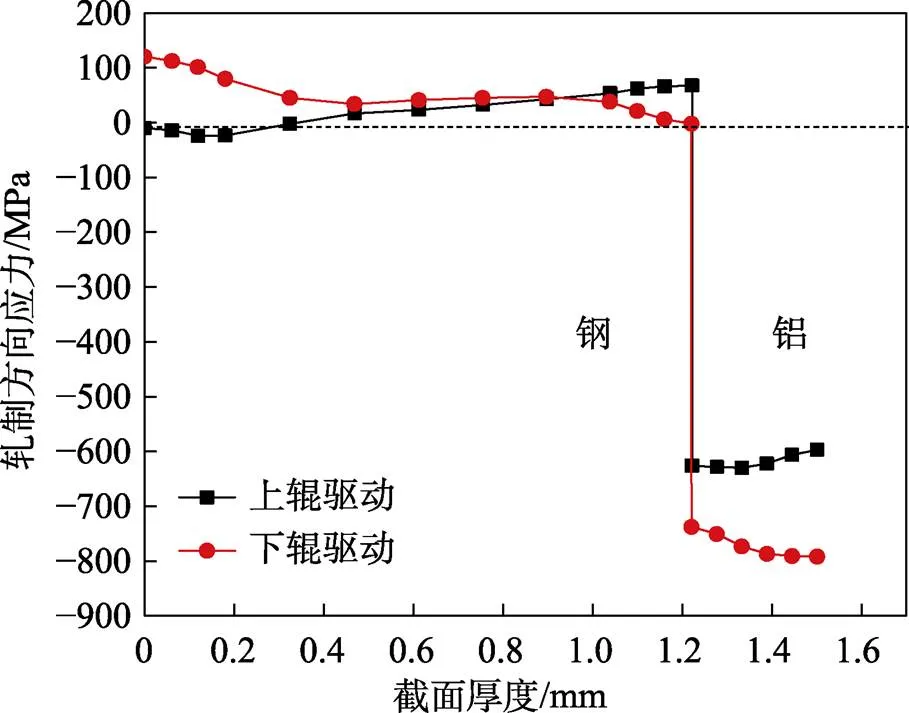
圖12 單輥驅(qū)動截面х=0處軋制方向應(yīng)力
2 鋁/鋼復(fù)合板軋制實驗與結(jié)果對比
文中實驗為冷軋制備鋁/鋼復(fù)合板,實驗材料選擇了厚度為0.5 mm的5052鋁板與厚度為2 mm的Q195鋼板,均沿軋制方向取矩形尺寸為50 mm′30 mm。實驗前用180目砂紙打磨去除氧化層,并用酒精和丙酮去除表面油污,并迅速吹干表面組坯,再將鋼板和鋁板的一端,在鉆床上進(jìn)行鉆孔,壓下率為60%時,軋后實驗和模擬結(jié)果如圖14所示,實驗結(jié)果與有限元模型基本一致(實驗測量單元格間距為1 mm)。對板型翹曲度情況進(jìn)行描述,計算公式見式(3),翹曲測量如圖13所示。
式中:為特定部分的翹曲度;為翹曲量,目標(biāo)與參考對象之間的最大距離;為標(biāo)在參考對象上的指定投影。
對實驗所制備的鋁/鋼復(fù)合板進(jìn)行剝離試驗,剝離示意圖及剝離強(qiáng)度曲線如圖15所示,平均剝離強(qiáng)度如式(4)所示。異徑和同徑雙輥同時驅(qū)動時,復(fù)合板的結(jié)合強(qiáng)度分別為13.6 N/mm和5.1 N/mm。上、下側(cè)單輥驅(qū)動時,測量復(fù)合板的結(jié)合強(qiáng)度分別為34.2 N/mm和29.5 N/mm。由測得的剝離強(qiáng)度可知,單側(cè)輥驅(qū)動時比同步和異徑軋制時制備的鋁/鋼復(fù)合板剝離強(qiáng)度大,且上軋輥驅(qū)動時制備的鋁/鋼復(fù)合板剝離強(qiáng)度最大。
測得的翹曲度和剝離強(qiáng)度的關(guān)系成如圖16所示,實驗制備的雙金屬復(fù)合板隨著翹曲度減小,變形協(xié)調(diào)性增加,界面剝離強(qiáng)度增大,結(jié)合強(qiáng)度增高。對比異徑與同徑驅(qū)動,異徑單輥驅(qū)動軋制更有利于復(fù)合板變形協(xié)調(diào)。鋁/鋼復(fù)合板數(shù)值模擬翹曲度數(shù)值與實驗軋后測得數(shù)值基本一致,誤差范圍為10%。
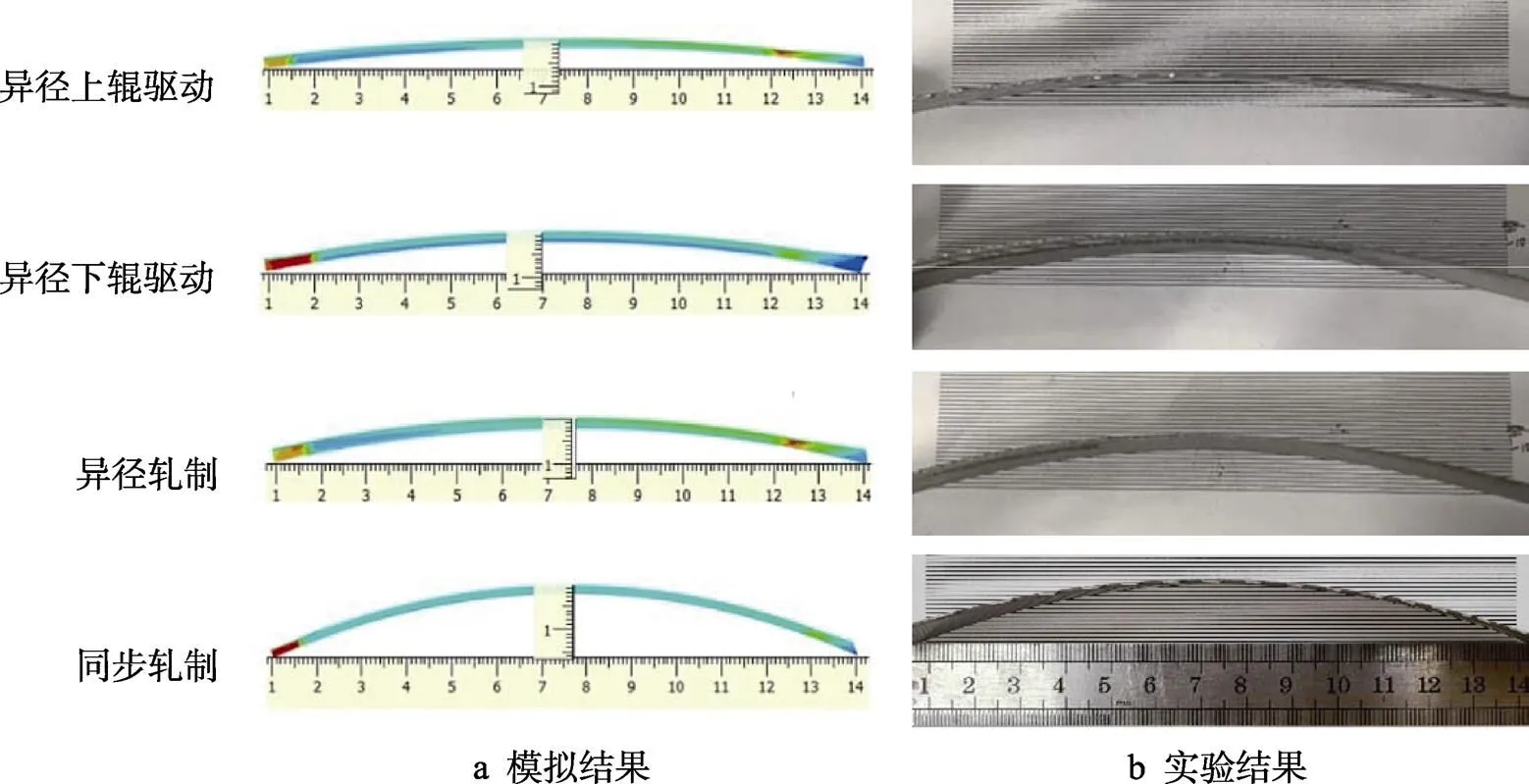
圖14 軋后實驗和模擬結(jié)果對比
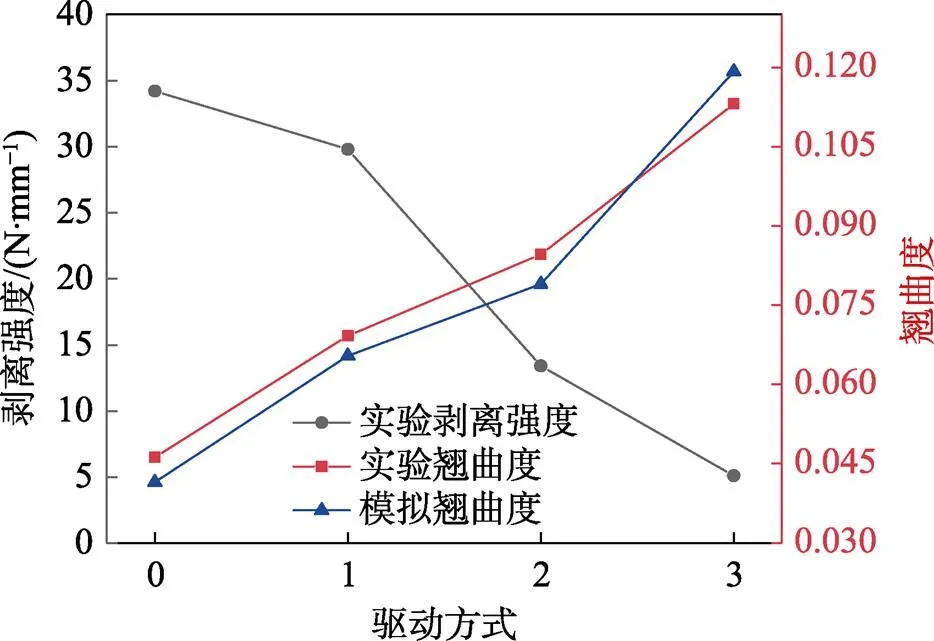
注:橫坐標(biāo)0為異徑上輥驅(qū)動;1為異徑下輥驅(qū)動;2為異徑雙輥驅(qū)動;3為同徑雙輥驅(qū)動
3 結(jié)論
1)使用ABAQUS子程序Fric二次開發(fā),設(shè)定軋制過程中雙金屬接觸界面出現(xiàn)的“粘著”接觸狀態(tài)作為判斷雙金屬復(fù)合的判據(jù),該數(shù)值模擬方式可以實現(xiàn)軋制過程中雙金屬接觸面由“分離”到“復(fù)合”的過程,通過模擬可成功預(yù)測軋后復(fù)合板翹曲度。
2)鋁鋼軋制時,雙金屬界面實現(xiàn)復(fù)合的位置越靠近軋輥出口,復(fù)合后的雙金屬界面間的剪應(yīng)力越小且沿厚度方向所受彎矩越小,制備的鋁/鋼復(fù)合板變形協(xié)調(diào)性越好。
3)與鋁側(cè)接觸的軋輥為主動輥驅(qū)動時,更有利于提高鋁/鋼復(fù)合板變形協(xié)調(diào)性,軋后復(fù)合板更平直且結(jié)合強(qiáng)度更高。
[1] 汪毅聰, 張浪, 肖虎, 等. 鑄造法制備金屬陶瓷/鋼基覆層材料的組織及性能[J]. 特種鑄造及有色合金, 2020, 40(6): 664—667.
WANG Yi-cong, ZHANG Lang, XIAO Hu, et al. Microstructure and Properties of Cermet/Steel-Based Cladding Materials Prepared by Casting Method[J]. Special Casting and Nonferrous Alloys, 2020, 40(6): 664—667.
[2] LEE J, LEE S, LEE J, et al. Change of Microstructure and Hardness of Duo-Casted Al3003/Al4004 Clad Material during Extrusion Process[J]. Metals, 2020, 10(12): 1648.
[3] UACJ Corporation. Patent Issued for Aluminum-Alloy Clad Material and Method of Manufacturing the Same (USPTO 10, 640, 852)[J]. News of Science, 2020(4): 852.
[4] TETSUYUKI I, HIROSHI U, RYO M. Finite Element Analysis of Plastic Instability Phenomenon in Cold Rolling of Clad Sheets[J]. Procedia Engineering, 2017, 184: 306—312.
[5] RICE M C, FLEISCHER C A, ZUPAN M. Study on the Collapse of Pin-Reinforced Foam Sandwich Panel Cores[J]. Experimental Mechanics, 2006, 46(2): 197—204.
[6] 王沖, 王立穎, 趙鶴群, 等. 鋼鋁復(fù)合板梁式結(jié)構(gòu)在車體上的應(yīng)用[J]. 科技信息, 2012(35): 140.
WANG Chong, WANG Li-ying, ZHAO He-qun, et al. Application of Steel and Aluminum Composite Plate Beam Structure on Car Body[J]. Science and Technology Information, 2012(35): 140.
[7] 許愛軍, 萬海峰, 梁春祖, 等. 低溫鈦合金材料應(yīng)用現(xiàn)狀及發(fā)展趨勢[J]. 精密成形工程, 2020, 12(6): 145—156.
XU Ai-jun, WAN Hai-feng, LIANG Chun-zu, et al. Application Status and Development Trend of Low Temperature Titanium Alloy Materials[J]. Journal of Netshape Forming Engineering, 2020, 12(6): 145—156.
[8] 劉崗. 鋼鋁復(fù)合軌在北京市軌道交通大興線工程中的應(yīng)用[J]. 鐵道標(biāo)準(zhǔn)設(shè)計, 2011(1): 119—122.
LIU Gang. Application of Steel and Aluminum Composite Rail in Beijing Metro Da Xing Line Project[J]. Railway Standard Design, 2011(1): 119—122.
[9] 董成材, 周海濤, 李雪健, 等. SiCp/AZ91復(fù)合材料大口徑管材的熱擠壓成形研[J]. 精密成形工程, 2020, 12(5): 53—58.
DONG Cheng-cai, ZHOU Hai-tao, LI Xue-jian, et al. Research on Hot Extrusion Forming of Large Diameter SiCp/AZ91 Composite Pipe[J]. Journal of Netshape Forming Engineering, 2020, 12(5): 53—58.
[10] 韓海東, 張鵬, 杜云慧, 等. 鋼背鋁基軸瓦材料復(fù)合新工藝探索[J]. 內(nèi)燃機(jī)配件, 2008(3): 18—21.
HAN Hai-dong, ZHANG Peng, DU Yun-hui, et al. New Technology Exploration of Steel Back Aluminum Base Shaft Shingle Material Composite[J]. Internal Combustion Engine Accessories, 2008(3): 18—21.
[11] 李奇涵, 王寶中, 高嵩, 等. 高強(qiáng)鋼-鋁合金材料的流動應(yīng)力模型研究及應(yīng)用[J]. 精密成形工程, 2021, 13(4): 121—126.
LI Qi-han, WANG Bao-zhong, GAO Song, et al. Study on Flow Stress Model of High-Strength Steel and Aluminum Alloy in Clinching[J]. Journal of Netshape Forming Engineering, 2021, 13(4): 121—126.
[12] 代付榮. 鎳-鋼復(fù)合板復(fù)層裂紋開裂成因及解決方法[J]. 中國化工裝備, 2019, 21(1): 23—26.
DAI Fu-rong. Causes and Solutions of Crack in Nickel-Steel Cladding Plate[J]. China Chemical Equipment, 2019, 21(1): 23—26.
[13] 侯美伶, 張艷, 孔祥偉, 等. SA387Gr11CL2低碳合金鋼150 mm復(fù)合板調(diào)質(zhì)分層開裂原因分析和工藝改進(jìn)[J]. 特殊鋼, 2020, 41(2): 28—31.
HOU Mei-ling, ZHANG Yan, KONG Xiang-wei, et al. Analysis and Process Improvement of Stratification Cracking of SA387GR11Cl2 Low Carbon Alloy Steel Plate[J]. Special Steel, 2020, 41(2): 28—31.
[14] 商存亮, 饒靜, 楊立慶, 等. 薄規(guī)格特殊鋼軋后板形研究與探討[J]. 金屬材料與冶金工程, 2019, 47(4): 38—41.
SHANG Cun-liang, RAO Jing, YANG Li-qing, et al. Research and Discussion on Sheet Shape of Thin Special Steel After Rolling[J]. Metal Materials and Metallurgical Engineering, 2019, 47(4): 38—41.
[15] 陳芳育, 李進(jìn), 邱瑋楨, 等. 基于Python的ABAQUS二次開發(fā)在復(fù)合材料層合板沖擊建模中的應(yīng)用[J]. 裝備環(huán)境工程, 2020, 17(9): 1—6.
CHEN Fang-yu, LI Jin, QIU Wei-zhen, et al. Application of Python-Based ABAQUS Secondary Development in Impact Modeling of Composite Laminates[J]. Equipment Environmental Engineering, 2020, 17(9): 1—6
Simulation and Experimental Study on Finite Element Secondary Development of Aluminum/Steel Rolling Composite
GAO Bo-xing, ZOU De-kun, XIE Hong-biao, XIAO Hong, ZHU Yu-fei
(National Engineering Research Center for Equipment and Technology of Cold Strip Rolling, Yanshan University, Qinhuangdao 066004, China)
The work aims to study the influence of the same diameter and different diameter of the roll and the single roll drive on the coordinated deformation and the bonding strength of the composite plate, so as to solve the large difference in properties between aluminum and steel, the serious deformation incoordination and low bonding strength in rolling compound. Through secondary development of finite element modeling, the plate warpage mechanism was analyzed in combination with synchronous and asynchronous rolling experiment. The roller in contact with the aluminum plate as the main driving roller could make the plate deformation more coordinated. The bonding strength was higher. The deformation warpage was 0.048 and the bonding strength was 34.2 MPa. When the roll contacting the aluminum side is driven, the position of bimetal interface is closer to the exit of the roll. Moreover, the shear stress and bending moment between the composited bimetal interfaces are smaller. Aluminum/steel composite plate prepared by this method has better deformation coordination and higher bonding strength.
aluminum/steel composite plate; deformation compatibility; ABAQUS; mechanism analysis; bonding strength
10.3969/j.issn.1674-6457.2021.06.007
TG335.81
A
1674-6457(2021)06-0056-08
2021-07-06
國家重點研發(fā)計劃(2018YFA0707302);河北省鋼鐵聯(lián)合基金(E2019203466)
高勃興(1995—),男,碩士生,主要研究方向為金屬復(fù)合材料異溫異步軋制及變形協(xié)調(diào)性。
謝紅飆(1970—),男,博士,副教授,主要研究方向為復(fù)合材料軋制理論與技術(shù)。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
當(dāng)代陜西(2020年13期)2020-08-24 08:22:02
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
制造技術(shù)與機(jī)床(2017年5期)2018-01-19 02:49:17
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
濰坊學(xué)院學(xué)報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04
機(jī)械工程師(2015年10期)2015-02-02 01:14:03
機(jī)電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24