探討數(shù)控刀具智能制造及技術(shù)
2021-12-14 08:05:56王云志
科學(xué)技術(shù)創(chuàng)新 2021年34期
關(guān)鍵詞:效率
王云志
(昌黎縣職業(yè)技術(shù)教育中心,河北秦皇島 066600)
1 數(shù)控刀具智能制造及技術(shù)
1.1 刀具數(shù)控加工操作流程
在刀具數(shù)控加工工藝中,在加工某種零部件的時(shí)候,首先,需要全面分析零件圖,明確工件的幾何形狀以及工藝要求。其次,確定零件的數(shù)控加工內(nèi)容以及工藝路線(xiàn)。再次,計(jì)算相關(guān)數(shù)值,根據(jù)數(shù)控機(jī)床的不同編寫(xiě)相應(yīng)的程序,并且將程序輸入到機(jī)床中,最后實(shí)現(xiàn)圖形模擬,以便對(duì)編程的正確與否進(jìn)行驗(yàn)證。對(duì)該過(guò)程的優(yōu)化控制,能夠縮短機(jī)械加工時(shí)間,提高加工效率。如圖1 所示為數(shù)控機(jī)械加工優(yōu)化流程圖。

圖1 數(shù)控加工優(yōu)化流程圖
為了能夠提高數(shù)控機(jī)械加工效率,就需要技術(shù)人員完善架構(gòu)設(shè)計(jì),以此來(lái)最大限度保障操作系統(tǒng)的性能。值得注意的是,自身硬件條件會(huì)影響到操作系統(tǒng)的性能,因此,需要科學(xué)設(shè)置數(shù)控機(jī)床的操作流程和操作系統(tǒng),只有使用高標(biāo)準(zhǔn)的硬件條件,才能夠提高數(shù)控機(jī)械加工效率。
1.2 機(jī)床刀具的選擇
為了能夠提高數(shù)控機(jī)械加工效率,就需要選用合理的刀具,如表1 所示為不同直徑刀具對(duì)切割面積產(chǎn)生的影響。

表1 不同的刀具直徑對(duì)切割面積的影響
由以表1 為依據(jù)選擇合理的刀具直徑,能夠最大限度保障機(jī)械加工效率。
在開(kāi)展數(shù)控機(jī)械加工作業(yè)的過(guò)程中,對(duì)切削類(lèi)型的使用較為常見(jiàn)。相關(guān)調(diào)查研究表明,切削型數(shù)控加工占到了整個(gè)數(shù)控機(jī)械加工的2/3 以上。為了能夠提高數(shù)控機(jī)械加工效率,就需要使用科學(xué)合理的機(jī)床刀具,充分發(fā)揮出切削型數(shù)控機(jī)械的效用。對(duì)于批量較小的產(chǎn)品的生產(chǎn)加工,由于機(jī)械切削耗用的時(shí)間比較短,會(huì)使其余的數(shù)控機(jī)械設(shè)備處于待機(jī)狀態(tài),因此,為了能夠提高數(shù)控加工效率,就需要優(yōu)化切削時(shí)間。比如,通過(guò)降低數(shù)控機(jī)械的待機(jī)時(shí)間來(lái)增加切削時(shí)間,從而達(dá)到提高數(shù)控機(jī)械性能的目的,這樣一來(lái)也能夠控制生產(chǎn)時(shí)間,優(yōu)化數(shù)控機(jī)械加工效率[4]。同時(shí),由于刀具直徑不同,和刀具材料不同,因此,就會(huì)使切割面積存在一定的差異。
1.3 刀具切削性能研究
當(dāng)前設(shè)計(jì)出多種有限元仿真切削軟件,其中在刀具切削加工中應(yīng)用最廣泛的有限元仿真軟件是Deform-3D[2]。此軟件通過(guò)應(yīng)用加工過(guò)程中的熱力耦合原理,進(jìn)行綜合分析切削力和切削熱等現(xiàn)象,在數(shù)據(jù)運(yùn)算過(guò)程中將自動(dòng)觸發(fā)網(wǎng)格實(shí)現(xiàn)重畫(huà),進(jìn)一步提升網(wǎng)格系統(tǒng)效果,以獲取更精確仿真數(shù)據(jù)。其仿真數(shù)據(jù)運(yùn)算流程如圖2 所示。

圖2 Deform 切削仿真過(guò)程
1.4 幾何模型的建立
需要根據(jù)制作廠家所設(shè)計(jì)的相關(guān)圖紙,采用相應(yīng)的刀具模擬軟件(通常采用德國(guó)瓦爾特五軸磨床系統(tǒng)),根據(jù)所采集的設(shè)計(jì)參數(shù)能夠自動(dòng)完成刀具的模擬幾何模型,再通過(guò)應(yīng)用UG 三維軟件構(gòu)建相關(guān)工件的模擬幾何模型。再由所構(gòu)建的幾何模型通過(guò)相關(guān)軟件的轉(zhuǎn)換,最終以STL 文件格式導(dǎo)入到Deform-3D中。
1.5 網(wǎng)格劃分
通常應(yīng)用Deform-3D 軟件進(jìn)行網(wǎng)格劃分,有兩種劃分形式:相對(duì)網(wǎng)格和絕對(duì)網(wǎng)格。在軟件系統(tǒng)中按照相應(yīng)參數(shù)設(shè)置相對(duì)網(wǎng)格,相對(duì)網(wǎng)格數(shù)據(jù)參數(shù)及數(shù)量均需用戶(hù)指定,但在網(wǎng)格劃分過(guò)程中,其尺寸規(guī)格均會(huì)產(chǎn)生變化,其會(huì)受到工件形狀的變化而產(chǎn)生相應(yīng)變化。即網(wǎng)格的大小會(huì)隨著工件的形狀改變而產(chǎn)生變化,但客戶(hù)指定的網(wǎng)格數(shù)量卻是固定不變的;而絕對(duì)網(wǎng)格的數(shù)量是由軟件系統(tǒng)根據(jù)工件形而自動(dòng)生產(chǎn)的,網(wǎng)格的尺寸固定不變,網(wǎng)格的尺寸是由工件外形特征的最小尺寸進(jìn)行設(shè)置,網(wǎng)格數(shù)量的多少隨著工件的形狀的復(fù)雜而變化,即越復(fù)雜網(wǎng)格數(shù)量越多,能夠更精確的對(duì)工件表面外形進(jìn)行描述,能夠進(jìn)一步深化工件模擬的精確度,因此本次仿真網(wǎng)格劃分采取的是絕對(duì)網(wǎng)格方式[3]。
1.6 材料本構(gòu)模型的建立
近年來(lái),很多學(xué)者為研究材料的變形問(wèn)題,對(duì)材料本構(gòu)方程的模型進(jìn)行了大量的研究,由于很多本構(gòu)方程過(guò)于復(fù)雜,難以在現(xiàn)場(chǎng)加工和有限元仿真上廣泛應(yīng)用,因此主要有三種材料本構(gòu)模型在仿真方面有著廣泛的應(yīng)用,分別是Zerili-Armstrong 本構(gòu)方程、Johnson-Cook 本構(gòu)方程和Bodner-Partom 本構(gòu)方程。參數(shù)和公式如圖3 所示。
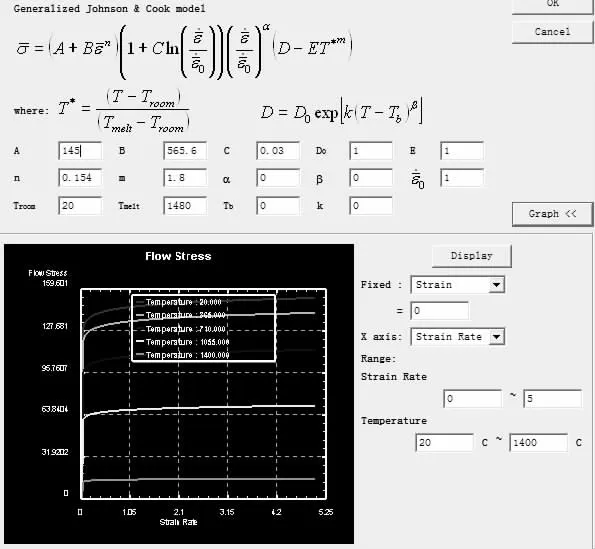
圖3 材料本構(gòu)模型的參數(shù)設(shè)置
1.7 銑削的仿真分析
本次仿真計(jì)算可以及借用刀具與工件表面不同的摩擦系數(shù)來(lái)近似反映表面粗糙度值對(duì)切削溫度和切削力的影響。仿真數(shù)據(jù)如表2 所示,在相同的切削參數(shù)下,刀具表面粗糙度值越低,切削溫度就越低,是由于表面粗糙度加工產(chǎn)生的摩擦熱就多;切削力雖有變化,考慮到仿真與實(shí)際加工的差別,切削力的變化并不明顯[4]。

表2 Deform 3D 仿真數(shù)據(jù)
1.8 機(jī)床刀具切削
在開(kāi)展數(shù)控機(jī)械加工作業(yè)的過(guò)程中,對(duì)切削類(lèi)型的使用較為常見(jiàn)。相關(guān)調(diào)查研究表明,切削型數(shù)控加工占到了整個(gè)數(shù)控機(jī)械加工的2/3 以上。為了能夠提高數(shù)控機(jī)械加工效率,就需要使用科學(xué)合理的機(jī)床刀具,充分發(fā)揮出切削型數(shù)控機(jī)械的效用。對(duì)于批量較小的產(chǎn)品的生產(chǎn)加工,由于機(jī)械切削耗用的時(shí)間比較短,會(huì)使其余的數(shù)控機(jī)械設(shè)備處于待機(jī)狀態(tài),因此,為了能夠提高數(shù)控加工效率,就需要優(yōu)化切削時(shí)間。比如,通過(guò)降低數(shù)控機(jī)械的待機(jī)時(shí)間來(lái)增加切削時(shí)間,從而達(dá)到提高數(shù)控機(jī)械性能的目的,這樣一來(lái)也能夠控制生產(chǎn)時(shí)間,優(yōu)化數(shù)控機(jī)械加工效率[4]。同時(shí),由于刀具直徑不同,和刀具材料不同,因此,就會(huì)使切割面積存在一定的差異。圖4 為車(chē)刀示意圖。為了能夠提高數(shù)控機(jī)械加工效率,就需要選用合理的刀具。
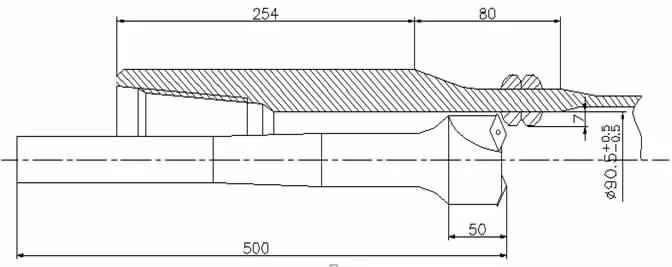
圖4 車(chē)刀示意圖
1.9 編制程序
切削用量主要有進(jìn)給速度、切削速度以及背吃刀量等[5]。其中,背吃刀量的確定必須控制工件表面的粗糙度在Ra0.8μm~3.2μm 范圍內(nèi),并且要將數(shù)控加工分為粗加工、精加工和半精加工。半精加工和精加工的背吃刀量分為別1.5mm~20mm 和0.3mm~0.5mm。由于進(jìn)給速度直接決定著數(shù)控機(jī)械的加工質(zhì)量和加工效率,所以,需要確保進(jìn)給速度科學(xué)合理。
背吃刀量的計(jì)算公式為:背吃刀量=(工件待加工表面直徑-工件已加工表面直徑)/2
進(jìn)給速度=進(jìn)給量×主軸轉(zhuǎn)速
其中主軸轉(zhuǎn)速=1000×切削速度÷π×工件直徑
由此可見(jiàn),影響數(shù)控機(jī)床切削效率的因素主要有進(jìn)給量和切削速度,從計(jì)算公式可以得知,提高進(jìn)給量和切削速度,能夠保障切削效率。
根據(jù)數(shù)控機(jī)械加工具有自動(dòng)化以及智能化的特點(diǎn),而且這些特點(diǎn)需要通過(guò)計(jì)算機(jī)控制系統(tǒng)來(lái)實(shí)現(xiàn),所以,對(duì)計(jì)算機(jī)編程的研究能夠在一定程度上影響到數(shù)控機(jī)械加工效率。為了能夠提高數(shù)控機(jī)械加工效率,就需要強(qiáng)化數(shù)控編程開(kāi)發(fā)研究力度。在數(shù)控程序的設(shè)計(jì)上,必須合理設(shè)置相關(guān)參數(shù),使數(shù)控機(jī)床處于穩(wěn)定的運(yùn)行狀態(tài)。在確定各工序的切削用量的時(shí)候,需要數(shù)控編程人員以指令的形式將其編寫(xiě)到程序中。
2 結(jié)論
總而言之,在機(jī)械制造中全面應(yīng)用數(shù)控加工技術(shù)能夠取得良好的應(yīng)用效果,提高整個(gè)機(jī)械加工效率,保障產(chǎn)品的質(zhì)量,為企業(yè)轉(zhuǎn)型升級(jí)奠定良好的基礎(chǔ),增強(qiáng)整個(gè)企業(yè)的經(jīng)濟(jì)效益。由此可見(jiàn),在我國(guó)生產(chǎn)制造業(yè)中數(shù)控加工技術(shù)發(fā)揮著重要作用,因此,相關(guān)工作人員需要深入分析該項(xiàng)技術(shù),積極創(chuàng)新數(shù)控加工技術(shù),使數(shù)控加工技術(shù)能夠高效應(yīng)用于其他領(lǐng)域中,進(jìn)一步推動(dòng)機(jī)械制造業(yè)的健康可持續(xù)發(fā)展。
猜你喜歡
瘋狂英語(yǔ)·初中天地(2021年5期)2021-07-21 02:24:28
甘肅教育(2020年14期)2020-09-11 07:57:42
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2020年5期)2020-06-02 09:19:08
商周刊(2017年9期)2017-08-22 02:57:49
遼寧經(jīng)濟(jì)(2017年6期)2017-07-12 09:27:16
中國(guó)衛(wèi)生(2016年9期)2016-11-12 13:27:54
時(shí)代英語(yǔ)·高二(2015年1期)2015-03-16 00:08:11
中國(guó)洗滌用品工業(yè)(2015年7期)2015-02-28 19:02:38
電子設(shè)計(jì)工程(2015年12期)2015-02-27 12:06:10
中國(guó)衛(wèi)生(2014年11期)2014-11-12 13:11:32