基于運動學仿真分析的泡罩包裝機沖切模組設計
2021-12-14 08:05:56劉長江孔朵朵鄒瑤瑤
科學技術創新 2021年34期
關鍵詞:設計
劉長江 孔朵朵* 鄒瑤瑤
(1、溫州職業技術學院,浙江溫州 3250002、浙江明天機械有限公司,浙江瑞安 325207)
隨著我國科學技術的不斷進步,包裝機械得到了飛速的發展。目前泡罩包裝機正由第2 第3 代逐漸的朝著第4 代過渡,第4 代的表現為全伺服、具有標準可拓展軟硬件、在線集成、分布式智能等特點,體現了設備運行的智能化[1]。目前我國先進的泡罩包裝機已經具備了第4 代的特征,以國產DPH-268S 全伺服高速泡罩包裝機為例:機器采用全伺服控制,配備施耐德PLC控制系統,可以實現生產控制以及生產數據通過網絡傳輸到ERP 系統,并在系統中集成了自診斷、不同產品加工方法包裝過程在線適配功能,實現了設備分布式智能控制。
雖然國產泡罩包裝機已經跨越到第4 代,但第3 代的短板還沒有補齊,設備在整體運行速度上與國外設還具有較高的差距,目前國外先進設備產量可達600~1300 板/min,國內設備普遍在300~700 板/min,造成以上差距的原因有:橫向尺寸差距、加熱成型速度、藥品充填速度、熱封速度、批號打印速度、橫撕裂速度、沖裁成型速度等,其中批號打印、橫撕裂、沖切往往在一個模組上完成統稱為沖切模組。該模組通常采用曲柄滑塊、齒輪、凸輪組合機構進行完成,機構簡單、可靠、成本較低,通過往復運動完成壓痕、橫撕裂和沖裁。但同時該機構還存在運行效率低、運行過程中慣量較大、易磨損、振動大等缺點,采用運動學仿真分析方法對沖切模組進行設計可以避免設計的盲目性,為設計以及選型提供依據。
1 模組設計要求與原理
1.1 模組設計要求
泡罩包裝機主要通過PVC、PVCD、ACLAK、PP 等材料實現片劑、膠囊、栓劑或其他食品、玩具、機電配件的包裝,滿足以上物品小劑量儲存使用需求[2]。設備通過薄膜放卷-加熱-泡罩成型-藥品填充-超聲波檢測-鋁箔熱封-批號打印-橫撕裂-板塊沖裁-分揀-裝盒等工序完成產品的包裝,其中批號打印、橫撕裂、板塊沖裁三個工序均通過往復運動機構實現成型,且工序集中,并要求具有一致的工作節拍,可以采用一體化設計。沖切模組作為泡罩包裝機的一個重要部件,提出以下設計要求。
(1)滿足工序要求,泡罩包裝機工作過程中物料以及包裝材料始終貫穿其中,要滿足工序要求,打批號、橫撕、沖切三個工序一般依次實現,在設計上有一定的連續性。
(2)滿足節拍一致要求,為了實現較高的加工效率設備的一個動停節拍內三個工序同時進行。
(3)滿足慣性沖擊較小要求,模組在運行過程中存在較大慣性力,對設備造成沖擊,對設備的壽命有嚴重的影響,合理的設計可以通過慣性力抵消以及平衡裝置設計減小沖擊力。
(4)滿足結構緊湊要求,結構緊湊可以優化整機的布局。
(5)滿足經濟性要求,在滿足以上條件基礎之上,盡量減少電機和零件的數量以及零件制造難度、模組裝配難度。
1.2 模組機械原理設計
實現泡罩包裝機打批號、橫撕裂、沖切工序的機構方案有多種,為了滿足設計要求,本設計采用了兩個曲柄滑塊機構和一個凸輪機構通過齒輪組傳動的方式實現。橫撕裂與沖切裝置采用左右對稱布置,在運動過程中實現運動慣量的抵消,底部打批號裝置采用凸輪機構避免了模組整體慣量的增加。機構通過齒輪組實現一個電機進行驅動,保證了三個模組運動節拍的一致性,機構示意圖如圖1 所示。

圖1 模組機構示意圖
2 沖切機構運動學分與動力學分析
2.1 沖裁力計算
泡罩包裝機按照可裁切PVC 厚0.25mm 長≤270mm、可裁切PTP 厚0.02mm 長≤270mm 同時可以裁切3 片進行設計與計算。沖裁示意圖如圖2 所示。由于PTP 與PVC 均屬于較軟材質,依據經驗法計算沖裁間隙Z=(6%~8%)×t,t 為材料厚度,Z 取中間值為0.019mm[3]。

圖2 沖裁示意圖
沖裁力是落料或沖孔時材料對凸模的最大抵抗力,該力也是確定沖裁機構應具有的最小壓力。泡罩包裝機沖裁力計算公式為:

式中L 為沖裁輪廓線長度,單位mm;n 為同時沖裁片數;t1為PTP 厚度,單位mm;t2為PVC 厚度,單位mm;K 為安全系數,考慮到刃口鈍化、不均勻以及材料性能與厚度等因素的影響,取1.3;τ1為PTP 抗剪強度,單位MPa;τ2為PVC 抗剪強度,單位MPa。
國標規定泡罩包裝用鋁箔8079-H18(PTP)抗拉強度σb≤150MPa,藥用聚氯乙烯硬片(PVC)抗拉強度σb≥44MPa,為了保證設備的可靠性取聚氯乙烯抗剪強度為50MPa。根據材料抗拉與抗剪強度關系公式σb=1.3τ 計算可得τ1=115MPa、τ2=38MPa。板料厚度t1=0.02mm,t2=0.25mm,安全系數K=1.3,帶入公式計算可得F沖裁=12.43KN[4-5]。
2.2 沖裁機構運動學分析
本設計一次沖裁可獲得三板,要達到1200 板/min,可確定沖裁頻率n=400 次/min,考慮到設計、安裝、標準件等因素確定沖切模組沖程為H=18mm,從模組制造成本角度考慮出發選取沖切模組許用壓力角[α]=4.34°。圖3 為沖切機構示意圖,曲柄OA 長度為沖切模組行程的一半r=9mm,連桿AB 長度為l=r/sin[α]=119mm,滑塊行程為s,引入連桿系數λ=sin[α]。根據沖切機構運動規律可以得到沖切凸模位移、速度、加速的計算公式。
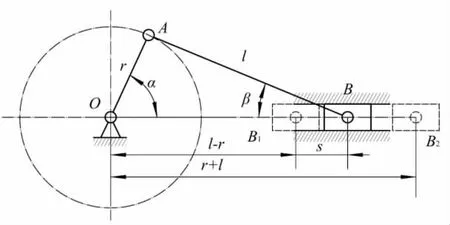
圖3 沖切機構曲柄滑塊模型
沖切凸模s—α 公式為:
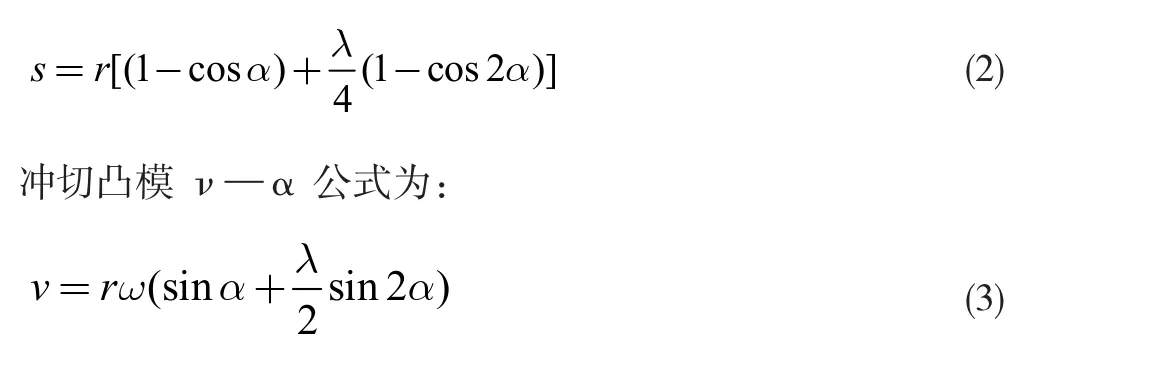
沖切凸模a—α 公式為:

繪制位移、速度、加速度曲線,如圖4。
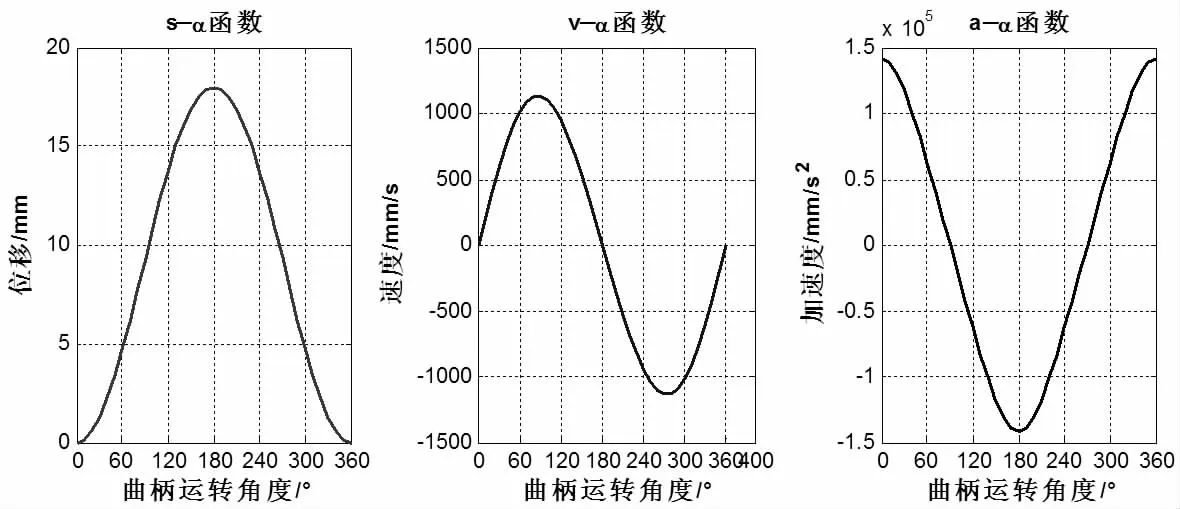
圖4 沖切機構運動曲線圖
2.3 沖裁機構動力學分析
對沖切機構進行受力分析,受力圖如圖5 所示,沖切凸模受力平衡FABcosβ=F,由于AB 連桿為二力桿,AB 桿對曲柄OA 在O 點的力與FAB方向大小都相等,根據曲柄OA 合力偶矩為零可知FABrsin(α+β)=M,建立力矩M 與力F 的關系:


圖5 沖切機構受力分析
沖切模組在沖切PVC 與PTP 薄片時所需F沖裁=12.43KN,設計安全系數取1.5,則設計壓力為18.65KN,根據設計經驗沖切模組設計壓力一般為標稱壓力的0.75 倍,通過計算可得沖切模組標稱壓力Fg=24.87KN。在沖切機構設計時通常當α 與機構許用壓力角[α]相等時,曲柄所需轉矩作為電機選取依據,用MgL表示。凸模沖切力大小為:

當F=Fg=24.87KN,計算可得MgL=18.22N.m,曲柄轉角α 與F 變化關系如圖6 所示。當曲柄轉角α 變小時,沖切模組向右運行,此時沖切模組受力先變小然后逐漸變大,當轉角α=[α]時,F 大小等于沖切模組標稱壓力,此時沖切模組開始進行沖切作業。
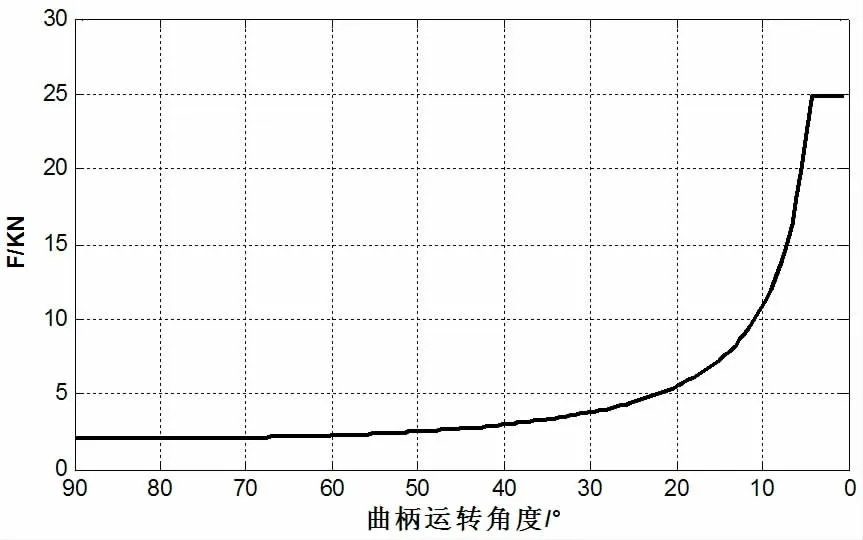
圖6 沖切機構轉角與凸模受力關系
3 模組電機選擇
沖切機構電機選擇按照模組一個周期內平均能量計算,其功率選取公式確定為:

式中A 為沖切模組一工作循環中消耗的能量,t 為沖切模組單次行程循環周期,k 為電動機選型功率與平均功率比值,由于沖切模組沖切頻率為400 次/min,取k=1.6。
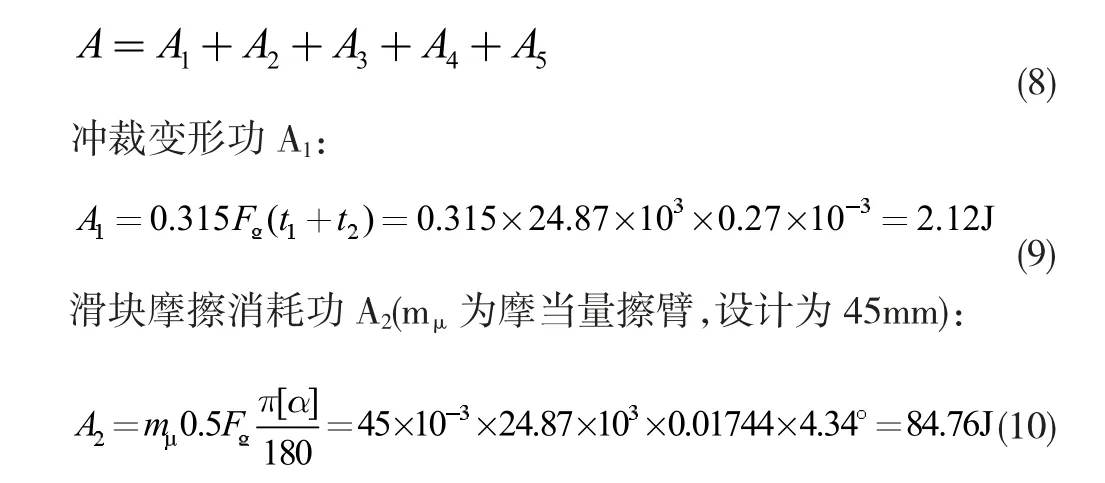
沖切模組彈性變形消耗功A3(開式壓力機垂直剛度推薦值Ck=400KN/mm):

滑塊空行程功A4(一般為沖切模組連續行程的10%~35%,此處選取為22.5%):

飛輪消耗功A5(一般為沖切模組連續行程的6%~30%,此處選取為18%):

計算可得沖切模組一工作循環消耗能量A=147.31J,為了保證設備的功率足夠,此處取三個模組消耗的功相同進行概算計算,并將齒輪的效率計算在內,齒輪的傳動效率取η=0.9。則模組電機的功率為:A5=18%A

選取380VYE2 系列5.5KW 三項異步交流電機,電機轉速2840r/min,減速電機選取R47 斜齒輪減速機,減速比為7.1。
4 基于運動學仿真分析軟件的分析驗證
采用三維建模軟件對模組進行建模,建模完成之后對模型進行簡化,并將模型導入到運動學仿真分析軟件中對各項參數進行設置并進行運動學仿真分析。設置模組輸入轉速400r/min,并基于圖7 設置沖切、打批號、橫撕裂機構參數化受力。
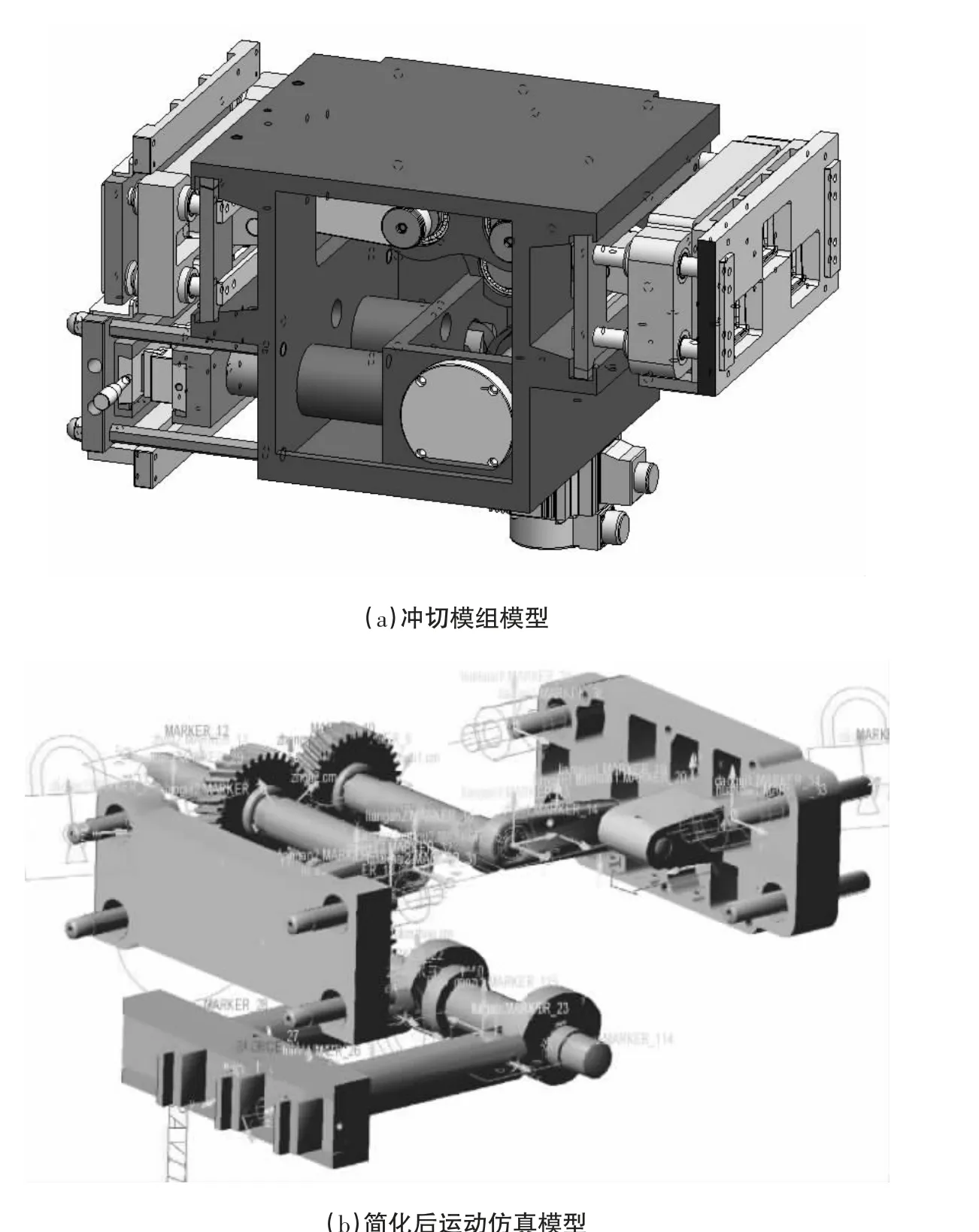
圖7 模組建模與分析
運行分析,分析結果如圖8 所示,電機所需功率峰值為5.16KW。本設計計算功率為5.24KW,選型功率為5.5KW,設計結果與仿真結果相吻合。

圖8 電機功率曲線
5 結論
本研究首先對沖切模組提出了設計要求,確定了沖切模組機構原理;然后通過運動學與動力學分析計算得出沖切凸模所需沖裁力為12.43KN,沖切模組標稱壓力24.87KN,以及曲柄轉角與凸模受力關系,在以上基礎之上對電機及減速機進行了選型;最后本研究采用運動學仿真分析軟件對設計結果進行了運動學仿真得出了仿真電機所需功率為5.16KW 與設計及選型結果相吻合。
本研究采用運動學及動力學分析計算以及運動學仿真分析軟件進行驗證,為泡罩包裝機沖切模組設計提供了嚴密的設計思路,其他研究人員針對類似設備設計時可以參考以上設計方法。但設計過程中沒有對沒有嚴格考慮到打批號、橫撕裂機構的動力學需求,希望通過后續研究進一步完善。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04