鈦鋁金屬間化合物電解線切割精整加工試驗研究
2021-12-15 04:57:42房曉龍
中國機械工程 2021年23期
韓 釗 房曉龍 朱 荻
南京航空航天大學機電學院,南京,210016
0 引言
鈦鋁金屬間化合物具有低密度(3.9~4.2 g/cm3)、高比強度、高比剛度以及優異的抗蠕變性、抗氧化性和耐燃性,已成為航空發動機鎳基高溫合金零部件的良好替代品。隨著材料綜合性能的提高,TiAl材料逐漸被廣泛應用在新型航空發動機葉片上。美國通用電氣(GE)公司率先采用 TiAl材料制作低壓渦輪(low pressure turbine,LPT)的第6、7級葉片用于GE-nx商用發動機[1]。2014年,CFM國際公司采購TiAl低壓渦輪轉子葉片用于LEAP-X發動機[2]。
渦輪葉片的葉冠和榫頭以及渦輪盤的榫槽加工難度大,目前被廣泛應用的加工方法是精密拉削和緩進磨削,然而拉削各種復雜型面的難加工金屬需要與之匹配大量拉刀,并且拉刀損耗嚴重,成本高昂。機械加工鈦鋁金屬間化合物[3]極易發生由高溫切削熱導致的表面氧化反應,并形成厚度大于100 μm的硬化層。磨削加工因具有較差的延展性,被認為對鈦鋁延展性不敏感而優于其他切削方法,但磨削加工中容易出現表面燒傷[4]。電火花線切割(wire electric discharge machining,WEDM)技術在榫頭/榫槽等零件上的研究應用也取得了較大進展[5],但依然有熱影響區、重鑄層和微裂紋等表面加工缺陷存在的風險[6]。電解加工(electrochemical machining,ECM)具有無刀具磨損和機械力、高材料去除率、不受材料機械性能影響、高表面質量等優點,適合于加工高溫合金、鈦合金和鈦鋁合金等難切削加工材料。顧大維等[7]針對Ti-48Al-2Cr-2Nb材料進行了脈沖電解加工試驗,獲得了較好的表面質量。WANG等[8]針對Ti-48Al-2Cr-2Nb和TiAl 45XD兩種材料進行了電解加工后的材料表面質量研究,結果表明,電解加工消除了表面硬化層,減小了表面殘余應力,高電流密度下的表面質量較佳。
電解線切割(wire electrochemical machining,WECM)技術基于電化學陽極溶解原理,利用金屬線電極作為陰極可在陽極工件上加工出復雜二維形狀,特別適用于航空發動機渦輪葉片的葉冠和榫頭以及渦輪盤的榫槽等直紋結構的加工。但目前電解線切割技術的加工效率過低,不能滿足生產需求,為提高加工效率,FANG等[9]提出采用電火花線切割粗加工成形、電解線切割精整加工Inconel 718材料,實現了滿足最終精度和表面完整性的要求。本文對TiAl 45XD材料的加工過程展開了研究。相關研究發現,鈦及鈦合金在乙二醇基溶液中電解加工時不易形成氧化膜,YU等[10]采用NaCl-乙二醇在鈦表面加工出了較高質量的切縫;LIU等[11-12]采用NaCl-乙二醇溶液在鈦表面加工出了直徑為149.5 μm、錐角為7.6°、深度為300 μm的深微孔[11],并采用NaCl-乙二醇電解液噴射加工方法在鈦合金表面加工出了高質量幾何形狀[12]。本研究提出使用乙二醇基溶液電解線切割精整加工鈦鋁材料,以提高加工效率和表面完整性。本文進行了材料電化學性能測試,加工試驗結束后通過加工電流信號、加工速度、加工深度、表面微觀形貌質量和粗糙度等參數來評估此工藝效果,并分析了電解液類型、重鑄層與基體組織等因素對電解加工的影響。
1 加工原理及裝置
1.1 電解線切割精整加工原理
前期相關研究發現,金屬材料在低電流密度下電解加工極易發生晶間腐蝕[13]。本文提出的電解線切割精整加工包括以下兩個過程:①一次“走刀”去除重鑄層的過程,②二次“走刀”快速掃掠消除晶間腐蝕的過程。如圖1所示,初始加工間隙Δ定義為沿進給速度方向(X向)線電極表面與工件表面的距離;一次“走刀”切深e1定義為沿工件厚度方向(Y向)線電極表面與工件表面的距離,二次“走刀”切深e2定義為沿工件厚度方向線電極表面與一次“走刀”時線電極表面的距離,線電極切入工件表面為正向,遠離工件表面為負向;蝕除深度h定義為工件沿厚度方向的去除量,其中h1為一次“走刀”蝕除深度,h2為二次“走刀”蝕除深度。線電極與工件的相對位置通過干法對刀獲得,即在加入電解液前將工件和線電極分別與電源(電源電壓不超過0.5 V)的正負極相連,慢速移動兩者的相對位置(移動速度為1 μm/s)并采集電流信號,出現電流階躍時即為對刀成功。線電極與工件浸泡在乙二醇基電解液中,以脈沖電源相連,利用電壓30 V、占空比20%、頻率20 kHz的電參數,合適的相對位置參數和進給速度v來實現去除重鑄層、光整電火花線切割加工表面的效果。電解線切割精整加工采用尺寸(長×寬×高)為60 mm×5 mm×10 mm的長方體塊作為陽極材料,其中10 mm×60 mm的兩面為含有重鑄層的表面,其余四面全部拋磨。將φ1 mm×100 mm的SS304金屬絲作為陰極工具,將1 mol/L NaCl+0.5 mol/L NaNO3/乙二醇溶液作為電解液。

(a) 線電極與工件的初始相對位置
1.2 電解線切割精整加工裝置
電解線切割精整加工通過圖2所示的試驗裝置完成。運動系統包括XYZ三軸移動平臺和電主軸。加工系統包括夾持與定位線電極的絲架、夾持與定位工件的夾具以及加工槽。電源系統包括示波器和脈沖電源。由預試驗得知,電解線切割修整電流幅值小于5 A,打火時電流幅值在5~10 A之間,嚴重短路時電流幅值大于10 A,通過加工電流采集程序監控電流幅值,當電流幅值超過10 A時程序控制斷開電源,停止進給。電解液循環過濾系統包括電解液槽、進液支路和回液支路。加工中通過示波器(MDO4030,Tektronix,美國)采集電流波形并監測打火現象,加工后使用超景深視頻顯微鏡(VHX6000,KEYENCE,日本)觀察加工表面的三維形貌,使用電子顯微鏡(S4800,Hitachi,日本)觀察表面微觀組織形貌,通過粗糙度分析儀(Form Talysurf i系列,Taylor Hobson,英國)檢測表面質量。
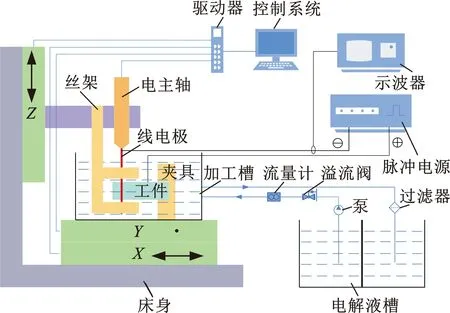
圖2 電解線切割精整裝置示意圖Fig.2 Schematic diagram of WECM finishing device
2 材料電化學溶解特性分析
材料的表面狀態如導電性、晶粒大小以及有無鈍化膜等因素都會影響電解加工的效果,而電解液的類型更是會對電解加工有顯著影響,因此,有必要針對不同的工件表面、不同的電解液類型進行電化學測試,分析它們對TiAl 45XD材料電解加工的影響。
本研究的試驗材料為離心鑄造TiAl 45XD(Ti-45Al-2Mn-2Nb+0.8%TiB2XD),其密度為4.05 g/cm3,化學成分如表1所示。使用快走絲電火花線切割機床(DK7732P,三光,中國)將工件切割成5 mm×5 mm×5 mm的立方體塊用于電化學溶解特性研究。將未經處理的立方體塊作為含有重鑄層的電火花線切割表面樣件(以下簡稱“重鑄層表面”),將通過研磨機拋磨的立方體塊作為不含重鑄層的基體機械拋光表面樣件(以下簡稱“基體表面”)。樣件通過導電膠帶使其與導線連接,并用環氧樹脂膠將其余五面絕緣,只裸露待檢測面。使用去離子水、乙二醇(南試,AR)、氯化鈉(南試,ACS)和硝酸鈉(南試,ACS)分別配置成1 mol/L NaCl+0.5 mol/L NaNO3/水溶液以及1 mol/L NaCl+0.5 mol/L NaNO3/乙二醇溶液。電化學特性研究使用電化學工作站(Zennium E,Zahner,德國)來完成,將甘汞電極作為參比電極,將尺寸(長×寬×高)為20 mm×0.2 mm×20 mm的鉑電極作為對電極,根據開路電位、極化曲線和電化學阻抗譜測試材料的兩種表面在兩種溶液中的電化學特性并分析其差異。

表1 TiAl 45XD元素成分(質量分數)
2.1 開路電位
試驗首先測定了重鑄層表面和基體表面分別在1 mol/L NaCl+0.5 mol/L NaNO3/水溶液和1 mol/L NaCl+0.5 mol/L NaNO3/乙二醇溶液中的開路電位,如圖3所示。由圖3a可以看出,重鑄層表面的開路電位比基體表面的開路電位大,這說明水基溶液中重鑄層表面的鈍化傾向比基體表面的鈍化傾向大。由圖3b可以看出,重鑄層表面的開路電位比基體表面的開路電位小,這說明在乙二醇基溶液中重鑄層表面的鈍化傾向比基體表面的鈍化傾向小。

(a) 水基溶液
2.2 極化曲線
從圖4中的極化曲線可以看出,水基溶液中重鑄層表面的腐蝕電位比基體表面的腐蝕電位大,乙二醇基溶液中則相反,這與開路電位曲線的變化趨勢一致。腐蝕電位值越大,腐蝕傾向越小。對比可知,與在水基溶液中相比,基體表面和重鑄層表面的腐蝕電位在乙二醇基溶液中更小,這說明TiAl 45XD在乙二醇基溶液中更易被腐蝕。水基溶液中重鑄層表面和基體表面都有明顯的鈍化區,但重鑄層表面的鈍化區電流密度大于基體表面的鈍化區電流密度,這表明前者的鈍化膜較薄或較疏松。根據電鏡圖觀察極化曲線在4 V電勢處的微觀形貌發現,兩種表面的差異不大,均為層狀組織夾雜微量球狀TiB2顆粒。乙二醇基溶液中重鑄層表面和基體表面幾乎沒有明顯的鈍化區,表明鈍化膜在乙二醇基溶液中極易破碎,觀察極化曲線在4 V電勢處的微觀形貌發現,基體表面的點蝕坑數量比重鑄層表面的點蝕坑數量多,這可能是導致重鑄層表面通過鈍化區的電流密度小于基體表面通過鈍化區電流密度的原因。

(a) 水基溶液
2.3 電化學阻抗譜
為進一步了解基體表面和重鑄層表面的TiAl 45XD材料在乙二醇基溶液中的鈍化膜組成和耐腐蝕性,將兩種表面浸泡于溶液2 h后在開路電位下進行了交流阻抗測試,如圖5所示,并利用經典點蝕模型[14]所提到的雙層鈍化膜理論進行了等效電路擬合,具體參數見表2,其中,Rs為溶液電阻;Cdl為材料電雙層電容;Rp為極化電阻,可表征材料的耐腐蝕性能;Q、Rf分別為不均勻鈍化膜的近似電容和電阻(下標1、 2分別表示外部疏松鈍化膜和內部致密鈍化膜);χ2為擬合誤差。ZQ為鈍化膜的阻抗[15],可表示為
ZQ=(Q(iω)n)-1
(1)
由圖5a可以看出,基體表面的阻抗譜半徑大于重鑄層表面的阻抗譜半徑,表明基體表面的耐腐蝕性強于重鑄層表面的耐腐蝕性。相位角曲線中每一個波峰代表一層鈍化膜[8]。由圖5b可以看出,兩種表面都有兩個波峰,基體表面的兩個波峰非常明顯,而重鑄層表面的兩個波峰幾乎合并,再結合表2可知,與重鑄層表面相比,基體表面的內外鈍化膜電阻值和均勻程度均較高,說明基體表面的兩層鈍化膜均比重鑄層表面的兩層鈍化膜致密。

(a) 奈奎斯特圖 (b) 伯德圖圖5 電化學阻抗譜Fig.5 Electrochemical impendance spectrum

表2 等效電路參數
3 電解線切割精整加工
試驗前通過電鏡觀察了電火花線切割加工后的表面形貌以及重鑄層厚度,如圖6所示。由圖6a所示的三維形貌可以看出,重鑄層表面凹凸不平,峰谷之間的高度約為60 μm。從圖6b中可以看出,加工表面有孔隙、微坑、凸起和微裂紋等表面缺陷。從圖6c中可以看出,重鑄層厚度約為15 μm,并且表面的微裂紋從重鑄層一直延伸至基體,可測得表面粗糙度Ra為5.08 μm。試驗先確定優選切深,再確定優選進給速度,根據蝕除深度、電流幅值和表面粗糙度綜合考量加工規律和試驗效果,試驗參數如表3所示。

(a) 三維形貌圖

表3 電解線切割去重鑄層參數
3.1 一次“走刀”電解線切割去重鑄層
3.1.1切深對修整效果的影響
選定進給速度v=10 μm/s,研究一次“走刀”切深e1對修整效果的影響,如圖7和圖8所示。由圖7可以看出,隨著切深e1的增大,加工表面的三維形貌變化為從停絲位置到已加工表面逐漸平滑。由圖8可以看出,隨著切深e1的增大,一次“走刀”蝕除深度h1從144.3 μm逐漸增大至195.3 μm,表面粗糙度Ra從3.92 μm逐漸減小至2.52 μm,電流幅值I從3.15 A逐漸增大至4.12 A。表面粗糙度Ra隨著切深的增大而減小,可以歸因為當切深較小時,電解加工后原始電火花表面的遺傳誤差非常大,從而導致表面粗糙度Ra很大;當切深較大時,線電極切入工件表面后,工件表面均勻溶解,原始電火花表面的遺傳誤差對電解修整的影響減弱,進而可得到較為平滑的表面。根據加工效果最終選取一次“走刀”切深e1=20 μm,此時I=4.12 A,h1=195.3 μm,Ra=2.52 μm。


圖8 一次“走刀”蝕除深度、粗糙度和電流幅值隨切深變化的曲線Fig.8 The curve of the erosion depth,roughness and current amplitude versus the cutting depth of first “pass”
3.1.2進給速度對修整效果的影響
選定一次“走刀”切深e1=20 μm,研究進給速度v對修整效果的影響,如圖9和圖10所示。由圖9可以看出,隨著進給速度v的增大,工件一次“走刀”蝕除深度h1迅速減小,當進給速度達到30 μm/s時出現打火現象,導致表面產生凹坑和凸起,從而影響了加工表面質量。由圖10可以看出,當進給速度v從10 μm/s增大至25 μm/s時,一次“走刀”蝕除深度h1從195.3 μm逐漸減小至87.7 μm,表面粗糙度Ra從2.52 μm逐漸減小至2.06 μm,電流幅值I從4.14 A逐漸增大至4.58 A。但進給速度達到30 μm/s時,表面粗糙度Ra增大至2.11 μm,因此應選取進給速度v=25 μm/s,既可降低表面粗糙度,又具有穩定的加工狀態,此時I=4.58 A,h1=87.7 μm,Ra=2.06 μm。
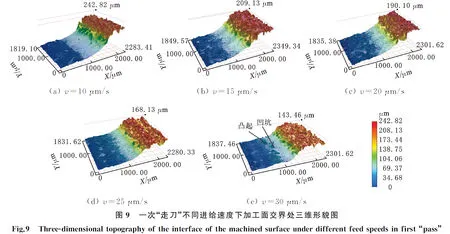

圖10 一次“走刀”蝕除深度、粗糙度和電流幅值隨進給速度變化的曲線Fig.10 The curve of the erosion depth,roughness and current amplitude versus the feed speed of first “pass”
上述參數(一次“走刀”切深e1=20 μm,進給速度v=25 μm/s)雖然可以做到修整電火花線切割加工的表面,去除重鑄層,降低表面粗糙度,但是加工后的表面呈現出層狀、片狀結構的晶間腐蝕狀態,如圖11a所示。圖11b中,J為電流密度,d為工作已加工表面到線電極的距離。由圖11b可知,電解線切割加工時,電流密度從加工區到已加工區逐漸減小,這種分布狀態會導致已加工區因雜散電流引起的二次加工而遭到破壞。基于此原因,有必要采取相應措施以消除晶間腐蝕。

(a) 已加工表面電鏡圖
3.2 二次“走刀”電解線切割消除晶間腐蝕
3.2.1切深對消除晶間腐蝕現象的影響
選取一次“走刀”切深e1=20 μm,進給速度v=25 μm/s以及由表3所示的參數加工后的表面作為晶間腐蝕表面。去除晶間腐蝕表面時選定進給速度為40 μm/s,其他參數的設置與表3一致,研究二次“走刀”切深e2對消除晶間腐蝕現象的影響,如圖12和圖13所示。由圖12可以看出,當二次“走刀”切深e2=-200 μm時,晶間腐蝕沒有被消除,隨著切深e2的增大,晶間腐蝕現象有所改善且逐漸被消除,但切深增大至50 μm時再次出現了輕微晶間腐蝕。由圖13可以看出,當二次“走刀”切深e2從-200 μm逐漸增大至0時,二次“走刀”蝕除深度h2從2.3 μm逐漸增大至19.3 μm,電流幅值I從1.75 A逐漸增大至2.2 A,表面粗糙度Ra從2.44 μm逐漸減小至1.69 μm;當切深e2從0增大至50 μm時,表面再次出現了輕微晶間腐蝕現象,且點蝕坑逐漸增多,蝕除深度h2從19.3 μm迅速增大至48.4 μm,表面粗糙度Ra增大至1.71 μm,電流幅值I由2.2 A驟增至4.58 A,加工電流的增大會導致雜散腐蝕電流的增大,進而會破壞已加工區的表面質量并引起表面粗糙度增大。最終選取二次“走刀”切深e2=0,此時I=2.2 A,h2=19.3 μm,Ra=1.69 μm。

(a) e2=-200 μm (b) e2=-150 μm

圖13 二次“走刀”蝕除深度、粗糙度和電流幅值隨切深變化的曲線Fig.13 The curve of the erosion depth,roughness and current amplitude versus the cutting depth of second “pass”
3.2.2進給速度對消除晶間腐蝕現象的影響
選定二次“走刀”切深e2=0,研究進給速度v對消除晶間腐蝕現象的影響,如圖14和圖15所示。由圖14可以看出,當進給速度v從40 μm/s 增大至100 μm/s時,晶間腐蝕程度逐漸加劇。由圖15可以看出,隨著進給速度的增大,電流幅值I從1.69 A逐漸增大至3.03 A。二次“走刀”蝕除深度h2先從19.3 μm減小至10.2 μm再增大至23 μm,最小蝕除深度出現在進給速度為60 μm/s時,這是有效加工時間和電流密度共同作用而產生的結果,當進給速度小于60 μm/s時,電流密度小而有效加工時間長,導致蝕除深度較大,當進給速度大于60 μm/s時,有效加工時間短而電流密度大,所以導致蝕除深度也較大。表面粗糙度Ra則呈現出先從2.0 μm減小至1.6 μm后又增大至2.24 μm的復雜趨勢,這是因為當進給速度過小時“二次加工”會再次破壞已加工表面,當進給速度過大時晶間腐蝕現象未完全被消除。最終選取60 μm/s的進給速度,既去除了晶間腐蝕,又保證了較小的表面粗糙度值,此時I=1.72 A,h2=10.2 μm,Ra=1.6 μm。

(a) v=40 μm/s (b) v=60 μm/s

圖15 二次“走刀”蝕除深度、粗糙度和電流幅值隨進給速度變化的曲線Fig.15 The curve of the erosion depth,roughness and current amplitude versus the feed speed of second “pass”
當采用一次“走刀”參數(進給速度v=25 μm/s,切深e1=20 μm)、二次“走刀”參數(進給速度v=60 μm/s,切深e2=0)且其余參數依據表3設置時,可以獲得高質量修整表面。經計算可得,平均進給速度為17.65 μm/s,總加工深度為97.9 μm(一次“走刀”蝕除深度h1=87.7 μm與二次“走刀”蝕除深度h2=10.2 μm之和)時,表面粗糙度Ra從5.08 μm減小至1.6 μm。
4 結論
(1)電化學特性研究結果表明:TiAl 45XD的基體表面和重鑄層表面在水基溶液中均有鈍化現象,在乙二醇基溶液中幾乎無明顯的鈍化現象;兩種表面在乙二醇基溶液中比在水基溶液中更易被腐蝕;在乙二醇基溶液中,與基體表面相比,重鑄層表面的鈍化傾向更小,更易被腐蝕。
(2)電火花線切割后TiAl 45XD表面重鑄層厚度約15 μm,表面粗糙度Ra=5.08 μm,表面完整性差。一次“走刀”電解線切割精整試驗的進給速度為25 μm/s、切深為20 μm時,重鑄層被去除,蝕除深度為87.7 μm,表面粗糙度Ra從5.08 μm減小至2.06 μm,去除重鑄層并降低粗糙度的效果顯著,但表面存在晶間腐蝕。
(3)二次“走刀”快速掃掠電解線切割試驗的進給速度為60 μm/s、切深為0時,晶間腐蝕消除,蝕除深度為10.2 μm,表面粗糙度再次降低,Ra從2.06 μm減小至1.6 μm。
(4)綜合兩次“走刀”可得,平均進給速度為17.65 μm/s,總加工深度為97.9 μm,表面粗糙度Ra從5.08 μm減小至1.6 μm。試驗結果表明,電火花線切割粗成形、電解線切割精整加工的組合加工方法是可行的,提高了鈦鋁直紋構件的加工效率和表面質量。
根據削邊電極切縫的研究[16]可以預見削邊電極修整加工的效果可能更佳,后續將展開削邊電極修整加工的研究,但需要解決電極旋轉和電源供電的耦合控制。
