PBT/PET并列復合長絲經時變化的研究
2021-12-16 08:02:18蔡學建石文斌
國際紡織導報 2021年10期
關鍵詞:變形
李 健 蔡學建 石文斌
1.黃石市城市發展投資集團有限公司 (中國) 2.黃石市城發檢測科技有限公司 (中國) 3.廣東杰恩紡織有限公司 (中國)
聚對苯二甲酸丁二醇酯(PBT)是20世紀70年代發展起來的熱塑性工程塑料,其纖維制品在20世紀70年代末由日本帝人公司首次推出。PBT纖維具有良好的彈性等力學性能。中國從20世紀80年代開始對PBT進行相關研究,包括PBT的合成、共混紡絲、復合紡絲技術等。目前,中國儀征石化集團、江蘇和時利公司和福建永隆公司等都已形成了成熟的相關技術和產品[1-3]。PBT纖維的發展也邁入新的時期。
PBT大分子基本鏈節上的柔性部分較長,這導致PBT纖維的熔點和玻璃化溫度較普通聚酯(PET)纖維低,纖維柔性和彈性相對較高。此外,PBT纖維具有聚酯纖維的優良染色特性[4-7],采用分散染料對其進行常壓沸染,所得成品色澤與色牢度均較好。纖維的差別化是聚酯纖維發展的重要方向,聚酯纖維技術的發展也經歷了從低速到高速,從預取向絲(POY)到拉伸加捻絲(DT)、POY到假捻變形絲(DTY)再到全拉伸絲(FDY),從切片紡絲到熔體直紡,從粗旦絲到細旦絲的過程,差別化處理技術日趨成熟。
PBT/PET并列復合長絲具備PBT與PET纖維各自的優點,易染色、手感柔軟、彈性好,兩組分的結構與性能差,使纖維可產生永久性的三維立體卷曲,增加了復合長絲的彈性。對PBT/PET并列復合POY進行假捻變形加工,可使復合長絲的卷縮性能進一步增強,這在開發彈性、蓬松面料等領域具有廣闊的應用前景[8-10]。常規的單一PET成分的POY在制成后,通常需在一定溫濕度下放置一段時間,以消除高速紡絲過程中大分子間的內應力,使纖維達到穩態,從而降低后續加工過程中條干不勻、加工張力波動大、斷頭率高等不良缺陷。PBT與PET相比,具有結晶速度快,熔點低,存在兩相結構等特點。本文將PBT/PET并列復合POY放置在特定的溫濕度環境中一定時間后,對其進行假捻變形加工,探討加工前后復合長絲基礎物理性能的經時變化,即探討隨著時間推移,復合長絲基礎物理性能的變化情況。
1 試驗部分
1.1 試驗材料
純PET組分的POY,規格為 150 dtex/72 f;PBT和PET質量比為50∶50的PBT/PET 并列復合POY,規格分別為150 dtex/48 f、146 dtex/24 f、98 dtex/48 f和 45 dtex/24 f。其中,PBT切片購自儀征化纖集團,上述各種類型長絲的卷取速度均為3 000 m/min。
1.2 設備與儀器
ATF-1500型假捻變形機(日本TMT機械株式會社)、Instron3300型電子萬能試驗機(美國Instron公司)、AL104型電子天平(瑞士梅特勒-托利多集團)、TS205型張力儀(瑞士DESAX公司)。
1.3 試驗過程
將不同規格的POY紗卷放置在溫度為20 ℃,相對濕度為65%的恒溫恒濕室中180 d以上,在放置后的2、5、7、14、21、30、60、90、120、150和180 d,取出部分紗卷,一部分進行POY的基礎物理性能測試,并對另一部分POY進行假捻變形加工,制備DTY。DTY的生產工藝流程與加工條件如下所述。
1.3.1 DTY生產工藝流程
DTY的生產工藝流程如下,其加工示意圖如圖1 所示。

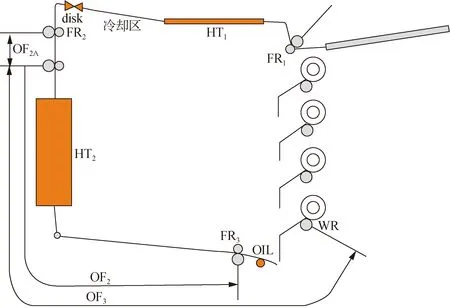
FR1——第一羅拉;HT1——第一熱箱;disk——假捻器(摩擦盤);FR2——第二羅拉;HT2——第二熱箱;FR3——第三羅拉;OIL——上油輪;WR——卷繞羅拉;OF2——定型超喂;OF2A、OF3——卷繞超喂圖1 DTY加工示意圖
1.3.2 DTY加工條件
DTY的原料特性與主要加工工藝參數如表1所示。
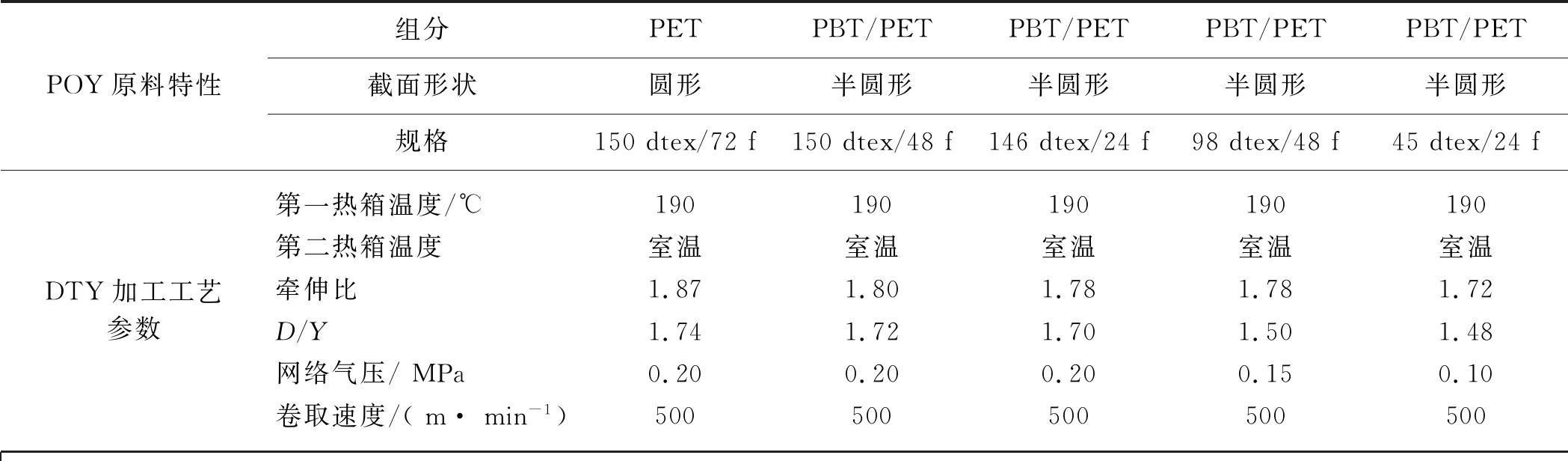
表1 DTY的加工原料特性與主要加工工藝參數
1.4 基本物理性能測試
參照GB/T 14343—2008《化學纖維長絲線密度試驗方法》,對長絲的線密度進行測試。參照GB/T 14344—2008《化學纖維長絲拉伸性能試驗方法》,對長絲的強伸性能進行測試。參照FZ/T 01086—2000《紡織品紗線毛羽測定方法》,采用投影計數法測試長2 km的DTY上長度超過2 mm的毛羽的根數。
2 試驗結果與分析
2.1 試驗結果
對放置一定時間的不同規格的POY,以及由各規格POY加工成的DTY的基本物理性能進行測試,測試結果如表2~表6所示。
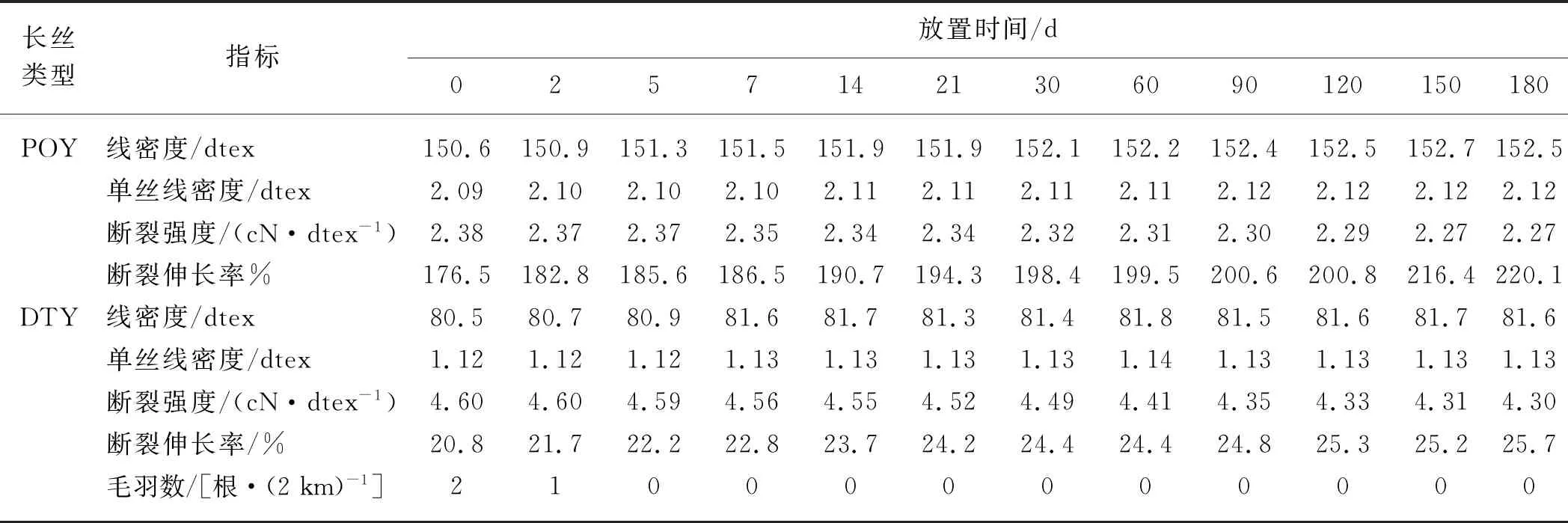
表2 規格為150 dtex/72 f的PET單組分POY假捻變形加工前后長絲經時變化的物理性能
續表

表3 規格為150 dtex/48 f的PBT/PET 并列復合POY假捻變形加工前后長絲經時變化的物理性能
續表
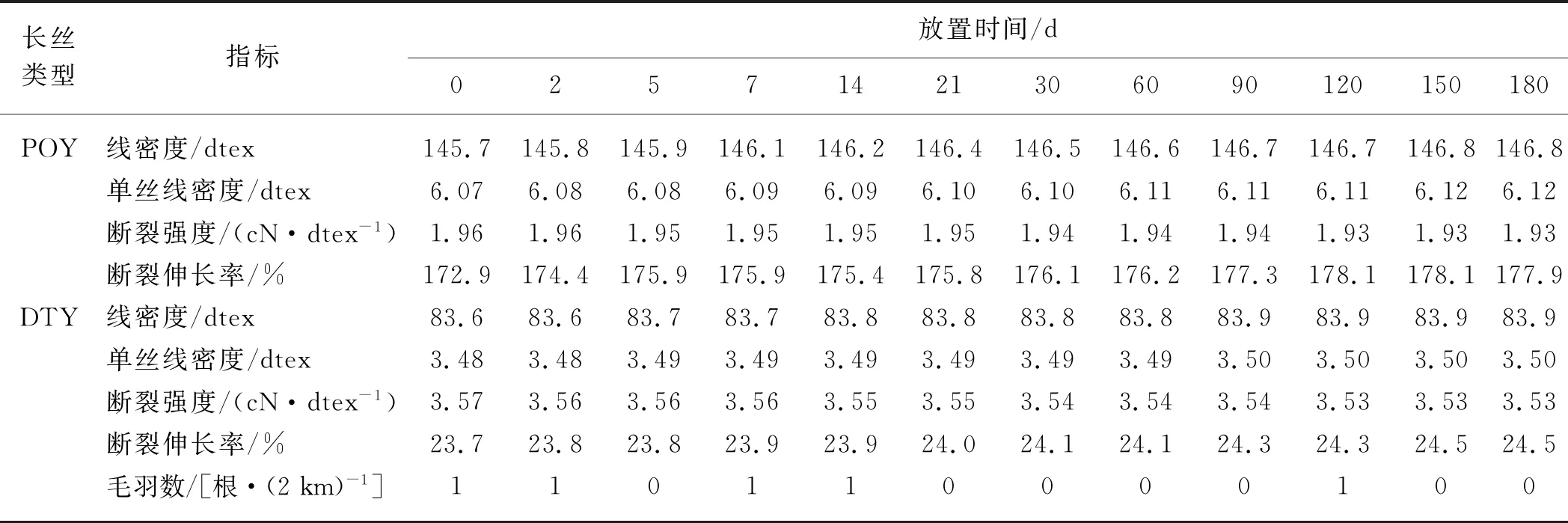
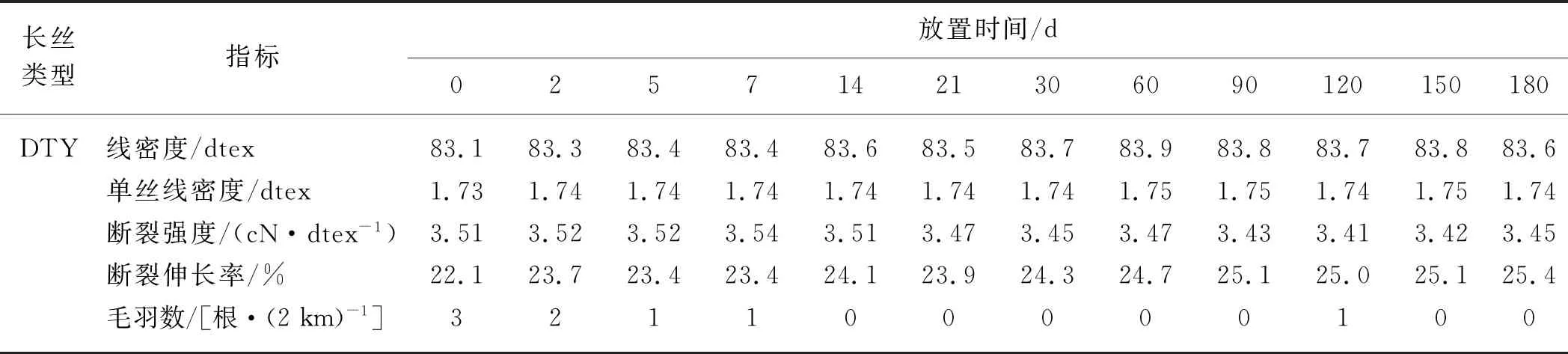
表4 規格為146 dtex/24 f的PBT/PET并列復合POY假捻變形加工前后長絲經時變化的物理性能
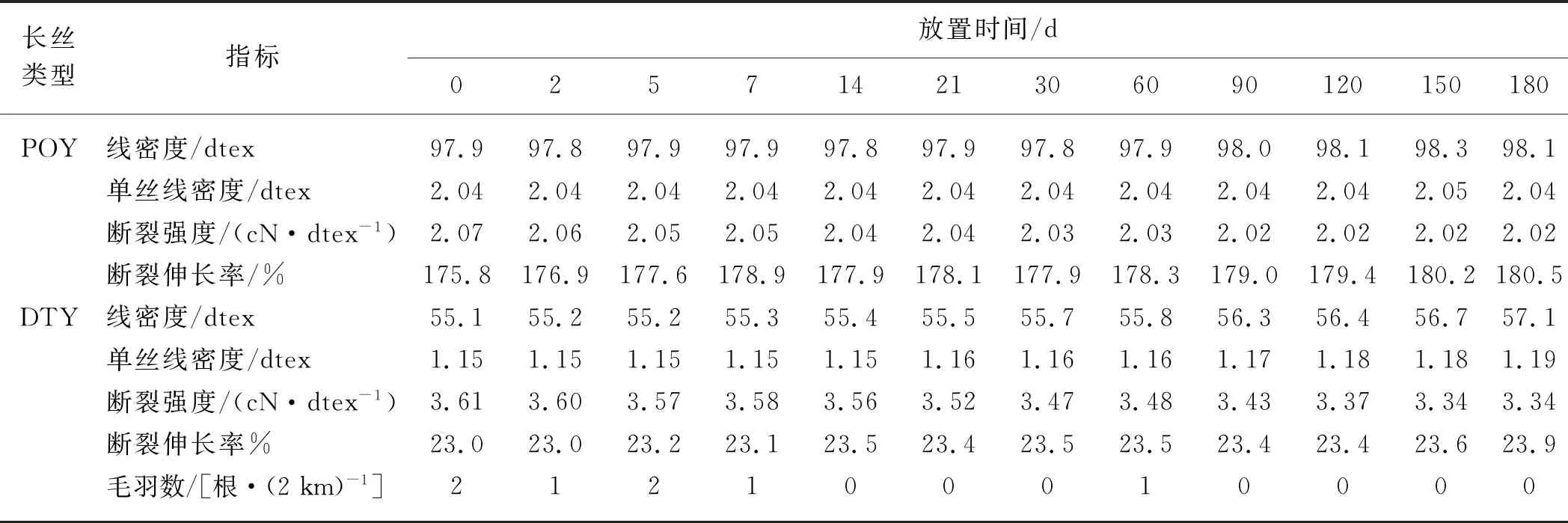
表5 規格為98 dtex/48 f的PBT/PET 并列復合POY假捻變形加工前后長絲經時變化的物理性能

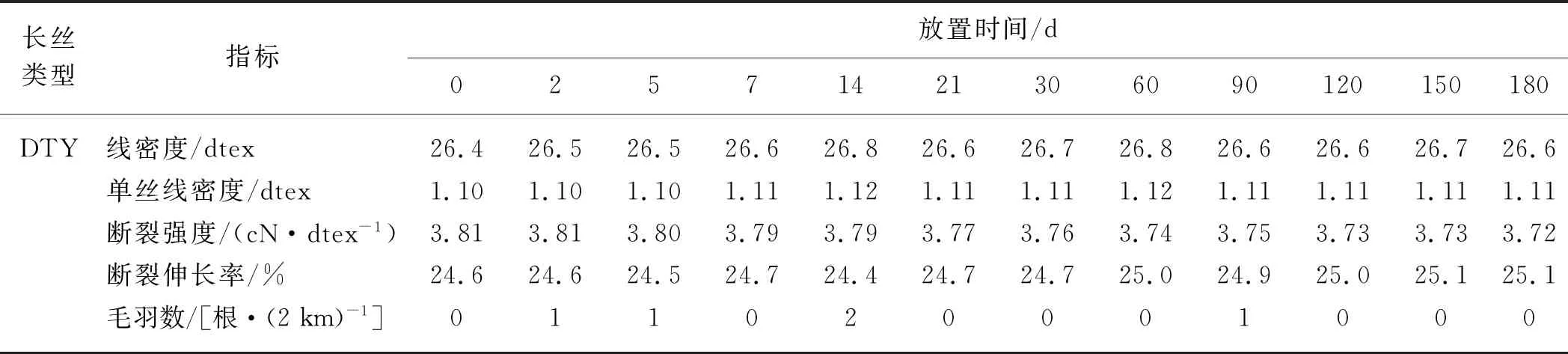
表6 規格為45 dtex/24 f的PBT/PET 并列復合POY假捻變形加工前后長絲經時變化的物理性能
不同規格的POY假捻變形加工過程中的解捻張力(T2)與加捻張力(T1)之比如表7所示。
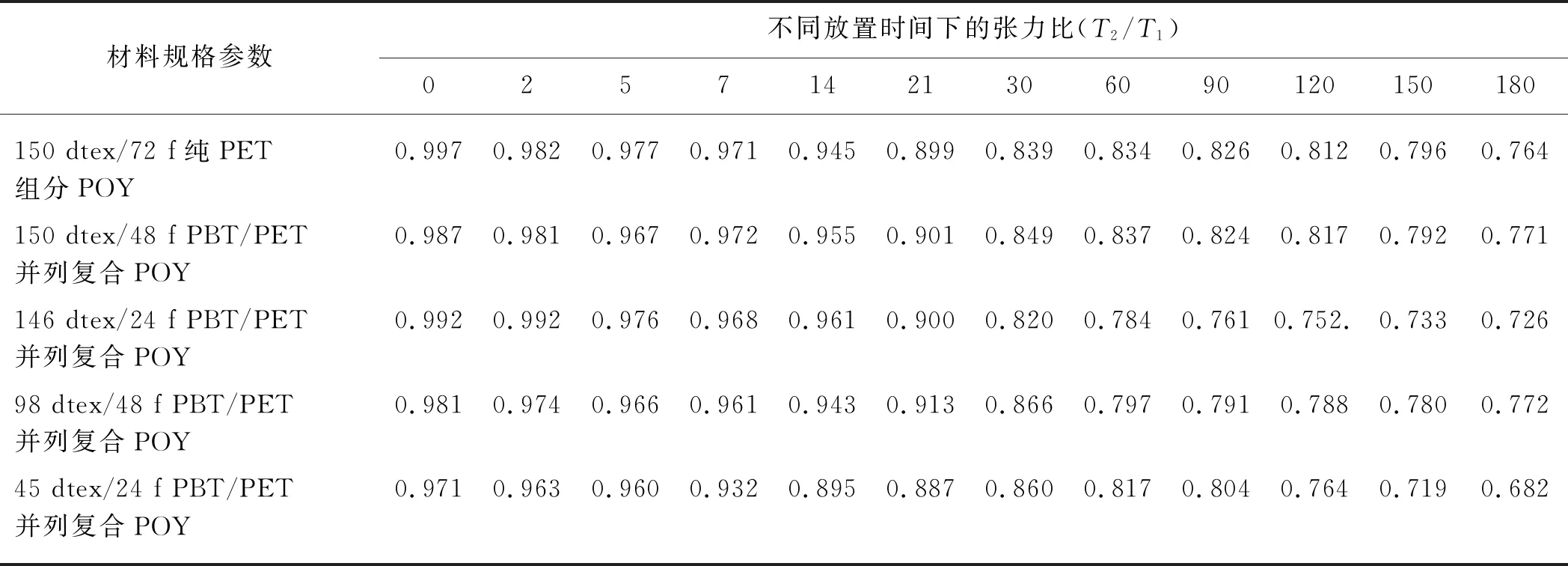
表7 不同規格POY假捻變形加工過程中的解捻張力與加捻張力之比
2.2 試驗結果分析
——由表2可以看出,在溫度為20 ℃,相對濕度為65%的條件下將長絲放置一定時間,隨著放置時間的延長,純PET組分POY的線密度略呈增大的趨勢,放置5 d后基本趨于穩定,放置180 d與放置5 d相比,線密度增大率約為0.79%。放置一定時間后,純PET組分POY的斷裂強度略下降、斷裂伸長率增大,放置180 d后斷裂伸長率增加24.7%。這表明,隨著放置時間的變化,POY的原絲性能會出現一定的變化,尤其是斷裂伸長率會出現較大幅度的增加。
——由表2~表6可以看出,相比PET單成分POY,PBT/PET并列復合POY經時變化表現出的性能更穩定,且不同復合長絲線密度與不同單絲線密度的PBT/PET并列復合長絲的經時變化差異不是很明顯。相對而言,線密度大的PBT/PET并列復合長絲趨于穩定的時間更短;單絲線密度相同時,復合長絲中單絲根數越多,其趨于穩定的時間越長。這是因為POY的制備過程伴隨有長絲的拉伸,而這種拉伸屬于冷拉伸,長絲雖產生一定的取向和結晶,但其大分子鏈間的分子內應力并不穩定,在一定溫濕度條件下放置一段時間后,POY的內應力逐步減小或消除,大分子鏈或支鏈會因出現一定的回縮而趨于穩定,斷裂伸長率也因此有一定的增加。但放置時間過久,受環境影響,包括POY本身的老化、表面氧化等影響,長絲的斷裂強度、斷裂伸長率又會出現一定程度的下降。相較于PET單組分POY而言,并列復合長絲中含有PBT時,因PBT結晶溫度低,紡絲過程中能夠快速結晶,故表現出更好的穩定性。
——由表2~表6還可以看出,將制得的PET單成分POY和PBT/PET(質量比為50/50)并列復合POY放置一定時間后再進行假捻變形加工,制得的DTY物理性能更穩定,這主要是因為相比PET單組分POY,PBT/PET并列復合POY經時變化表現出的性能更穩定。此外,由毛羽測試指標可以看出,在2 km長的測試范圍內,所有規格DTY的毛羽根數均在3以內,從而可確保制得的DTY滿足品質要求。
——由表7可以看出,不同規格POY假捻變形加工過程中的T2/T1均控制在0.650~1.000,滿足POY假捻變形加工時對張力比的要求。
3 結論
——將制得的PET單組分POY和PBT/PET(質量比為50/50)并列復合POY放置一定時間后再進行假捻變形加工,可制得物理性能更穩定的DTY。
——由于PBT的結晶速度快,該成分的加入可使制成的PBT/PET并列復合POY趨于穩態的時間更短。不同規格POY經時變化所表現出的物理性能存在一定的差異,但不明顯。相對而言,線密度大的PBT/PET并列復合長絲趨于穩定的時間更短;單絲線密度相同時,復合長絲橫截面中單絲根數越多,其趨于穩定的時間越長。在試驗設置的時間范圍內,隨著放置時間變化,PBT/PET并列復合POY與DTY的拉伸性能變化較小,狀態較穩定,通常平衡2 d后長絲性能即趨于穩定。
本文僅考慮了在溫度為20 ℃、相對濕度為65%的環境下POY與DTY加工前后基礎物理性能的變化,其在溫度梯度、濕度梯度變化及光照條件下的性能變化,還有待進一步探討。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36