預熱對EH47高強鋼厚板殘余應力影響的數(shù)值模擬
2021-12-17 03:17:36周維
船海工程 2021年6期
周維
(中國船級社 上海分社,上海 200137)
高強度鋼相比于普通鋼,對焊接工藝提出了更高的要求,船用厚板焊接一般采用多層多道焊接,在焊接過程中由于焊縫區(qū)劇烈的非均勻熱膨脹和收縮,被焊工件不可避免地會產(chǎn)生焊接內(nèi)應力,即通常所說的焊接殘余應力。由于焊接殘余應力的存在,降低了結構的總體強度,直接影響船體結構的服役性能,甚至可能產(chǎn)生潛在的安全隱患。關于船用高強鋼厚板的焊接殘余應力的研究,包括船用厚板高強度鋼焊接殘余應力產(chǎn)生的原因及其對結構焊接缺陷的不利影響[1]、數(shù)值計算方法在厚板多道焊中的應用、不同約束條件下船用高強鋼厚板焊接殘余應力的大小及分布規(guī)律[2]、焊后熱處理對焊接殘余應力的緩解作用[3]等。而焊前預熱雖然已經(jīng)是目前船用厚板焊接的一道前置工序[4-5],并且相關要求已被納入船級社規(guī)范,但是對于焊前預熱如何影響高強鋼厚板焊接殘余應力的研究還較少,許多造船廠的焊接工藝文件也只是給出一個參考的預熱溫度,不同的造船廠對預熱溫度的要求不盡相同,存在較大區(qū)別。為此,考慮采用有限元分析軟件ANSYS建立厚板高強度鋼的對接焊模型,計算不同焊前預熱溫度條件下高強鋼厚板焊接殘余應力的大小及分布,進一步明確焊前預熱對高強鋼厚板焊接殘余應力的影響。
1 數(shù)值模擬
1.1 有限元模型
數(shù)值模擬的方法為間接耦合的三維熱彈塑性有限元法,溫度場分析時將結構初始溫度取為環(huán)境溫度25 ℃,散熱的途徑為其外表面與空氣之間的熱量交換,換熱邊界條件施加在結構外表面,按對流系數(shù)加載,取值為15 W/(m2·℃)。通過溫度場計算得到節(jié)點溫度后,以體載荷的方式施加到應力場求解以模擬焊接殘余應力。在應力場計算中,為減小約束條件的影響,僅施加控制剛體位移的約束條件。厚板對接焊數(shù)值計算模型采用兩塊400 mm×200 mm×60 mm的EH47高強度鋼板進行焊接,開X形坡口,坡口角度為60°,坡口兩側分別設置六道焊縫,正面焊縫焊接完成之后再進行反面焊縫的焊接,焊縫之間的冷卻時間為180 s。焊接參數(shù)設定為:焊接電流800 A,電壓36 V,焊接速度5 mm/s,焊接熱效率0.8。為了兼顧大規(guī)模有限元計算的精度及計算效率[6],焊縫附近網(wǎng)格劃分細密,遠離焊縫區(qū)采用較大的單元尺寸,有限元網(wǎng)格模型見圖1。
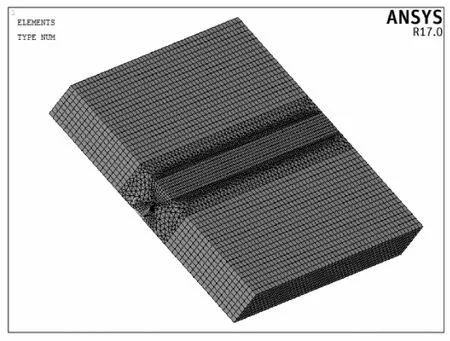
圖1 有限元網(wǎng)格模型
1.2 材料性能
焊接過程中焊接結構會發(fā)生溫度場及應力場的劇烈變化,通常材料的諸多性能參數(shù)都是隨溫度的變化而變化的,為了準確模擬焊接過程,需要對材料的熱物理性能參數(shù)進行定義。由于許多材料在高溫狀態(tài)下的性能參數(shù)相對缺乏,采用材料性能模擬軟件Jmatpro,并結合相關文獻資料[7]及有限元計算規(guī)則,得到EH47高強鋼的熱物理性能參數(shù),見表1。
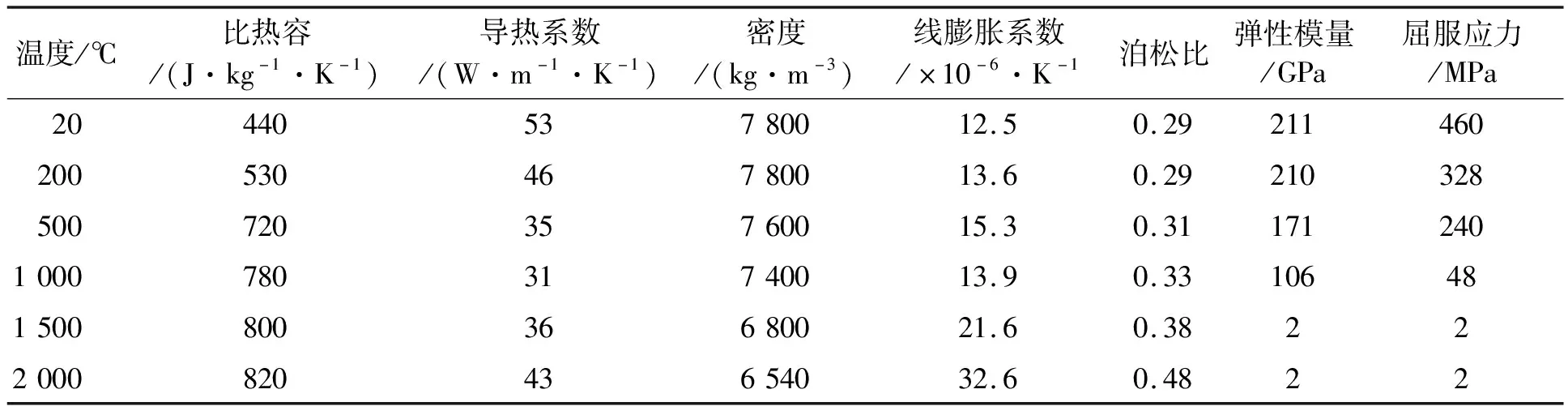
表1 EH47鋼熱物理參數(shù)表
1.3 程序驗證
為了驗證本文所用計算程序的合理性,將殘余應力計算結果與已有文獻[8]中類似材質的高強鋼厚板對接焊的試驗結果進行比對。為便于表述,將縱向定義為沿焊縫方向,橫向定義為垂直焊縫方向,中截面下表面殘余應力計算結果見圖2。
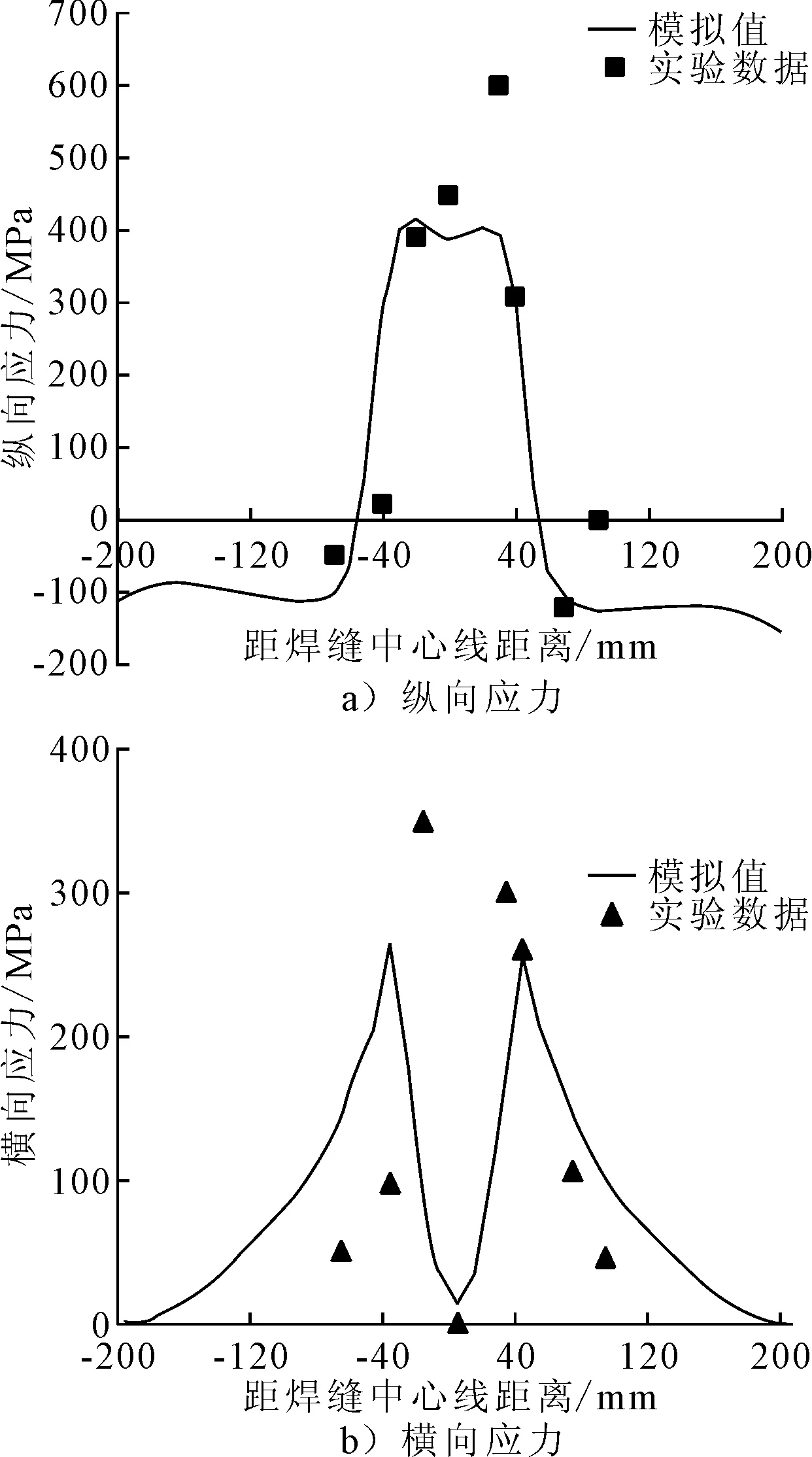
圖2 中截面下表面殘余應力計算與實驗結果對比
由圖2可以看出,縱向應力的模擬數(shù)值和實驗數(shù)值基本上比較吻合,橫向應力的計算結果與實驗結果的變化趨勢比較一致,僅在數(shù)值上有些偏差,這主要是兩者的坡口形式及焊縫寬度等因素的影響。由此認為本文數(shù)值計算方法能夠用于考慮高強鋼厚板的殘余應力。
1.4 焊接殘余應力分布
通過上述溫度場應力場耦合分析之后得到無焊前預熱狀態(tài)下厚板對接焊的殘余應力的分布,見圖3。
從圖3可以看出,焊接殘余應力在空間上呈現(xiàn)出對稱分布的特點,較規(guī)律。具體表現(xiàn)為:縱向殘余應力在焊縫附近呈現(xiàn)出高拉應力,遠離焊縫區(qū),應力逐漸減小,出現(xiàn)壓應力;縱向、橫向殘余應力在焊縫兩端的應力值為負值,呈現(xiàn)出壓應力,中間區(qū)應力值為正值,呈現(xiàn)出拉應力,原因在于焊接過程中熔池處金屬溫度急劇升高,膨脹的金屬體積受到周圍冷金屬的擠壓,產(chǎn)生壓應力,而熔池后方金屬溫度下降,體積收縮對周圍金屬產(chǎn)生拉伸力,因此就會出現(xiàn)焊縫中間區(qū)域產(chǎn)生拉伸殘余應力的現(xiàn)象。厚度方向由于前后焊道之間彼此的熱處理左右,其應力值小于縱向和橫向的應力值,整體應力分布比較均勻。
等效應力由于綜合考慮了三個方向的主應力,可以比較方便地用來衡量一點的應力狀態(tài),當前已被廣泛運用。無預熱狀態(tài)下等效應力分布見圖3d),可以看出,等效應力的分布同樣出現(xiàn)對稱分布的特點,并且也表現(xiàn)出焊縫區(qū)域應力較高,遠離焊縫區(qū)應力逐漸降低的特征。焊縫附近殘余應力基本都達到340 MPa以上,峰值應力甚至高達377 MPa,達到EH47鋼常溫下屈服強度的80%左右,在外部載荷的疊加作用下,這部分位置較易出現(xiàn)應力腐蝕開裂等結構損傷,導致結構強度降低甚至失效。因此在生產(chǎn)實踐中,普遍采用多種手段包括焊前預熱、焊后保溫熱處理等多種方法以降低厚板區(qū)域焊接殘余應力。

圖3 無焊前預熱狀態(tài)下對接焊殘余應力分布
2 預熱對焊接殘余應力的影響
分別設定不同的預熱溫度,探究其對焊接殘余應力的影響規(guī)律。綜合考慮計算效率及常規(guī)的預熱溫度范圍,選取預熱溫度范圍為60 ℃~200 ℃,各組別之間的溫度差別為20 ℃,假定預熱時整體構件均勻受熱。
沿焊縫長度方向截取3個截面,距端面距離分別為x=a/4、x=a/2和x=3a/4,并且依次提取每個截面的上表面、厚度方向中平面及下表面的等效殘余應力,提取位置見圖4,其中AA路徑代表x=a/4截面與上表面交線,A′A′路徑代表x=a/4截面與中平面交線,A″A″路徑代表x=a/4截面與下表面交線,其余路徑的標識方式以此類推。

圖4 殘余應力提取位置示意
2.1 預熱對殘余應力分布的影響
無預熱及預熱溫度為200 ℃時3個截面各路徑殘余應力分布見圖5。
由圖5可見,在這2種情況下,殘余應力的分布情況比較相似,各截面3個路徑應力的變化趨勢也基本一致。上表面和下表面殘余應力峰值比較接近,厚度方向中平面的殘余應力峰值較上下表面略大,但是峰值出現(xiàn)的范圍卻比上下表面要小,這是由于焊縫上下開坡口,中間位置焊縫寬度較窄的緣故;整體來看,下表面各路徑的殘余應力較上表面及中平面大,這是由于中平面和上表面焊道首先焊接,而后受到下表面焊道的熱作用,使得上表面及中平面的殘余應力小于下表面殘余應力。整體上看,距離焊縫中心線越遠,殘余應力呈下降趨勢,但是在焊縫兩側距中心線約40 mm出現(xiàn)波谷之后,殘余應力有一個回升變大的現(xiàn)象,這主要是由于橫向殘余應力在此附近出現(xiàn)峰值的原因。
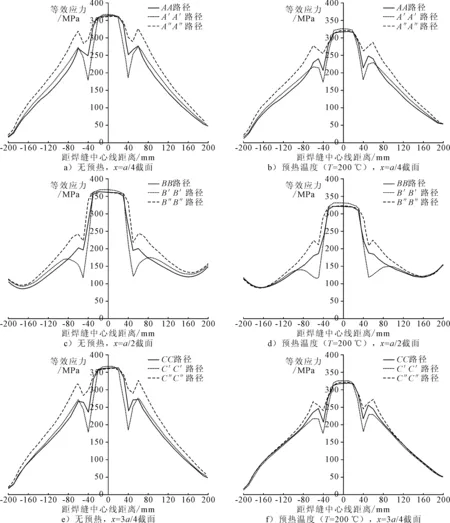
圖5 無預熱及預熱溫度(T=200 ℃)時殘余應力分布
總的來說,預熱溫度為200 ℃時和無預熱情況下,殘余應力呈現(xiàn)出類似的分布,說明預熱對殘余應力分布的影響較小。
2.2 預熱對殘余應力大小的影響
選取距端面距離x=a/2處截面的3個路徑BB、B′B′和B″B″進行分析,圖6a)~c)中從上往下預熱溫度逐漸提高,可以看出,對于選取的各個測試路徑,隨著預熱溫度的提高,殘余應力整體上呈現(xiàn)出下降的趨勢,這說明焊前預熱處理能夠有效地降低厚板的焊后殘余應力。當預熱溫度為60 ℃時,焊縫處的峰值殘余應力為348 MPa,相比于未預熱時的最大殘余應力377 MPa,降低約7.7%;當預熱溫度上升到200 ℃時焊縫處的最大殘余應力僅為331 MPa,下降了12.2%。
從圖6d)可以發(fā)現(xiàn),隨著預熱溫度的升高,各路徑最大殘余應力的下降趨勢呈現(xiàn)出趨緩的規(guī)律,即預熱溫度對降低焊接殘余應力的降低效果在逐漸下降。預熱溫度為200 ℃時的最大殘余應力相比于預熱溫度為160 ℃時的最大殘余應力,僅降低了0.6%,可知預熱溫度達到160 ℃之后,繼續(xù)增加預熱溫度對于改善焊后殘余應力大小的作用不甚明顯。

圖6 各預熱溫度下殘余應力
2.3 不同板厚下預熱的影響
保持模型其他參數(shù)不變,選取板厚分別為40、80及100 mm,計算得到各種情況下焊縫附近的最大殘余應力,見圖7。
由圖7可以看出,板厚越大,最終殘余應力的峰值反而越低;隨預熱溫度的升高,各板厚下最大殘余應力都呈現(xiàn)出下降的趨勢。預熱溫度達到140 ℃~160 ℃附近時,各板厚下最大殘余應力的降低趨勢都開始趨于緩和,此時,殘余應力的降低值為10%左右。因此,實際生產(chǎn)實踐中預熱溫度達到140 ℃~160 ℃時即可,考慮到需要付出的經(jīng)濟和時間成本,并無必要繼續(xù)提高預熱溫度。
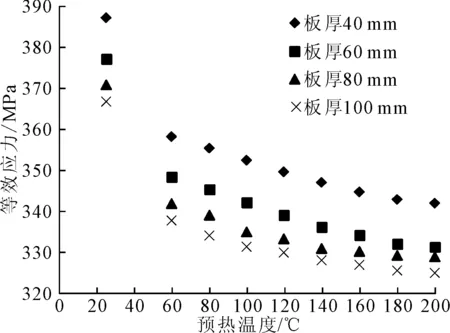
圖7 各板厚下最大殘余應力
3 結論
1)不同預熱溫度下,厚板焊接的殘余應力分布比較接近,整體分布基本呈現(xiàn)出關于焊縫中心線對稱分布,即焊前預熱對殘余應力的分布影響較小。
2)焊前預熱能夠有效降低厚板對接焊的殘余應力,對板厚預熱溫度達到140 ℃~160 ℃時,最大殘余應力相比常溫(25 ℃)不預熱狀態(tài),能夠降低10%左右。因此焊前預熱對改善厚板結構的焊后缺陷具有一定意義。
3)當預熱溫度達到160 ℃左右時,對殘余應力的降低作用開始趨緩,繼續(xù)增加預熱溫度相比在實際生產(chǎn)實踐中所付出的經(jīng)濟和時間成本而言,意義不大。
猜你喜歡
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
上海節(jié)能(2020年3期)2020-04-13 13:16:16
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫(yī)科大學學報(2019年6期)2019-08-13 07:04:32
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機械工程師(2015年10期)2015-02-02 01:14:03
