智能粉料輸送在線取樣系統(tǒng)自動(dòng)控制研究
2021-12-21 03:02:46王應(yīng)麗
礦山機(jī)械 2021年12期
王應(yīng)麗,張 波,王 凱,袁 龍
1洛陽(yáng)礦山機(jī)械工程設(shè)計(jì)研究院有限責(zé)任公司 河南洛陽(yáng) 471039
2礦山重型裝備國(guó)家重點(diǎn)實(shí)驗(yàn)室 河南洛陽(yáng) 471039
在水泥、冶金、化工等對(duì)高壓管道輸送粉料現(xiàn)場(chǎng)質(zhì)量控制有要求的行業(yè),粉料的取樣工作大都用工具手工取樣——操作工將取樣袋套在取樣管道口,手閥緩慢打開(kāi),人工控制取樣量,從主管道集取少量料樣并對(duì)取樣的礦粉進(jìn)行檢測(cè)。人工取樣主要存在以下缺陷:取樣不及時(shí),取樣不均勻,取樣量不好控,不能保證數(shù)據(jù)的準(zhǔn)確,易產(chǎn)生異議;對(duì)環(huán)境污染嚴(yán)重;管道內(nèi)的高壓氣體有安全隱患;且工人勞動(dòng)強(qiáng)度也大[1-2]。因此如何將粉體材料從這些高壓輸送管道中及時(shí)、均勻、定量、安全、可靠且無(wú)污染地取出成了一個(gè)難題[3]。
為了解決上述問(wèn)題,中信重工機(jī)械股份有限公司經(jīng)過(guò)一年多的研發(fā)改進(jìn),開(kāi)發(fā)出一種適用于粉罐車(chē)及各種粉料輸送壓力管道的智能粉料輸送在線取樣系統(tǒng)。該取樣系統(tǒng)主要由取樣裝置和控制系統(tǒng)2 部分組成,可根據(jù)管道壓力,自動(dòng)控制動(dòng)力機(jī)械進(jìn)行采樣、清潔、收集等工作。
1 智能粉料輸送在線取樣系統(tǒng)的結(jié)構(gòu)及工作原理
該智能粉料輸送在線取樣裝置如圖 1所示,主要由進(jìn)料閥及進(jìn)料管道、反吹管道及閥門(mén)、取樣閥、分離器、存料器、過(guò)濾除塵器、放料閥和振打器等部件組成。

圖1 智能粉料輸送在線取樣裝置Fig.1 Intelligent on-line sampling device for powder conveyance
該系統(tǒng)工作原理是:需要卸料的散裝罐車(chē)與輸送管道連接后,開(kāi)始向庫(kù)內(nèi)輸送物料。當(dāng)攜帶粉料的高壓氣體從管道內(nèi)流過(guò)時(shí),進(jìn)料閥打開(kāi),由于壓差作用,高壓含塵氣體進(jìn)入到分離器內(nèi),在分離器內(nèi)完成氣固分離,分離出的粉料落入底部的集灰斗內(nèi),而氣體則由頂部的管道進(jìn)入除塵器中[4]。除塵器一方面用于阻擋含塵氣體直接排放,另一方面可以降低排氣噪聲。過(guò)濾后的氣體清潔無(wú)塵可以直接排放。當(dāng)集灰斗內(nèi)的粉料積累到一定量后,排灰閥打開(kāi)將粉料排到取樣桶中。為了防止集灰斗內(nèi)結(jié)料,在集灰斗的側(cè)壁還設(shè)有振動(dòng)器,通過(guò)振動(dòng)可將粘結(jié)的粉料振落到取樣桶內(nèi)。同時(shí)為了解決罐車(chē)打灰過(guò)后,取樣管道的粉料結(jié)塊問(wèn)題,每次取樣前和取樣后都需要對(duì)取樣管道進(jìn)行反吹,以保證管道清潔。
智能取樣系統(tǒng)可實(shí)現(xiàn)及時(shí)、均勻、定量、安全、可靠的取樣功能,達(dá)到全過(guò)程無(wú)人化操作,除要對(duì)機(jī)械取樣部分進(jìn)行反復(fù)修改設(shè)計(jì)外,控制系統(tǒng)的功能和性能也至關(guān)重要。
2 智能粉料輸送在線取樣控制系統(tǒng)
2.1 控制流程
(1)要保證系統(tǒng)自動(dòng)啟停 要實(shí)現(xiàn)智能取樣系統(tǒng)的無(wú)人化操作,自動(dòng)啟停是根本,考慮罐車(chē)卸料的特殊工況,在取樣管道上安裝壓力傳感器,系統(tǒng)接收到穩(wěn)定的壓力時(shí),即可確認(rèn)罐車(chē)工作,此時(shí)可以開(kāi)始自動(dòng)取樣。反之,如果壓力低于預(yù)設(shè)值時(shí),可以停止取樣。
其中,壓力傳感器的設(shè)計(jì)要點(diǎn)在于:應(yīng)能滿足不同車(chē)輛不同壓力的需求,不同的壓力,物料的質(zhì)量分?jǐn)?shù)就不相同。取出的樣品必須要有反映真實(shí)物理性能的代表性,為此壓力傳感器的設(shè)計(jì)帶寬要大,便于自動(dòng)程序在識(shí)別濃相時(shí)工作。
(2)要保證系統(tǒng)按順序工作 有罐車(chē)開(kāi)始卸料時(shí),系統(tǒng)自動(dòng)啟動(dòng),間隔一段時(shí)間,反吹—反吹停止—取樣—取樣停止—反吹—反吹停止。間隔一段時(shí)間,周而復(fù)始,到達(dá)預(yù)定的取樣次數(shù),放料閥動(dòng)作,樣品排入取樣桶中。系統(tǒng)順序工作流程如圖 2所示。
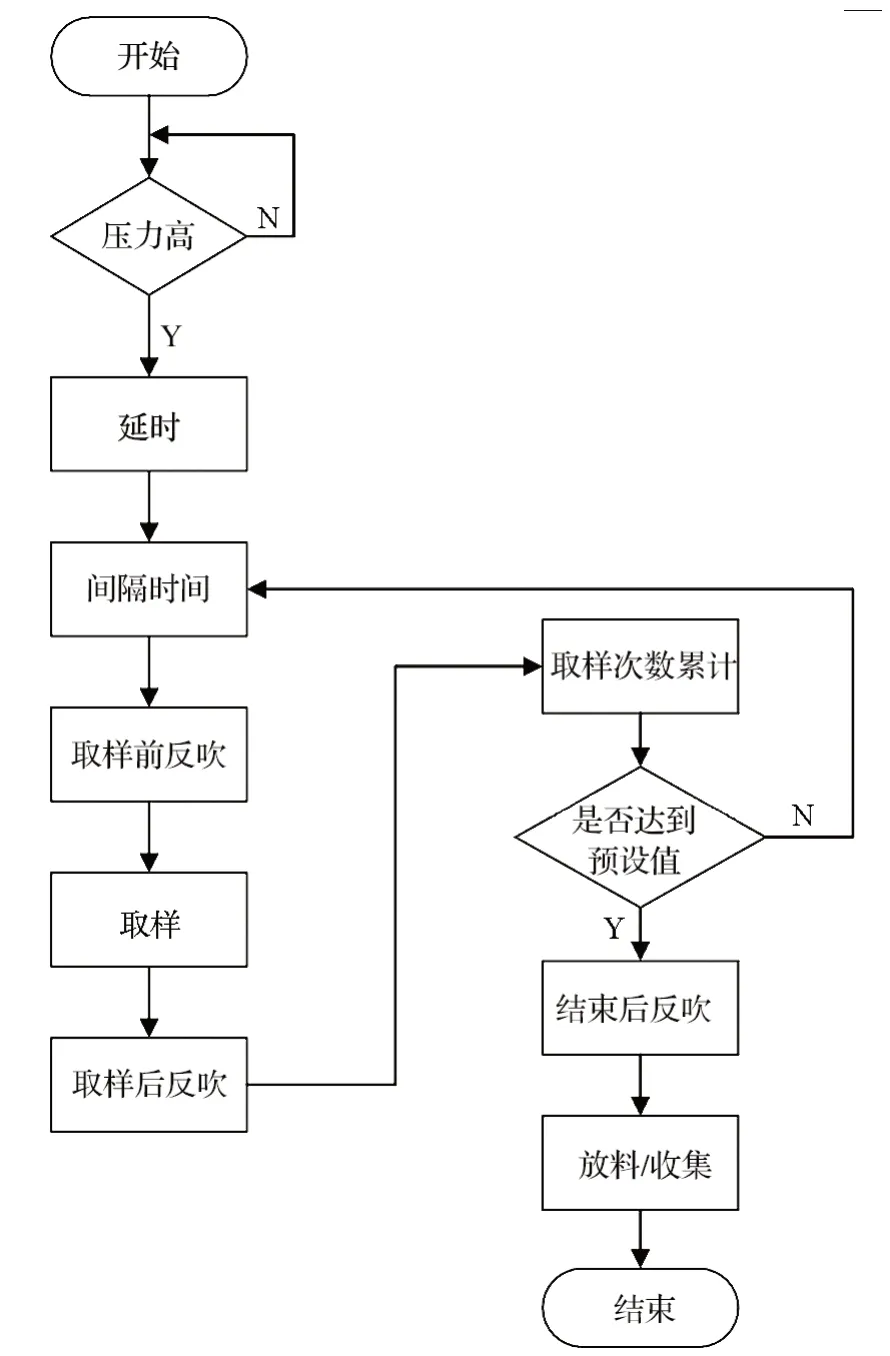
圖2 智能粉料輸送在線取樣系統(tǒng)工作流程Fig.2 Working process flow of intelligent on-line sampling system for powder conveyance
(3)要確保工序間隔時(shí)間合理 確保取樣時(shí)間內(nèi)可以采集到所需數(shù)量的樣品,確保反吹時(shí)間既可以清理干凈管道的剩余粉料,又盡可能地減少反吹時(shí)間,以節(jié)約壓縮空氣用量。
(4)確保異常情況下安全取樣 故障和異常情況主要包含:①壓力變送器信號(hào)的異常干擾,導(dǎo)致取樣驟停;② 設(shè)定時(shí)間未到或者次數(shù)未到,罐車(chē)停止卸料,導(dǎo)致取料周期中斷;③由于設(shè)定時(shí)間過(guò)長(zhǎng)或者次數(shù)過(guò)多,導(dǎo)致放料閥長(zhǎng)時(shí)間不動(dòng)作,造成細(xì)粉樣品在集灰斗內(nèi)板結(jié),而集灰斗本身又很難清理。
(5)實(shí)現(xiàn)全自動(dòng)無(wú)人控制 粉狀物料進(jìn)廠有時(shí)候按照批次檢驗(yàn),有時(shí)候按照車(chē)次檢驗(yàn),要根據(jù)批次和車(chē)型大小,調(diào)整取樣時(shí)間間隔和其他參數(shù),自動(dòng)控制系統(tǒng)可使化驗(yàn)室人員遠(yuǎn)距離操作。
2.2 控制難點(diǎn)
從智能粉料輸送在線取樣系統(tǒng)控制功能和流程分析,系統(tǒng)控制的難點(diǎn)在以下幾個(gè)方面[5-6]:
(1)啟停條件的設(shè)計(jì) 除了滿足信號(hào)值域要求外,還要考慮壓力信號(hào)的干擾問(wèn)題和壓力上升時(shí)間,罐車(chē)開(kāi)始打料時(shí),壓力逐漸上升,數(shù)分鐘后才能穩(wěn)定。打料結(jié)束時(shí),壓力則下降比較快。啟動(dòng)和停止壓力時(shí)需要取不同的時(shí)延。
(2)系統(tǒng)工作時(shí)序的設(shè)計(jì) 系統(tǒng)工作時(shí)序復(fù)雜,需要考慮好每個(gè)工序之間的順序和銜接。比如若反吹后長(zhǎng)時(shí)間不取樣,或者取樣后長(zhǎng)時(shí)間不反吹,以及取樣后沒(méi)有及時(shí)關(guān)閉進(jìn)口閥等情況,均會(huì)導(dǎo)致管道粉料結(jié)塊,嚴(yán)重時(shí)甚至粉料會(huì)進(jìn)入閥芯內(nèi)部,堵塞閥門(mén)。
(3)對(duì)異常情況的充分考慮 由于采用循環(huán)工序取均勻樣品,任一循環(huán)或者任一循環(huán)的任一工序均會(huì)由于車(chē)況或者外部設(shè)備異常而出現(xiàn)故障。程序需充分考慮故障和異常情況,采取正確的應(yīng)對(duì)措施,才能保證智能采樣系統(tǒng)的工作可靠性。
(4)可靠性與可用性 智能在線取樣系統(tǒng)現(xiàn)場(chǎng)環(huán)境一般較惡劣,要適應(yīng)這種工作環(huán)境,需要抗干擾,抗污染,結(jié)構(gòu)緊湊,以便于運(yùn)輸和現(xiàn)場(chǎng)安裝放置。
(5)通信問(wèn)題 化驗(yàn)室上位機(jī)僅需要有調(diào)整參數(shù)、數(shù)據(jù)收集和打印功能即可。但購(gòu)置 SCADA 軟件成本高昂,亦沒(méi)有自主權(quán),所以需要開(kāi)發(fā)通用的遠(yuǎn)程通信客戶(hù)端,實(shí)現(xiàn)低成本的軟件架構(gòu)。
3 智能粉料輸送在線取樣系統(tǒng)方案設(shè)計(jì)
3.1 控制要點(diǎn)
通過(guò)對(duì)智能粉料輸送在線取樣系統(tǒng)控制要點(diǎn)和難點(diǎn)分析,可以得到以下結(jié)論:
(1)控制系統(tǒng)需要能實(shí)現(xiàn)順序控制,以完成開(kāi)閥、反吹、取樣、振打放料等取樣工序。
(2)控制系統(tǒng)應(yīng)具有計(jì)時(shí)和計(jì)數(shù)功能,智能在線取樣不僅需要根據(jù)計(jì)時(shí)器延時(shí)動(dòng)作,而且需要倒計(jì)時(shí)每次間隔的時(shí)間(指每車(chē)N次采樣之間的時(shí)間間隔,該時(shí)間可由用戶(hù)設(shè)置和更改)和每次取樣時(shí)間(取樣時(shí)間過(guò)長(zhǎng),采集樣品會(huì)過(guò)多,需合適調(diào)整該時(shí)間);還需要記錄每車(chē)采樣開(kāi)始時(shí)間、結(jié)束時(shí)間和采樣次數(shù),并將數(shù)據(jù)上傳至化驗(yàn)室;同時(shí),根據(jù)時(shí)間間隔和次數(shù)完成循環(huán)功能。
(3)控制系統(tǒng)應(yīng)具有模擬量采集和處理功能,系統(tǒng)自啟動(dòng)和自停止功能均根據(jù)壓力信號(hào)完成。壓力傳感器輸出的4~20 mA 模擬量需要進(jìn)入控制系統(tǒng),配合完成邏輯搭建和程序編制工作。
(5)控制系統(tǒng)應(yīng)具有遠(yuǎn)程通信接口,要與化驗(yàn)室有數(shù)據(jù)傳遞,實(shí)現(xiàn)化驗(yàn)室人員的遠(yuǎn)距離操作和監(jiān)控。一方面可以遠(yuǎn)程監(jiān)視采集流程,另一方面可以遠(yuǎn)距離進(jìn)行參數(shù)調(diào)整。
3.2 方案確定
根據(jù)以上結(jié)論,對(duì)比以下2 種方案,確定采用以PLC+觸摸屏的控制方案。
(1)單片機(jī) (MCU)+外圍電路 該方案成本低,體積小,很適合智能在線取樣系統(tǒng)。但該方案也存在以下2 個(gè)問(wèn)題:一個(gè)是軟件開(kāi)發(fā)周期長(zhǎng),MCU程序需要從底層寫(xiě)起,編寫(xiě)和調(diào)試比較費(fèi)時(shí);另一個(gè)是外圍硬件電路的搭建和測(cè)試需要外界協(xié)助,而且周期也會(huì)較長(zhǎng),硬件電路的穩(wěn)定性和可靠性有一定風(fēng)險(xiǎn),且硬件封裝的防塵性也需要充分考慮。
(2)PLC+觸摸屏 該方案體積比單片機(jī)(MCU)+外圍電路方案會(huì)大一些,能耗也大一些,成本相對(duì)高一些。但軟件開(kāi)發(fā)周期較短,有固定的程序模塊可以調(diào)用,而且硬件產(chǎn)品的穩(wěn)定性和可靠性均有官方認(rèn)證,無(wú)須耗費(fèi)精力[7]。綜合考慮,空間的犧牲可以容忍,成本增加也可以接受,故選擇此方案。
4 方案實(shí)施
4.1 硬件實(shí)施方案
智能粉料輸送在線取樣系統(tǒng)硬件選擇西門(mén)子 S7-200 SMART 昆侖通泰 MCGS 觸摸屏的方案。S7-200 SMART CPU 標(biāo)配的 PROFINET 接口,基本指令執(zhí)行時(shí)間為 0.15 μs。CPU 模塊有標(biāo)準(zhǔn)型和經(jīng)濟(jì)型2 種類(lèi)型。經(jīng)濟(jì)型 CPU 模塊直接通過(guò)單機(jī)本體滿足智能在線取樣系統(tǒng)的控制需求。深圳昆侖通泰的 MCGS 觸摸屏可以通過(guò) RS485 無(wú)縫連接西門(mén)子 PLC,完成兩者之間所有的數(shù)據(jù)通信工作。該方案也是現(xiàn)有 PLC+觸摸屏方案中性能最好、價(jià)格最低的方案。硬件配置如圖 3所示。
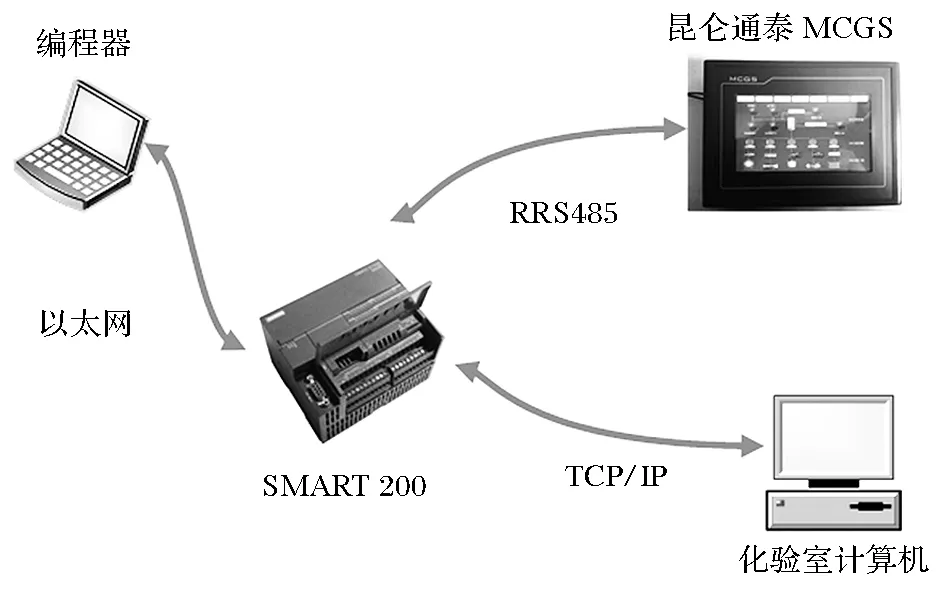
圖3 智能粉料輸送在線取樣系統(tǒng)硬件連接示意Fig.3 Hardware connection diagram of intelligent on-line sampling system for powder conveyance
為滿足空間需求,將整個(gè)柜體分割,僅用上部1/6 的空間布置控制系統(tǒng)(含控制器、配電空開(kāi)、隔離器、接觸器和中間繼電器等元器件),控制系統(tǒng)硬件布置如圖 4所示。控制系統(tǒng)周?chē)鸀閷?duì)電子元器件無(wú)干擾的氣動(dòng)電磁閥。
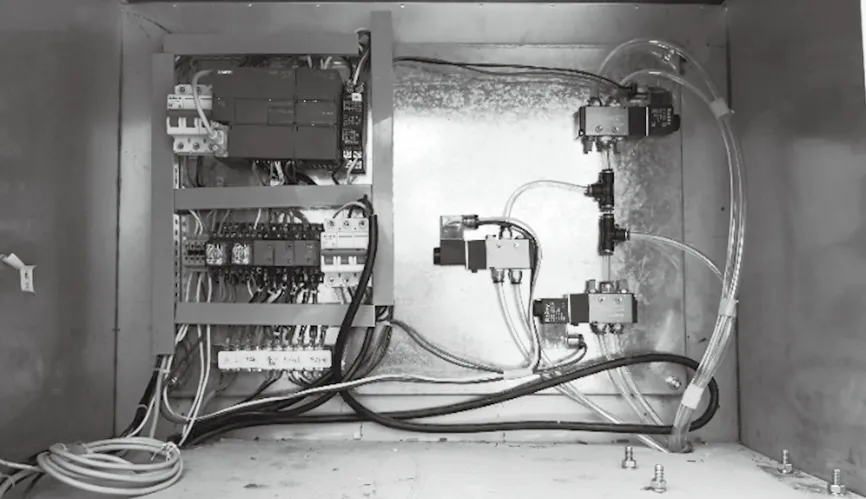
圖4 智能粉料輸送在線取樣系統(tǒng)硬件布置Fig.4 Hardware layout of intelligent on-line sampling system for powder conveyance
4.2 軟件實(shí)施方案
根據(jù)控制要求和控制要點(diǎn)進(jìn)行軟件設(shè)計(jì),軟件共分以下6 個(gè)部分。
(1)工作方式切換 用戶(hù)可以選擇手動(dòng)或者自動(dòng)操作智能粉料取樣系統(tǒng),自動(dòng)時(shí)系統(tǒng)根據(jù)壓力自啟動(dòng),自動(dòng)執(zhí)行采用流程,自動(dòng)停止;手動(dòng)時(shí),忽略壓力信號(hào),直接按設(shè)定的周期循環(huán)取樣,直至取樣結(jié)束,如圖 5(a)所示。
PLM是一種數(shù)據(jù)管理和信息集成軟件,是CAx,PDM,ERP,CRM,OA等工具的集成平臺(tái),將各種異構(gòu)數(shù)據(jù)統(tǒng)一起來(lái),打破信息孤島,實(shí)現(xiàn)了所有與項(xiàng)目有關(guān)的人在整個(gè)信息生命周期共享產(chǎn)品數(shù)據(jù),為并行工程提供系統(tǒng)工作環(huán)境。
(2)模擬量信號(hào)處理 由于 SMART 200 不提供模擬量量化轉(zhuǎn)換模塊,編程人員需按照編寫(xiě)程序進(jìn)行量化轉(zhuǎn)換,轉(zhuǎn)換邏輯如圖 5(b)所示。

圖5 智能粉料輸送在線取樣系統(tǒng)軟件控制Fig.5 Software control of intelligent on-line sampling system for powder conveyance

式中:PVout為轉(zhuǎn)換后的值;PVin為模擬量輸入值;Rmax、Rmin分別為儀表的上限和下限值。
(3)程序流程的時(shí)序 此部分為軟件核心內(nèi)容,為軟件設(shè)計(jì)的難點(diǎn)。順序工作流程時(shí)序如圖 6所示。
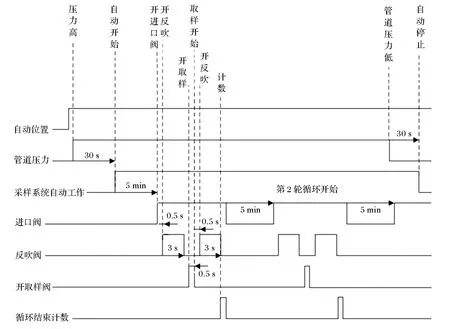
圖6 智能粉料輸送在線取樣系統(tǒng)信號(hào)時(shí)序圖Fig.6 Signal sequence diagram of intelligent on-line sampling system for powder conveyance
(4)故障處理 用于處理故障或者異常情況。目前主要考慮了壓力變送器信號(hào)異常、罐車(chē)未拉滿料導(dǎo)致循環(huán)提前結(jié)束等情況。
(5)人機(jī)接口 主要包括觸摸屏操作畫(huà)面,用于顯示系統(tǒng)實(shí)時(shí)工作的動(dòng)態(tài)畫(huà)面,采集次數(shù)、集時(shí)長(zhǎng)等參數(shù)設(shè)定的界面,以及手動(dòng)檢修時(shí)進(jìn)行單個(gè)設(shè)備驅(qū)動(dòng)測(cè)試的界面。
(6)PLC 與化驗(yàn)室的通信程序 利用 C# 軟件,采用 S7 協(xié)議,直接對(duì) PLC 的地址進(jìn)行讀取和寫(xiě)入操作,從而訪問(wèn)到化驗(yàn)室需要的數(shù)據(jù),以及下發(fā)至PLC 的參數(shù)設(shè)置。同時(shí)提供了單據(jù)打印功能。以下為 C# 與 SMART 200 通信連接和調(diào)用的實(shí)例化代碼(部分)。


5 投運(yùn)效果
經(jīng)過(guò)數(shù)次改造和試投運(yùn),智能粉料輸送在線取樣系統(tǒng)最終在山東平陰山水水泥廠粉磨車(chē)間達(dá)到了連續(xù)投運(yùn)。智能粉料輸送在線取樣系統(tǒng)如圖 7所示。

圖7 智能粉料輸送在線取樣系統(tǒng)Fig.7 Intelligent on-line sampling system for powder conveyance
經(jīng)過(guò)投運(yùn)一年來(lái)的數(shù)據(jù)統(tǒng)計(jì),智能粉料輸送在線取樣系統(tǒng)達(dá)到了100% 的自動(dòng)投運(yùn)率,完全避免了管道板結(jié)情況,大大降低了人工取樣的勞動(dòng)強(qiáng)度,節(jié)約了取樣采樣人員的數(shù)量。取樣均勻度根據(jù)預(yù)設(shè)時(shí)間隨意調(diào)整,取樣量滿足用戶(hù)需求。對(duì)意外情況,如壓力變送器信號(hào)的異常干擾、沒(méi)有完成設(shè)定情況以外終止打料等,均能進(jìn)行故障處理,強(qiáng)制中斷循環(huán),強(qiáng)制吹掃,并振打放料。
在投入運(yùn)行的經(jīng)濟(jì)效果方面,單臺(tái)自動(dòng)取樣設(shè)備每年為企業(yè)節(jié)約人工成本約3 萬(wàn)元,節(jié)約了取樣用量,避免了原料浪費(fèi),從取樣方式上杜絕了來(lái)料以次充好的途徑。
6 結(jié)語(yǔ)
經(jīng)過(guò)實(shí)際現(xiàn)場(chǎng)應(yīng)用表明,智能自動(dòng)取樣完全解決了人工取樣無(wú)法定時(shí)、定量、安全、可靠且無(wú)污染的問(wèn)題,也間接消除了采樣數(shù)據(jù)不準(zhǔn),易引起異議的問(wèn)題,更為用戶(hù)帶來(lái)了質(zhì)量管控的基礎(chǔ),同時(shí)也避免了潛在的經(jīng)濟(jì)損失。在目前市場(chǎng)仍然依靠手動(dòng)取樣的高壓管道粉料現(xiàn)場(chǎng)有巨大的推廣和應(yīng)用空間,具有良好的附加經(jīng)濟(jì)效益。
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測(cè)繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
表面工程與再制造(2019年6期)2019-08-24 06:40:04
中國(guó)洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
文苑(2018年23期)2018-12-14 01:06:06
文苑(2018年19期)2018-11-09 01:30:14
文苑(2018年17期)2018-11-09 01:29:26
文苑(2018年21期)2018-11-09 01:22:32
