超厚板核心筒復(fù)雜田字柱的加工
2021-12-21 09:03:52趙曉宏
建筑施工 2021年8期
趙曉宏
中冶(上海)鋼結(jié)構(gòu)科技有限公司 上海 201908
隨著高層鋼結(jié)構(gòu)建筑日益發(fā)展,國內(nèi)建筑的高度不斷被刷新。設(shè)計師經(jīng)常選擇復(fù)雜異形截面的構(gòu)件作為承重結(jié)構(gòu),這樣既增大了結(jié)構(gòu)的使用功能,又實現(xiàn)了外觀造型的新穎別致。此類復(fù)雜構(gòu)件截面相對較大,所用鋼板厚度較厚,材質(zhì)等級較高,構(gòu)件質(zhì)量相對較大。
在制作過程中,因起重翻身、焊接等影響,加工精度控制難度大。研究其裝配工藝、焊接變形控制工藝,對復(fù)雜鋼柱的整體精度控制有著重要意義[1-3]。
1 工程概述
某項目主要由A、B塔樓及裙房組成,辦公塔樓為高層建筑,A塔樓地下3層、地上13層,主要屋面高度58.65 m;B塔樓地下3層、地上12層,主要屋面高度54.35 m;地下室大底板標高-14.90 m,鋼結(jié)構(gòu)用鋼量約12 000 t。2棟高層7層以上框架的外框柱設(shè)置在4~6層的大懸挑環(huán)帶桁架上,故F4、F6層為核心筒加強層,加強區(qū)節(jié)點復(fù)雜,采用田字形結(jié)構(gòu)。田字形角柱箱體采用Q420GJC鋼,單節(jié)外觀尺寸長×寬×高=5 368 mm×4 850 mm×3 200 mm,最大板厚80 mm,構(gòu)件質(zhì)量達55 t(圖1~圖3)。
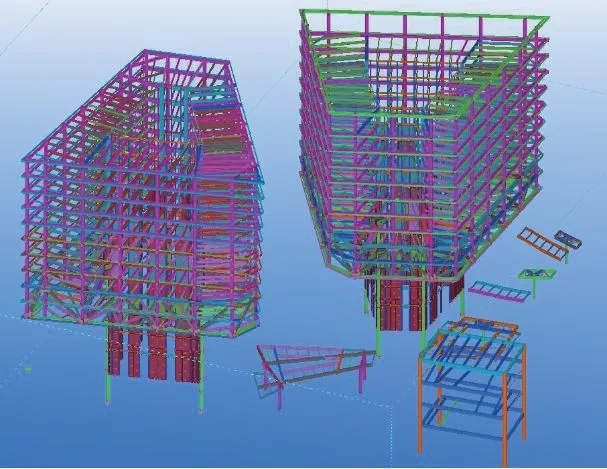
圖1 鋼結(jié)構(gòu)整體三維模型
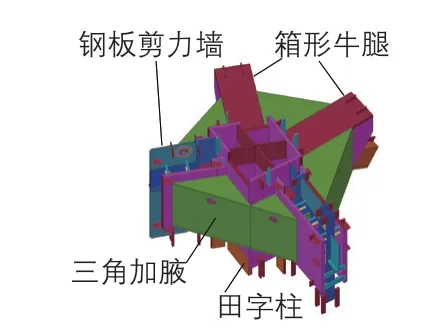
圖2 田字形角柱三維效果圖

圖3 田字形角柱實物
2 裝焊整體流程
該復(fù)雜田字形角柱由田字柱、十字柱、三角加腋、箱形牛腿、鋼板剪力墻等組成,內(nèi)部十字柱不僅存在從80 mm到36 mm的板厚過渡,且有角度偏移(圖4)。
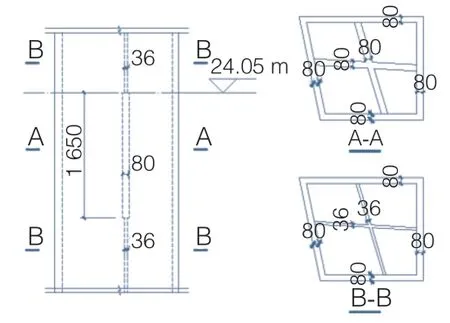
圖4 角柱變截面節(jié)點
另外,箱形牛腿與田字柱本體主焊縫存在交匯于一線的情況,采用超厚板折彎工藝技術(shù),避免了焊縫重疊,保證了焊接質(zhì)量。
復(fù)雜的角柱可拆解為田字柱、箱形牛腿及側(cè)板、三角加腋、鋼板剪力墻4個部分,采用分步組裝、焊接的方式(圖5)。
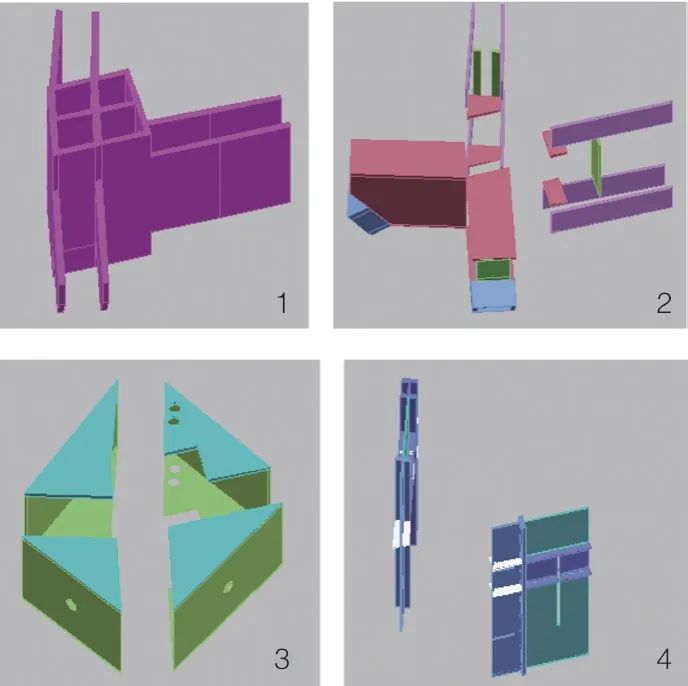
圖5 田字形角柱分解示意
1)在臨時胎架上加工好第1部分田字柱。
2)根據(jù)加工圖,在臨時胎架上將第2~4部分獨立單體組裝、焊接完成。
3)第1部分田字柱焊接探傷合格后,將箱形牛腿及鋼板剪力墻裝配焊接在田字柱的四周,十字柱裝配在田字柱的上下端。箱形牛腿及鋼板剪力墻裝配探傷合格后,裝配焊接鋼板剪力墻兩邊的側(cè)板。
4)裝配焊接三角加腋。
這款刷臉支付產(chǎn)品的外形如同1個臺燈,只是取代“燈泡”位置的是1塊書本大小的刷臉顯示屏。將它接入人工收銀機,并放置在收銀臺上,顧客只要對準攝像頭就能快速完成刷臉支付。
3 裝配質(zhì)量控制
3.1 超厚板折彎工藝
試驗證明,80 mm厚鋼板冷彎后(圖6),屈強比、斷后伸縮率、斷面收縮率等性能滿足設(shè)計及規(guī)范要求。

圖6 冷彎試驗
80 mm厚鋼板折彎工藝:冷彎+消應(yīng)力退火工藝。將鋼板冷彎后,采用消應(yīng)力退火,鋼板溫度加熱到稍高于Ac1的溫度,控制在620 ℃±20 ℃,保溫120 min。400 ℃到620 ℃的升溫時間為65 min,620 ℃降溫到400 ℃的時間為80 min(圖7)。
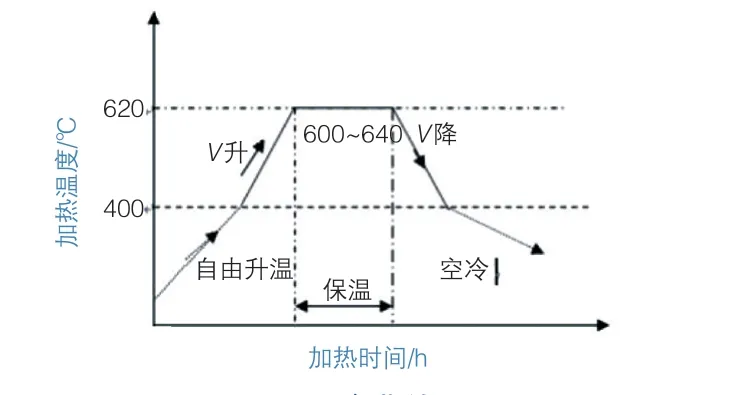
圖7 溫度曲線
退火采用電加熱的方法,用4塊電加熱板和石棉毯包裹彎弧及兩側(cè)約200 mm范圍。
3.2 田字柱裝配工藝
田字柱一般由2塊折彎異形板、5塊異形板及方板組成。為增加結(jié)構(gòu)剛度,田字柱腹板一般會貫穿翼緣板,如圖8所示。
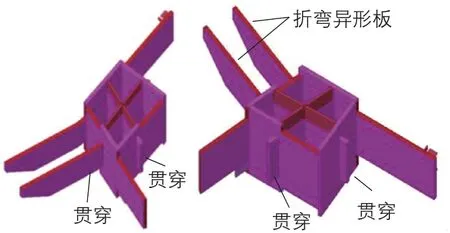
圖8 田字柱分解
田字柱的腹板將翼緣板分割成4塊,為控制焊接變形,田字柱的7塊零件板采取整體裝配的方式,提前將腹板及翼緣板開好坡口及槽口,按照圖9加設(shè)焊接墊板,坡口角度為30°,焊接間隙10 mm。
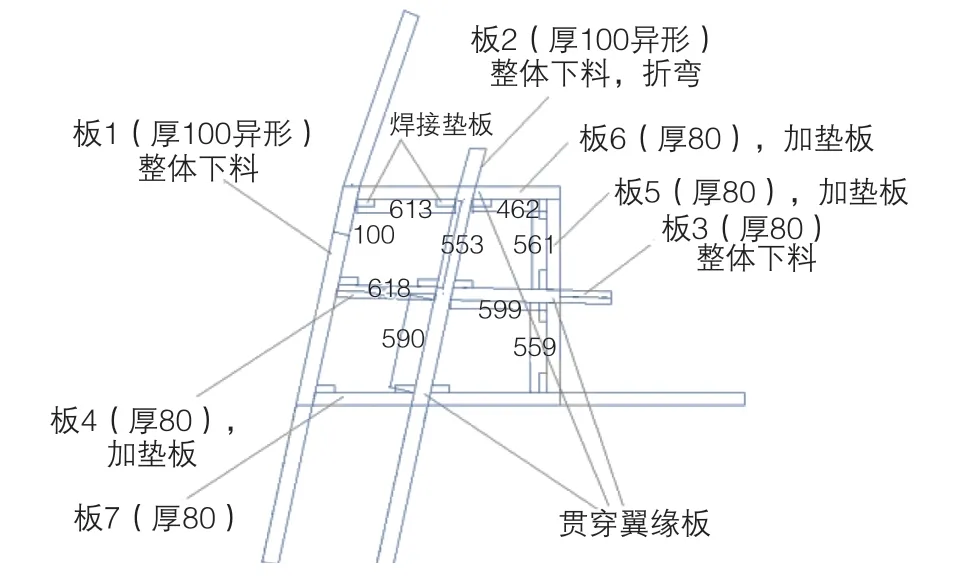
圖9 田字柱裝配示意
3.3 田字柱異形精度控制措施
田字柱內(nèi)部十字板不是垂直的90°,存在偏移角度,在十字板的組立、焊接過程中,需特別注意與翼緣板、腹板的角度控制。焊接過程需用硬性支撐加固,有效防止焊接變形和彎曲。
同時,由加工廠制作1塊與田字柱截面外形尺寸相同的膠木板作為樣板,在4個端點和十字交點處設(shè)置控制坐標點。測量時,將樣板貼于鋼柱端部,定位后用夾具夾緊,再用鋼卷尺實測長度、寬度、對角線等關(guān)鍵尺寸(圖10)。
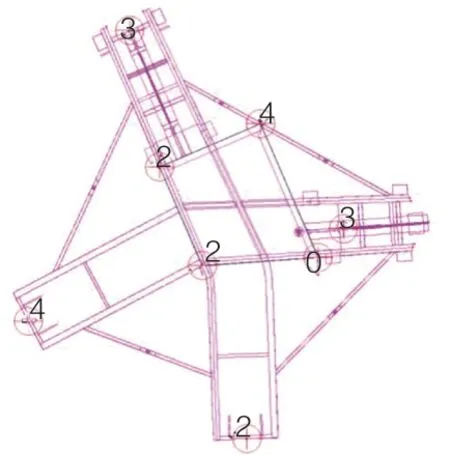
圖10 安裝前后對比誤差
4 焊接質(zhì)量控制
田字柱鋼板厚80 mm,材質(zhì)為Q420GJC,等級高,裂紋敏感度高,節(jié)點結(jié)構(gòu)復(fù)雜,易產(chǎn)生焊接變形及應(yīng)力集中。厚板焊接的質(zhì)量控制是重、難點,需做到以下幾點:
1)厚板焊接必須按照WPS(焊接工藝規(guī)程)要求設(shè)置參數(shù),嚴禁為了提高焊接速度將電流、電壓調(diào)大,使熱輸入量過大,導(dǎo)致焊接變形。
2)焊前預(yù)熱,80 mm厚鋼板預(yù)熱溫度不低于120 ℃;焊中嚴控層間溫度,焊后進行保溫處理,用石棉覆蓋焊接區(qū)域200 mm范圍內(nèi)保溫緩冷;多層多道焊接過程中需用小錘均勻敲打焊道表面,既能清除焊渣,又能消除焊接應(yīng)力。
3)焊前優(yōu)化坡口形式,田字柱焊縫均為全熔透一級焊縫,焊接位置需加墊板。焊接坡口角度為30°,坡口角度偏差<5°,焊接間隙為10 mm,坡口如圖11所示。組裝前將坡口開到底,坡口及其邊緣的表面應(yīng)勻整、光潔,且無毛刺、分層、裂紋和其他對焊接質(zhì)量與強度有不利影響的缺陷。為防止層狀撕裂,田字柱4個角接頭處也需在翼緣板上開坡口,如圖12所示,總坡口角度30°,焊接間隙10 mm。
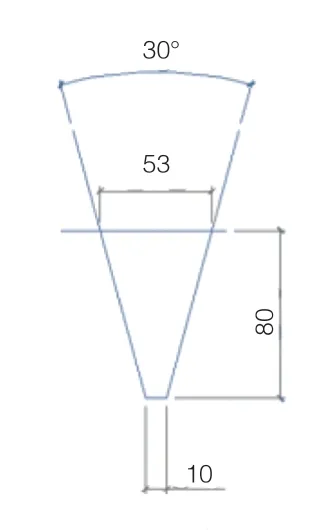
圖11 焊縫坡口示意
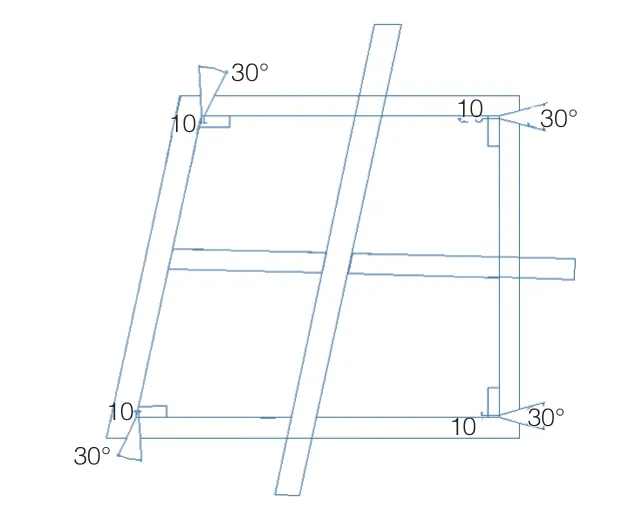
圖12 特殊位置坡口示意
4)合理的施焊順序有助于減少焊接變形及應(yīng)力集中。焊接總體順序為:田字柱組裝好后先打底,然后先焊外框焊縫,再焊內(nèi)部腹板焊縫,最后焊接貫穿的腹板焊縫(圖13)。
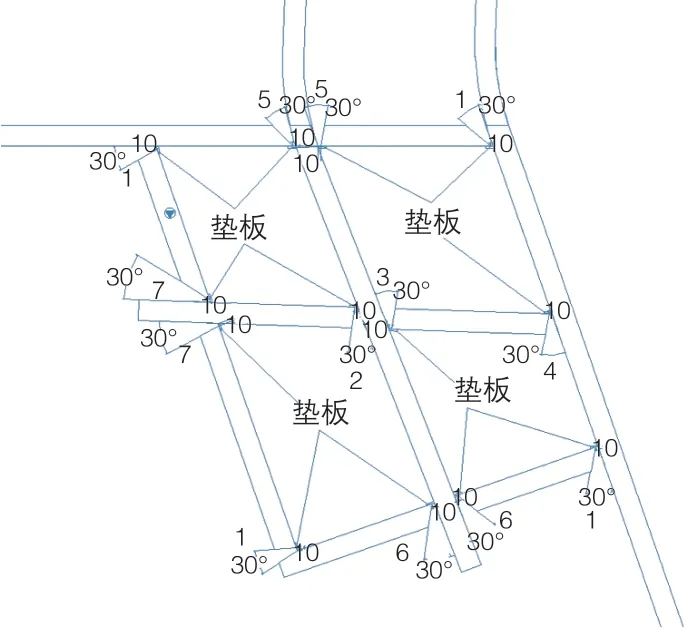
圖13 焊接順序示意
① 將所有焊縫都打底一道,打底順序按照編號1—7。
② 編號1的4條外框焊縫同時焊接,填充到焊縫的1/3為止;同一編號的焊縫原則上應(yīng)多人同時對稱施焊。
③ 按照編號2—7的順序填充到焊縫的1/3為止。
④ 重復(fù)按照編號1—7的順序,依次將焊縫填充到2/3后,再循環(huán)進行一次翻身、對稱焊接,將所有焊縫填充飽滿。
⑤ 編號1的主焊縫最后蓋面宜選用埋弧焊焊接,可更好地保證焊縫外觀成形質(zhì)量。
⑥ 多層多道焊接過程中,需逐層錘擊消除應(yīng)力,嚴禁一次將焊縫填充太多。
⑦ 焊接過程中,多次測量外形尺寸,可及時糾偏校正出現(xiàn)的焊接變形。
5 結(jié)語
本工程實例通過工藝研究,圓滿解決了超厚板復(fù)雜田字柱的焊接技術(shù)難題,驗證了復(fù)雜構(gòu)件裝配焊接順序的重要性。
通過分解單體部件組裝、焊接,確定焊前坡口形式,采用合理的焊接工藝順序、防變形過程控制,有效地減少了構(gòu)件整體變形,提高了構(gòu)件質(zhì)量和制作效率。該施工方法對類似構(gòu)件制作可起到指導(dǎo)、借鑒的作用,值得推廣。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
