插齒機(jī)行程位置調(diào)節(jié)裝置的維修與改造
2021-12-22 11:15:30周梅斌董震云曹蕭
金屬加工(冷加工) 2021年12期
周梅斌,董震云,曹蕭
泰爾重工集團(tuán)股份有限公司 安徽馬鞍山 243000
1 序言
插齒加工前,需要根據(jù)工件輪齒的長度調(diào)節(jié)插齒刀的行程大小,同時還需要根據(jù)工件的高度調(diào)節(jié)插齒刀行程的上下位置。我公司有多臺YK51160插齒機(jī),其行程位置調(diào)節(jié)裝置經(jīng)常出現(xiàn)卡死故障,調(diào)節(jié)裝置一旦出現(xiàn)卡死就無法使用,需重新更換配件,且更換極為繁瑣。已多次更換原廠配件(每件配件需6000元),但使用壽命都較短。
如果工件較短,可以墊高工件;如果工件較長,不能向上調(diào)節(jié)插齒刀位置,就無法加工。公司有一批工件急需插齒加工,又出現(xiàn)了卡死故障,無法抬高插齒刀,工件無法加工。如果購買更換配件,則等待時間較長,無法滿足客戶交貨期的要求;如果委外加工,則費(fèi)用需要93萬元,因此公司亟待對原行程位置調(diào)節(jié)裝置進(jìn)行維修與改造。
2 原調(diào)節(jié)裝置結(jié)構(gòu)分析
原行程位置調(diào)節(jié)裝置(見圖1、圖2)是由帶正反牙的雙頭螺桿、傘齒輪軸、傘齒輪、襯套、調(diào)整墊、箱體、箱蓋、平鍵及螺母等零件組成,相當(dāng)于一個一級傘齒輪減速機(jī),其輸入軸為傘齒輪軸、輸出軸為雙頭螺桿。當(dāng)需要調(diào)節(jié)行程位置時,先松開滑塊連桿和曲柄連桿上的螺栓,再用扳手轉(zhuǎn)動傘齒輪軸,通過傘齒輪帶動雙頭螺桿轉(zhuǎn)動,調(diào)節(jié)滑塊連桿和曲柄連桿之間的距離,來實現(xiàn)插齒刀行程位置的調(diào)節(jié)。當(dāng)調(diào)節(jié)到理想位置時,擰緊滑塊連桿和曲柄連桿上的螺栓,使雙頭螺桿鎖死。
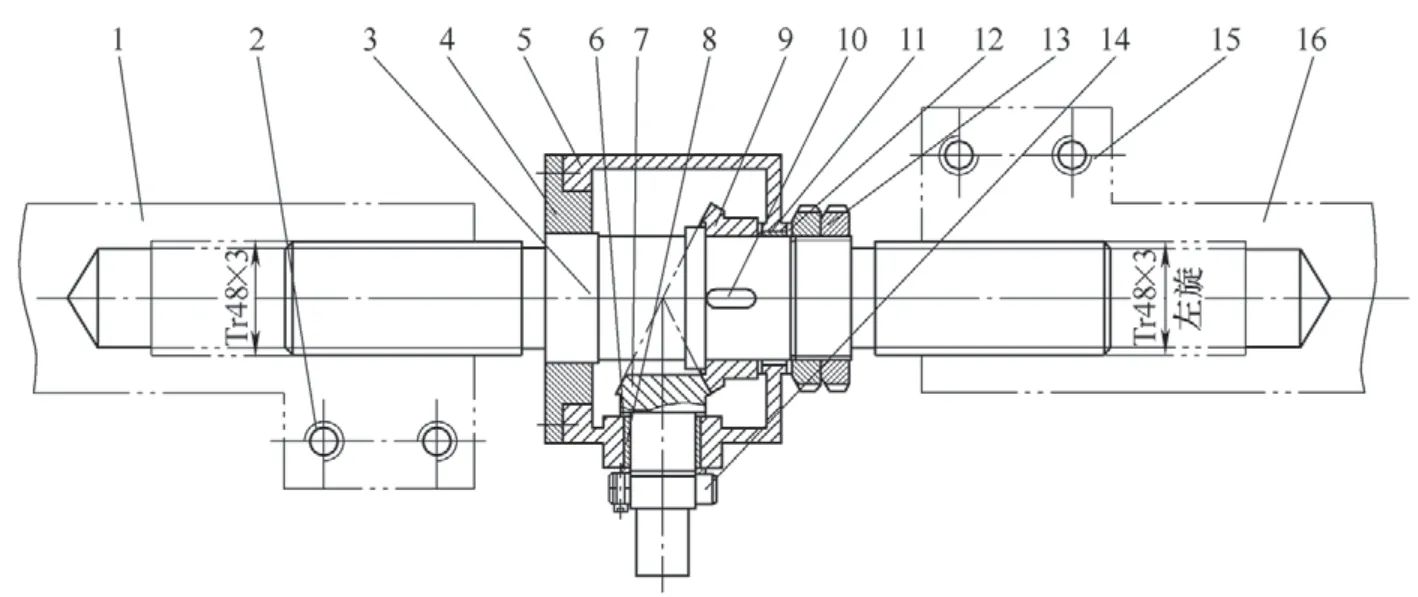
圖1 原行程位置調(diào)節(jié)裝置結(jié)構(gòu)示意

圖2 原行程位置調(diào)節(jié)裝置
對經(jīng)常出現(xiàn)用扳手無法轉(zhuǎn)動傘齒輪軸即卡死的現(xiàn)象進(jìn)行分析。傘齒輪嚙合需要保證足夠的齒面接觸面積,對安裝精度要求很高,裝配時需要嚴(yán)格配調(diào)整墊。
原行程位置調(diào)節(jié)裝置是一個簡易的傘齒輪減速機(jī),既沒有滾動軸承,也沒有密封元件。即使保證了裝配精度,傘齒輪軸帶動傘齒輪在受力旋轉(zhuǎn)時,需要克服徑向和軸向的摩擦阻力,不僅傳動效率大大降低,還會使摩擦面有磨損。
摩擦面磨損就會使安裝精度喪失,導(dǎo)致傘齒輪嚙合不佳。由于沒有密封元件,灰塵和油污很容易進(jìn)入減速機(jī)箱體內(nèi),會加劇滑動軸承和調(diào)整墊的磨損;灰塵和油污進(jìn)入輪齒,就會影響傘齒輪的正確嚙合。因而,即使重新更換新配件,使用壽命也不會很長。
通過對原有結(jié)構(gòu)分析,發(fā)現(xiàn)原有設(shè)計存在先天不足。如能改進(jìn)結(jié)構(gòu),去除中間環(huán)節(jié),直接用扳手使雙頭螺桿轉(zhuǎn)動的話,出現(xiàn)卡死現(xiàn)象的可能性就會很小。
3 解決方案
為實現(xiàn)直接用扳手使雙頭螺桿轉(zhuǎn)動,對原行程位置調(diào)節(jié)裝置結(jié)構(gòu)進(jìn)行了改造(見圖3、圖4)。除了保留雙頭螺桿外,去除原調(diào)節(jié)裝置的其他所有零件,并將原有雙頭螺桿中間圓柱體銑成六方體,用開口扳手轉(zhuǎn)動中部六方體即可實現(xiàn)雙頭螺桿轉(zhuǎn)動。在維修時還發(fā)現(xiàn),由于滑塊連桿和曲柄連桿的內(nèi)螺紋和雙頭螺桿的外螺紋經(jīng)長期使用后磨損較大,通過擰緊滑塊連桿和曲柄連桿上的螺栓,已不能使雙頭螺桿完全鎖死。
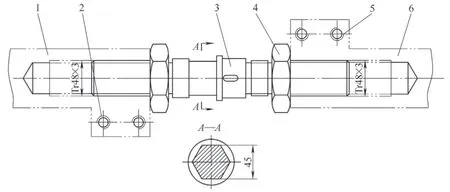
圖3 改造后的行程位置調(diào)節(jié)裝置結(jié)構(gòu)示意

圖4 改造后的行程位置調(diào)節(jié)裝置
為此,增加了2個扁螺母,將中間的部分外圓和鎖緊外螺紋車削加工成Tr48×3(左),使右端螺紋Tr48×3(左)向中間加長。
改造調(diào)節(jié)裝置只需對原雙頭螺桿車削和銑削加工,再制作2個扁螺母,加工制作簡單快捷,不僅成本低廉,安裝使用也非常方便。當(dāng)需要調(diào)節(jié)行程位置時,先松開滑塊連桿和曲柄連桿上的螺栓,再松開2個扁螺母,通過開口扳手轉(zhuǎn)動雙頭螺桿,來實現(xiàn)插齒刀行程位置的調(diào)節(jié),當(dāng)調(diào)節(jié)到理想位置時,再擰緊滑塊連桿和曲柄連桿上的螺栓,最后再鎖緊2個扁螺母。
4 結(jié)束語
經(jīng)實踐驗證,改造后的調(diào)節(jié)裝置安裝和使用非常方便,再未出現(xiàn)卡死故障。操作人員對此大為贊賞,并建議對所有此型號插齒機(jī)的調(diào)節(jié)裝置進(jìn)行改造。
這次維修改造成功,不僅及時解決了生產(chǎn)難題,節(jié)約了大量外協(xié)費(fèi)用和設(shè)備維修成本,還從根本上解決了插齒機(jī)行程位置調(diào)節(jié)的難題。