離線編程技術在車身焊接機器人上的應用
2021-12-23 02:35:34韓青
汽車工藝師 2021年11期
韓 青
安徽江淮汽車集團股份有限公司 合肥市 230000
工業機器人在汽車白車身焊接生產線中應用廣泛,焊裝生產線機器人數量眾多、布局緊湊、工作環境復雜。整個焊裝項目設備調試周期中機器人的運行軌跡示教編程占比較大,縮短機器人的軌跡示教時間對縮短整個焊裝線設備調試周期有著重要意義。
西門子Tecnomatix系列軟件為用戶提供了一套焊裝線數字化制造完整解決方案,工程師可以在三維軟件環境中完成工藝設計、建模仿真、離線編程及虛擬調試工作。本文重點論述基于西門子Tecnomatix軟件的離線編程技術應用情況,將機器人調試中的工具坐標系建立、焊接路線規劃、離線編程、節拍驗證及干涉區設置等工作轉移至三維軟件中,在設備安裝完成之前完成軌跡程序編程工作,從而縮短項目調試周期。
建立機器人工作坐標系
如圖1所示,機器人編程前需建立工作坐標系,以實現運動參考。工作坐標系包括工具坐標Tool(TCP/RTCP)和基坐標Base。
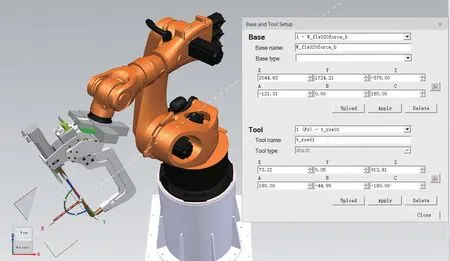
圖1 機器人TOOL&BASE設置
機器人默認Base0原點位于機器人底座中心處,焊接機器人工作坐標系一般使用車身坐標系Base1,Base1的位置數據X、Y、Z、RX、RY、RZ為Base1原點在Base0坐標系中的坐標值。機器人默認Tool0原點位于機器人第六軸端法蘭中心處,在安裝工具作用點(TCP)處建立工具坐標系Tool1。Tool1的位置數據X、Y、Z、RX、RY、RZ為Tool1點在Tool0坐標系中的坐標值。
離線程序編程中根據機器人工作內容選取使用Base和Tool坐標系,編程完成后下載機器人程序后得到機器人軌跡程序和參考坐標系Base、Tool數據,調試中采用直接輸入數據方法在機器人中建立坐標系,相比傳統三點法、四點法現場建立坐標系更便捷,更準確。
軌跡程序編程
1.焊接路線規劃
焊接工位一般包含多臺機器人,軌跡程序編程前,需要對工藝焊接路線進行規劃,根據焊點位置、機器人及焊槍位姿,合理調整焊點順序,減少不必要的機器人運行軌跡。在三維軟件中,可以直觀地觀察到工位焊點分布,分配焊點至機器人,生成焊點路線,根據路線進行優化,調整焊點順序及焊點分配,達到最優路徑。
2.軌跡程序離線編程
在離線編程軟件中,編程變得簡單許多。如圖2所示,通過切換視角可以直觀觀察到焊槍位姿及隱蔽區域干涉情況,不斷調整機器人及焊槍姿態,以最優姿態到達焊點位置。同時借助軟件碰撞檢測功能,可以實時檢測干涉情況,不斷調整優化機器人姿態。
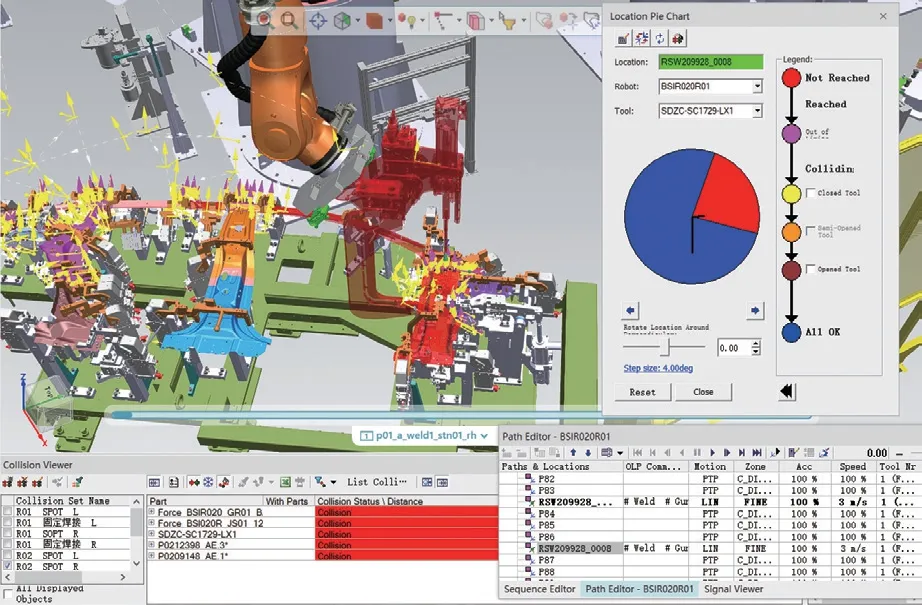
圖2 焊接軌跡程序編程
(1)機器人軌跡點示教 機器人到達某個空間軌跡點時,由于6軸機器人的基本特性,同樣的軌跡點,機器人的姿態可能有多種配合,而實際只需要其中的一個姿態,這時候需要config來鎖定機器人當前六軸角度(見圖3),確定機器人的姿態。
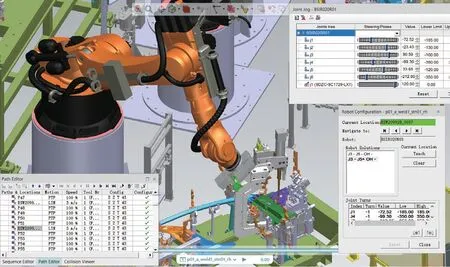
圖3 軌跡點config
機器人軌跡程序包括Home點、焊接點和過渡點。將Home點、過渡點、焊接點連接起來,避開與工件、夾具等設備設施干涉,形成完整的焊接任務軌跡程序。
軌跡示教流程如下:
1)設置Home點及Home點Config。
2)移動機器人到達焊點,調整機器人姿態后進行焊點Config。
3)添加過渡點,制作過渡軌跡。
(2)機器人軌跡點屬性設置 以庫卡機器人為例,機器人的軌跡屬性包括:運動方式(Motion)、工具坐標(Tool)、基坐標(Base)、加速度(ACC)、速度(Speed)、逼近值(Zone)、焊槍伺服值(Servo Value)及行走軸伺服值(Rail Value)。焊接點工藝參數包括:板厚(Thickness)、焊接程序號(Gun ProgNr)和焊接壓力(Gun Force)等。當完成軌跡點的制作、軌跡確認及軌跡點config后,需要對軌跡進行屬性設置,完成完整編程。
(3)運行驗證 第三方編程軟件一般指機器人運動模型,通過設定模型機構運動函數實現機器人運動,與真實的機器人運動算法相差較大,為了進行節拍測試及優化,需要進行機器人RCS(Realistic Controller Simulation)連接,使機器人更加接近現場實際運行狀態。
加載RCS后,機器人節拍精準度可達95%,機器人軌跡更為精準,過渡更為圓滑,接近機器人真實運動方式。
機器人干涉區
點焊工位往往有多臺機器人同時作業,每臺機器人焊點位置、焊槍類型及焊接姿態都不相同,每臺機器人都有自己的焊接路線,難免出現機器人之間相互干涉。這個時候就需要加入機器人互鎖干涉區,避免出現干涉撞機事故。
借助離線編程軟件,可以生成機器人及工具運行軌跡包絡體,如圖4所示,直觀顯示出空間內各機器人運行路線空間占用情況,包絡體重疊部分即為機器人干涉區。
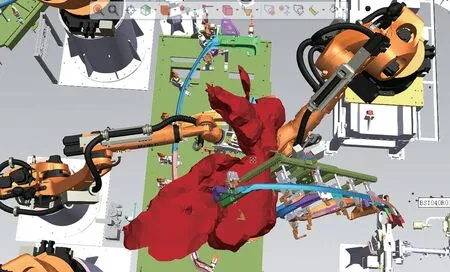
圖4 干涉區包絡體(紅色區域)
存在干涉區的機器人軌跡需進行焊接路線優化,消除或減小干涉區,得到最優路徑程序。軌跡優化完成后,無法消除的干涉區在離線程序中添加干涉區進入、離開信號,完成干涉區設置工作。
相比現場調試靠人工目視核對機器人干涉區,離線編程生成干涉區包絡體更加直觀、準確、高效。
應用實施效果
在項目實施過程中,離線程序取得了較好的應用效果。以某工位weldA焊接程序為例,機器人焊接任務包含40個焊點,工位夾具夾爪分布密集,示教難度較大,部分區域人工難以觀察焊槍靜電極位置,現場示教需不斷調整機器人及焊槍姿態,躲避障礙到達焊點位置,完成編程至少需要8h。
離線程序完成后下載導入機器人中運行驗證,軌跡程序共包含40個焊點,305個過渡點僅三處軌跡與夾具干涉,準確率達到90%以上。干涉位置增加過渡點限制軌跡后解決。離線程序手動低速驗證及干涉點調整處理總計耗時40min,相比人工示教8h,節省時間80%以上,取得了較好的應用效果。
結語
通過離線編程技術的應用,將部分機器人現場調試工作轉移至電腦軟件中,在縮短機器人現場調試周期及降低人力成本方面取得了良好的應用效果。離線編程技術是響應工廠數字化、智能化要求的重要技術,必將得到越來越多的重視和發展。
猜你喜歡
人大建設(2019年12期)2019-05-21 02:55:44
電子制作(2018年12期)2018-08-01 00:47:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
中國核電(2017年1期)2017-05-17 06:10:11
環球時報(2017-03-30)2017-03-30 06:44:45
電子制作(2017年19期)2017-02-02 07:08:38
當代化工研究(2016年6期)2016-03-20 16:21:46
中國房地產業(2016年2期)2016-03-01 01:25:18
西部廣播電視(2015年5期)2016-01-16 03:45:05
