浮動出油臂破裂原因分析
2021-12-23 06:28:38高學建中航油京津冀物流有限公司天津300300
化工管理 2021年33期
高學建(中航油京津冀物流有限公司,天津 300300)
0 引言
浮動出油臂應用于儲罐內部,與罐壁出口管連接,用來防止罐底污水及化學或機械雜質與物料混合出罐,進而保證儲罐向外出油的純凈度,如圖1所示,為儲罐內部結構圖。浮動出油臂通過浮筒產生浮力力矩,帶動浮管在回轉器上做軸線運動,介質由吸口吸入,流至浮管、回轉器、出口彎頭,然后流出罐外,從而實現浮動出油這一工藝流程。
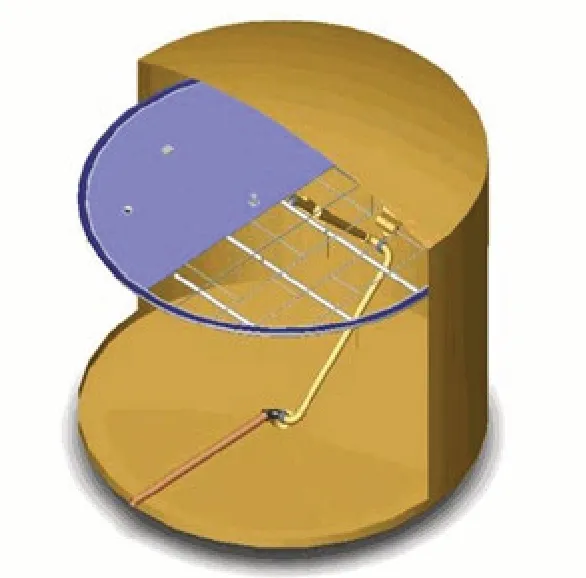
圖1 儲罐內部結構圖
公司共有12座常壓立式內浮頂儲罐,內浮頂下設置有浮動出油臂,于2018年10月正式投用[1]。
1 浮動出油臂破裂現象
截止2021年12座儲罐僅T-204罐發現浮動出油臂浮管變形開裂,如圖2所示。浮動出油臂浮管變形開裂,其他儲罐運行工況相同或相近,并未出現類似問題。

圖2 浮動出油臂浮管變形開裂
浮動出油臂的浮管(即與出口管連接處的第一段浮管),被發現在兩端法蘭處單側上下裂開,裂縫尺寸約為浮管直徑的一半,并且浮管直徑方向左右向中心呈壓癟狀,浮動出油臂整體向一側偏移約20~30 cm,與浮盤支柱緊挨。
2 原因分析
(1)在浮動出油臂安裝投用這段時間,設備一直暴露在濕度大、含鹽量高的大氣中,對鋁浮管及法蘭焊縫處造成了腐蝕。
(2)由于浮盤浮起前,進油時會導致液面波動,使得浮動出油臂產生水平方向左右擺動,然后使浮管產生了變形或者開裂。
(3)初次進油時空氣未從浮管中完全排出,導致內外壓力不平衡。回轉接頭卡澀——浮盤上升過程中,浮管在液體浮力作用下,一端上升,另一端卡澀不動,導致浮管變形及開裂。
(4)安裝尺寸存在較大偏差。進、出油時速度過快,導致浮管內外壓力不平衡,而且3.1-3.3項中的問題可能會加劇這個問題,導致浮管開裂后內陷,使浮管中部內陷后管道內徑變小,更加劇浮管變形和開裂。
通過現場檢查及資料核實,發現浮動出油臂的吸油口處、浮管內均未發現堵塞,回轉接頭在初步檢查時能正常轉動;浮動出油臂浮筒位置與圖紙對照,位置一致。在T-204儲罐檢查、清洗過程中并未發現較大雜物能夠阻塞浮動出油臂管口,且該儲罐發油過程中最大流量為1 000 m3/h,機泵并無任何汽蝕或抽空現象發生。該儲罐浮動出油臂排氣時間充足,浮動出油臂內部不應該存在氣體。儲罐初次進油時,按操作要求,靜置了28 h排氣,進油速度為270 m3/h,出油最大速度為480 m3/h。因此基本排除了3.3-3.5和3.6中的出油速度過快的原因。
截至2020年10月31日,公司12座儲罐只有T-101、T-203未進行儲罐清洗、浮動出油臂等設備檢查,其余儲罐內部附件檢查過程中均未發現浮動出油臂變形、開裂現象。
T-204儲罐自2018年投用至檢查發現浮動出油臂破裂前,收發油情況及數據如表1收發油情況數據表(節選)所示。
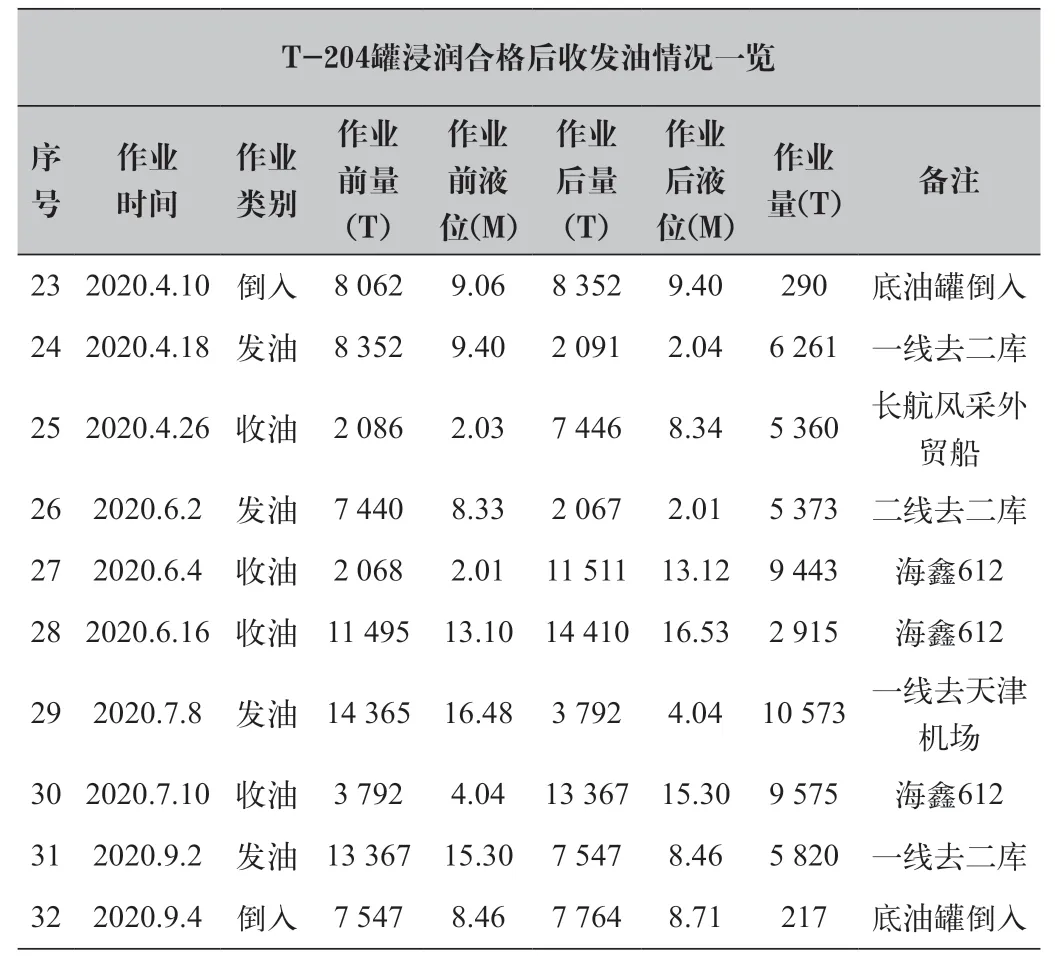
表1 收發油情況數據表(節選)
根據表1可知,在此期間曾接收兩次外貿油入罐(公司接收油品渠道:(1)管道收油,流速最大不超過400 m3/h;(2)通過碼頭接收內、外貿船來油,其中內貿油品入庫最大流量為1 200 m3/h;外貿油品入庫最大流量為2 500 m3/h)。2019年10月20日接收瓦倫特外貿船油品,T-204作業前液位2.03 m,作業后液位16.72 m,總作業量12 486 t;2020年4月26日接收長航風采外貿船油品,T-204作業前液位2.03 m,作業后液位8.34 m,總作業量5 360 t。這兩次接收外貿油品儲罐分別為T-104、T-204、T-205,接收瓦倫特外貿船油品儲罐順序為T-204、T-205、T-104;接收長航風采外貿船油品儲罐順序為T-104、T-205、T-204。T-104儲罐清洗日期為2019年9月6日;T-205儲罐清洗日期為2019年10月15日。因此可以得出T-104、T-205儲罐接收外貿油品均為儲罐首次清洗后。鑒于此情況,待T-104、T-205下次檢查、清洗過程中應以重點進行檢查其浮動出油臂情況。
3 處理措施
檢查回轉接頭、調整各支撐部件位置、更換破裂浮管。在回轉接頭拆卸檢查過程中,拆卸前手動轉動回轉接頭,轉動基本正常,內有滾珠滾動聲音;拆卸后將全部滾珠拆出,并且清點數量,每道滾道處數量一致,滾軸有少部分輕微銹跡,滾道處無明顯銹跡,將回轉接頭滾珠及滾道清洗回轉后,手動轉動正常,并且對回轉接頭進行了整體拆卸、清洗,確保回轉接頭旋轉無卡澀,回轉接頭拆解如圖3所示[2]。

圖3 回轉接頭拆解
更換新的浮管,為了防止再次出現問題,要求在浮管強度上進行加固,將環形加強板更改為L型加強板,對浮管整體進行加強,以防止浮管出現問題,新浮管如圖4所示。

圖4 新浮管
加強工藝操作控制,特別是儲罐首次進油或清罐后進油,嚴格浮動出油臂的排氣時間,保證浮動出油臂內充滿油品;對儲罐的收發油操作嚴格執行工藝操作卡片參數,嚴禁超壓、超流速作業,對工藝操作卡片參數執行嚴格審核制度,發現工藝操作卡片參數編制誤差或不符合現場工藝設備操作條件的及時進行修訂。加強設備安裝、改造、維修的過程管理,在設備安裝、改造或維修過程前,必須編制專項施工方案并經使用單位相關人員進行審核,通過后方可實施;過程中嚴格各道工序質量管理,對上道工序未進行檢查確認或驗收的嚴禁實施下道工序,材料質量及安裝尺寸偏差等是否符合標準要求;過程后落實檢查、驗收工作。
4 結語
產生浮管變形及開裂問題應該不是由于某一個單獨的原因造成,可能是多個因素綜合一起造成的結果。設備的故障或損壞往往不是一蹴而就的。從設備的設計、選型、制造、運輸、安裝、使用、維護、維修直至報廢,任何一個環節或幾個環節出現問題,都會縮短設備的壽命,因此加強設備管理必須要從設備的全壽命周期進行全面、綜合管理。設備的檢維修管理只是設備管理的某一分支,檢維修質量固然重要,預知維修也可以體現設備管理的水平,但僅僅依靠設備檢維修質量來提高設備管理水平是遠遠不夠的,設備管理必須依托設備管理體系、建立設備管理組織架構,相關領導重視設備管理工作,系統的對設備進行全壽命周期管理,才能真正改善及提高設備管理水平。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
中華詩詞(2020年1期)2020-09-21 09:24:52
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
工業設計(2016年12期)2016-04-16 02:52:00
設備管理與維修(2015年12期)2015-04-09 06:57:00
