鍍鋅管T型接頭焊接在實訓(xùn)教學(xué)中的應(yīng)用
2021-12-24 11:07:46徐銘華馬宇飛
中國金屬通報 2021年19期
胡 明,徐銘華,馬宇飛
(臨海市豪情汽車工業(yè)學(xué)校,浙江 臨海 317000)
1 學(xué)習(xí)焊接技能對汽車維修專業(yè)學(xué)生的重要性
據(jù)公安部統(tǒng)計顯示,截至2019年底,機動車保有量達3.48億輛,汽車保有量達2.6億輛。因駕駛?cè)藛T水平、道路環(huán)境及其他因素等造成機動車上路后大小事故時有發(fā)生。無論是燃油車還是新能源汽車,車身的材料結(jié)構(gòu)都是一樣的,故汽車修理鈑金作業(yè)線成了一道繁忙的“風(fēng)景線”。汽車鈑金工成了當(dāng)下汽車行業(yè)中的緊缺技能人才。
金屬材料焊接是汽車修理工鈑金作業(yè)的必修課程。汽車鈑金作業(yè)主要以“敲敲打打、修修補補”為主,而汽車車身結(jié)構(gòu)上超過85%是焊接件。因此,修復(fù)中就離不開焊接。這當(dāng)中包含多種焊接方法(包括電阻焊、CO2氣體保護焊、焊條電弧焊等),鈑金工得樣樣精通[1]。
2 課程的教法
鍍鋅管焊接的課題訓(xùn)練必須安排在學(xué)生掌握了Q235碳素結(jié)構(gòu)鋼T型接頭平角焊和立角焊焊接技能之后,學(xué)生有了一定的焊接基礎(chǔ)技能(引弧、運條、焊接參數(shù)選擇和焊接技巧),再學(xué)習(xí)鍍鋅管焊接對電弧長度、焊接時間、焊接角度有較好的把控能力。
本課題訓(xùn)練主要通過對金屬材料的焊接性能分析、鋅元素對焊接質(zhì)量的影響、鍍鋅管的焊接工藝分析及施焊步驟、技能的拓展與延伸。逐漸深入,最終將所學(xué)的技能在實際生產(chǎn)中得以應(yīng)用。這樣既提高了學(xué)生的學(xué)習(xí)興趣,同時又能將作品用于實際生活中。另外,將下料后的邊角料用于學(xué)生的練習(xí)用料,大大降低了學(xué)生的實訓(xùn)成本,學(xué)生的操作水平也得到了很好的鍛煉。
3 金屬材料的焊接性能
金屬材料的焊接性能主要取決于焊接母材的碳含量、合金元素含量、厚度;焊接方式及焊接環(huán)境;焊條(絲)及焊接工藝參數(shù)選擇等。鋼的含碳量越低,可焊性相對越好,所以低碳鋼一般都具有良好的焊接性,而鑄鐵的可焊性很差,需要采用特定的工藝進行焊接。同時,合金元素的加入,會使焊接接頭產(chǎn)生脆化、裂紋、層狀撕裂等焊接缺陷,也影響著金屬材料的焊接性能。
4 鋅元素對焊接質(zhì)量的影響
鍍鋅管是在低碳鋼的外層表面采用熱鍍的方法鍍上一層厚度約0.02mm的鋅層。鋅元素的熔點、沸點較低(熔點約419℃,沸點約908℃),在焊接過程中因電弧熱原因會產(chǎn)生鋅蒸汽,引起如圖1所示的焊縫氣孔缺陷。同時,熔化后的鋅水會沿晶界深入造成焊縫金屬浸蝕,形成“液體金屬脆化”,產(chǎn)生脆性化合物。最終致使焊縫金屬塑性降低,在拉應(yīng)力作用下產(chǎn)生裂紋,甚至是穿透裂紋,如圖2所示。另外,在焊接參數(shù)選擇不當(dāng)時會產(chǎn)生FeO-MnO-SiO2三組分系氧化物夾渣的焊接缺陷。由此可見,如何處理鋅在金屬焊接過程中對焊件產(chǎn)生不利影響成為鍍鋅管焊接作業(yè)的首要任務(wù)[2-4]。
技術(shù)要求:
(1)焊接完畢,只允許清除熔渣和飛濺。
(2)不允許錘擊、修銼和修補焊縫。
5 鍍鋅管的焊接工藝及施焊步驟
完成如圖3課題訓(xùn)練,鍍鋅管的焊前準備與低碳鋼是一樣的,焊條的選擇因考慮焊接操作性,一般選用E4303(J422)焊條。施焊過程中,當(dāng)焊接的厚度在6mm以上,為了降低未焊透的可能性,應(yīng)采取多層焊接工藝,且在打底層焊接時,最大限度的使鍍鋅層熔化,從而達到鋅元素的汽化和蒸發(fā),最終逸出焊縫。當(dāng)焊件厚度小于6mm時,多采用單層焊,且焊腳尺寸等于焊接厚度。
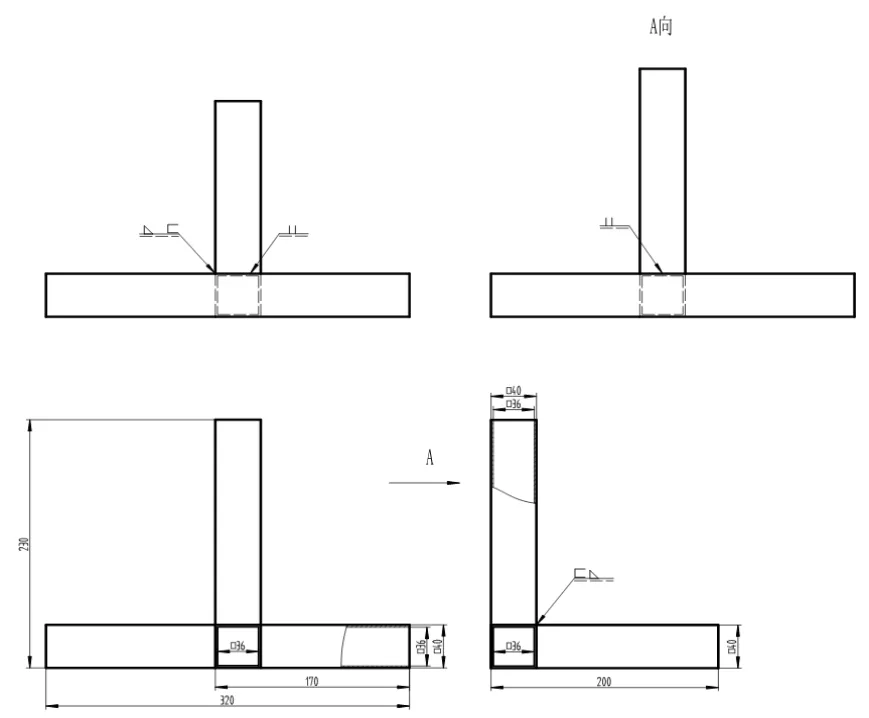
圖3 課題訓(xùn)練圖
5.1 焊前準備
(1)焊機:BX1-200。
(2)焊條:E4303(J422),?3.2或?2.5。
(3)工、量具:90°焊接定位器、角焊規(guī)、敲渣錘、角磨機、砂輪切割機、面罩、焊接手套。
(4)備料:40×40×320(1根)、40×40×190(1根)、40×40×160(1根)。
(5)用角磨機打磨鍍鋅層:鍍鋅層的厚度約0.02mm,打磨不宜過深,見光即可。
5.2 焊接步驟及方法
(1)焊接電流:85A~100A。
(2)定位焊:選用90°焊接定位器,固定好焊件后,在四個角上分別點焊固定。
(3)焊接角度:調(diào)整焊條與焊鉗的夾持角度為120°~150°;焊條與焊件上下成45°,向右傾斜15°~20°(右夾角70°~75°)。
(4)焊接手法:平焊從左往右采用倒退焊法,立焊自下而上做堆焊;每一個焊點都要趁前一個焊點還未冷卻呈亮紅色狀態(tài)立即快速引弧焊接,并且擊穿前一焊點。同時,后面的焊點應(yīng)壓住前一焊點約1/2~2/3,使整條焊縫成魚鱗狀,如圖8所示。
①采用?3.2直徑焊條,以快速點焊的方法進行(即:快速引弧成功后,控制好電弧長度在2~2.5mm左右,保持焊接約3S后,迅速滅弧)。②采用?2.5直徑焊條,先將焊條端部(立焊向上、平焊向右)移出約5mm左右以劃擦的方式快速引弧成功后,迅速運條至起焊位置以類似月牙形方法運條施焊,而后迅速滅弧(如圖4)。
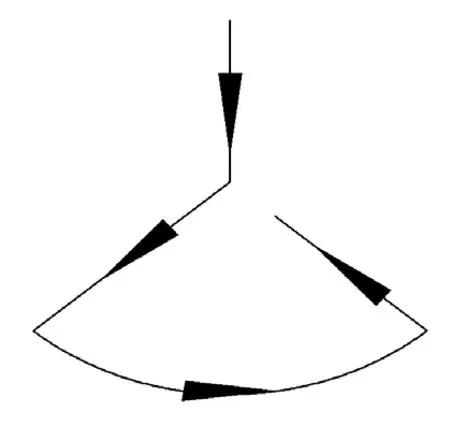
圖4 運條法
(5)收尾:收尾時要填滿弧坑(可采用反復(fù)斷弧法收尾如圖5或回焊法收尾如圖6)。
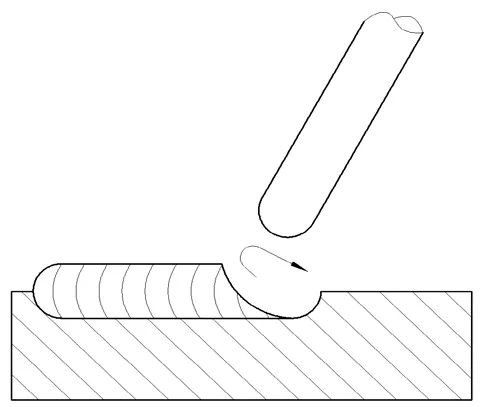
圖5 反復(fù)斷弧法
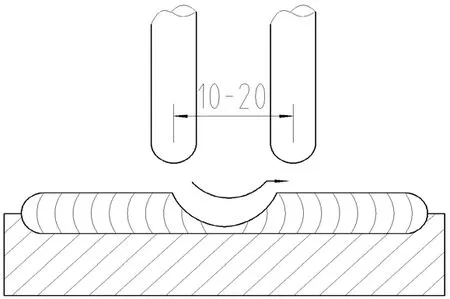
圖6 回焊法
(6)要求:焊縫要光滑平整、高低均勻、寬窄一致,且無夾渣,無氣孔。
(7)清理、檢驗焊件:先用敲渣錘和鋼絲刷清理焊件上的焊渣和飛濺物,如圖7所示。之后用角焊規(guī)檢驗焊件(角焊縫一般只作外觀檢驗)。

圖7 清理前效果

圖8 清理后效果
6 技能拓展與延伸
知識應(yīng)學(xué)以致用,學(xué)生在掌握了鍍鋅管的平對焊、平角焊和立角焊操作要領(lǐng),并達到技能考核要求后,才可以進入技能拓展與延伸階段。本階段主要是產(chǎn)品的生產(chǎn)任務(wù),每2人~3人為一組,相互配合,輪流作業(yè),完成如圖9所示的汽車發(fā)動機缸體測量臺架的焊接作業(yè)。

圖9 汽車發(fā)動機缸體測量臺架效果圖
7 結(jié)論
在掌握了4mm厚Q235鋼板的平角、立角焊接技能的基礎(chǔ)上,通過上述從焊接處的鍍鋅層打磨處理,鍍鋅鋼管的特點分析,焊接工藝步驟制定,直至拓展任務(wù)等一系列的學(xué)習(xí),以及針對性的訓(xùn)練后,學(xué)生基本熟悉了鍍鋅方管的焊接工藝性能和焊接技巧。最后再完成拓展任務(wù)(汽車發(fā)動機缸體測量實訓(xùn)臺架)的時候,所焊的焊縫基本符合焊接質(zhì)量要求。拓展任務(wù)階段每組由2人~3人組成,輪流焊接,有對比有差距,便于相互交流學(xué)習(xí)。這個階段不僅僅是考驗學(xué)生個人的技能水平,更能反應(yīng)出學(xué)生在團隊協(xié)作中組織性與協(xié)調(diào)性。
從中印證了:焊接實訓(xùn)教學(xué)不僅是將理論知識與實訓(xùn)技能完美結(jié)合,更要做到實訓(xùn)技能與實際生活有效對接。指導(dǎo)教師在此當(dāng)中扮演“導(dǎo)演”的角色,搭起舞臺,引導(dǎo)學(xué)生在技能標準的框架內(nèi)自主學(xué)習(xí)、相互交流。讓學(xué)生能夠?qū)W(xué)到的技能立即在現(xiàn)實產(chǎn)品的生產(chǎn)過程中得到運用,激發(fā)學(xué)生的學(xué)習(xí)興趣,使課堂不再枯燥無味。同時,在后期的汽車專業(yè)課程實訓(xùn)中也帶來了成就感和自信心。實實在在做到課堂有愿做事,人人都參與,事事有標準。
猜你喜歡
故事作文·高年級(2023年10期)2023-10-23 11:21:18
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2020年12期)2020-05-22 09:25:38
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中國公路(2017年19期)2018-01-23 03:06:33
學(xué)苑創(chuàng)造·A版(2017年6期)2017-06-23 14:10:46
電子制作(2017年8期)2017-06-05 09:36:15
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
信息記錄材料(2016年4期)2016-03-11 15:22:54
Coco薇(2015年11期)2015-11-09 13:03:51