無機砂芯生產工藝的開發及應用
2021-12-24 11:08:26謝志強
中國金屬通報 2021年19期
謝志強
(福建華威鉅全精工科技有限公司,福建 福州 350000)
隨著新能源汽車發展與普及對續航里程要求提高,汽車底盤件輕量化需求也提高,汽車底盤件輕量化要求大部分是空心薄臂殼體件,需要大量的砂芯,研發環保,易清理(不需燒砂),發氣量低的制芯技術成為非常必要。無機砂制芯技術國外歐州優先采用并引進(ASKchemicals),國內長江造型也相繼研發成功,為汽車底盤空心薄臂殼體件低壓鑄造大批量生產提供可能。
一直以來砂芯生產的原料采用傳統的有機樹脂覆膜砂,低壓鑄造生產過程中樹脂受熱分解產生有害氣體,會對人體呼吸系統及周圍環境產生不利影響。使用有機樹脂覆膜砂芯生產的底盤副車架類產品砂芯清理十分困難,需要采用燒砂工藝來去除砂芯,影響生產效率,增加生產成本。使用有機樹脂覆膜砂芯生產的底盤副車架類產品容易出現氣孔等缺陷,且不易控制解決。
1 無機砂制芯的主要功能及性能指標
針對底盤支架類產品,使用一種無機環保型砂代替有機樹脂砂來生產制作砂芯。改善作業環境,保護工人健康;取消現有的燒砂工序,解決清砂困難的問題;改善產品內部氣孔缺陷,提升產品質量[1]。
2 無機砂制芯的基本結構和工作原理(附圖)
2.1 無機砂產品特性分析
無機砂是以精選石英硅砂為骨料,水基多種無機物質復合而成的液態材料為粘結劑,經充分混制覆膜制備而成的一種新型無機濕態覆膜型砂產品。其產品技術性能與傳統的有機樹脂型砂相比具有優良的環保性、低發氣性、易潰散性、較低流動性、易結塊等特點。
2.1.1 環保性
有機樹脂砂:原砂混合固化劑烏洛托品(C6H8N4,加入樹脂劑),樹脂與烏洛托品在加熱條件下發生反應,釋放出氨氣([C7H7O]+(CH2)6N4→[C8H9O]+NH3↑+H2O↑);無 機 砂:水基多種無機物質復合液態材料為粘結劑,經混砂機充分混制覆膜制備而成,在中高溫條件下無機粘結劑與無機固化劑反應脫水,固化成型。反應過程中只有水蒸氣產生。
2.1.2 發氣性:按照《GB/T2684-2009》發氣量檢測
有機樹脂砂:發氣量約12ml/g?850℃。
無機濕態砂:發氣量約5ml/g?850℃。
2.1.3 流動性:按錘擊式方法測試
有機樹脂砂:流動性約25g/10錘。
無機濕態砂:流動性約8g/10錘。無機砂流動性差些復雜砂芯不易成型[2,3]。
2.1.4 砂芯強度
砂芯強度可以通過調整粘結劑加入比例及過程參數來滿足強度要求。當固化溫度160℃/固化時間120秒,參照抗彎強度檢測標準(JB/T 2848-2006)即時抗彎≥2.5Mpa,常溫抗彎≥5.0Mpa(圖1)。
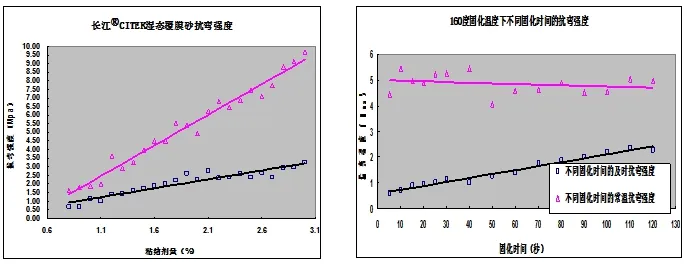
圖1 砂芯強度檢測數值
2.1.5 固化溫度
有機樹脂砂:固化溫度在250℃~300℃。
無機砂:固化溫度在140℃~170℃,相同產品可節約能耗約30%。
2.1.6 無機濕態砂潰散性
澆鑄溫度低于1200℃時,潰散率大于90%,高于1300℃約為60%左右(圖2)。
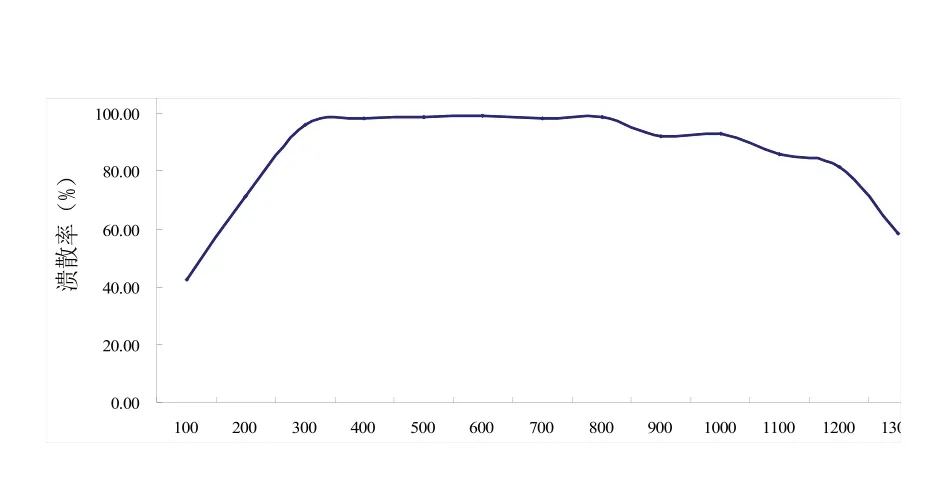
圖2 無機濕態砂潰散率
2.2 制芯工藝流程
采用樹脂覆膜砂制芯工藝流程。

圖3 樹脂覆膜砂制芯工藝流程
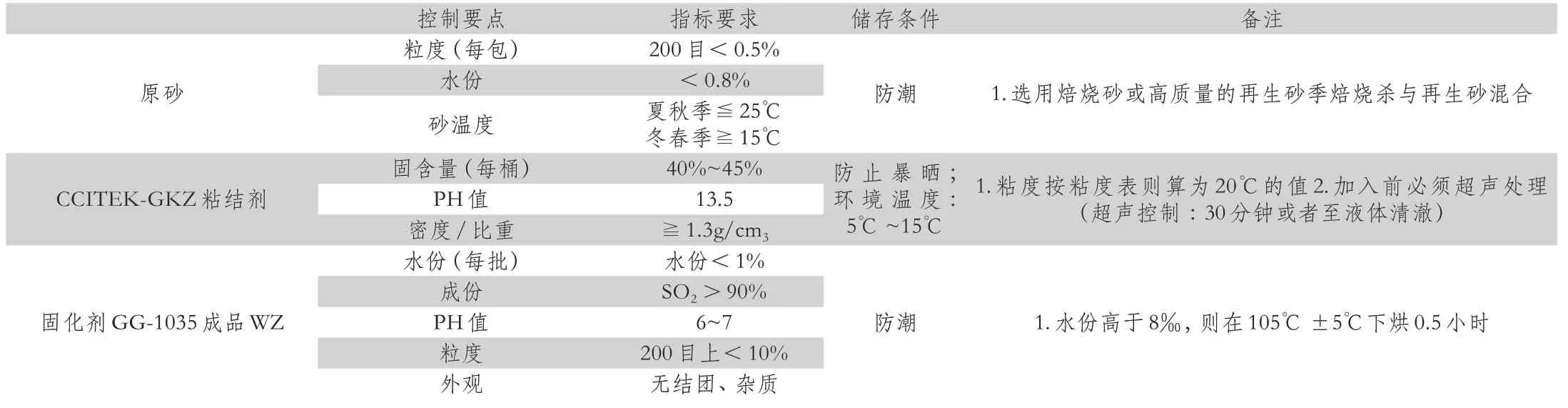
表1 CITEK濕態無機砂控制要點及存儲要求

表2 不同類型砂芯使用指標要求及注意事項
采用無機砂制芯工藝流程。

圖4 制芯工藝流程圖
3 無機砂制芯解決了何種重大問題
無機砂砂芯制芯及澆鑄生產過程中無煙氣產生,無刺鼻氣味,有益于環境保護及操作工人的身體健康;無機砂砂芯生產的產品冷卻后砂芯幾乎完全潰散,可以直接震動去除砂芯,可取消燒砂工序,降低生產成本;無機砂砂芯生產的產品關鍵部位內部小氣孔缺陷得到了有效解決,提高產品合格率;無機砂具有良好的孔隙透氣性為實施負壓抽氣工藝抽出砂芯發氣提供保證,可以生產出氣孔缺陷2級以內的鑄件;經低壓鑄造鑄件經T6處理驗證,取車架本體試樣做機械性能測試,T6狀態下成分和鑄造條件同等狀態下用無機砂與用覆膜砂生產的低壓鑄造件機械性能提高10%左右(抗拉強度與延伸率)。A12車架覆膜砂芯和無機砂芯拉伸試驗報告。
4 無機砂制芯的應用取得了多少經濟效益(除去成本)
隨著無機砂砂芯在A12等多款底盤副車架上的量產應用,產品合格率的提升至85%以上,并取消燒砂工序。(以A12前副車架為例,每件可節約燒砂費用約15元)。目前無機砂芯應用到副車架類產品上已達到行業內國際領先水平,之前國內還未實現無機砂芯在副車架類產品上的成功量產應用(圖5)。
5 無機砂混制工藝質量管理規定介紹
碗型混砂機。
批次加砂量:50~100KG公斤;粘接劑粘砂1.8%~3%,固化劑占粘接劑40%。
混砂時長:180S。
5.1 工藝方法

圖6 無機砂混制工藝示意圖
注意事項:總混砂時長:根據季節及環境溫度,可作調整,夏季可縮短10~20S,冬季可延長5~10S;(時間調節根據出砂溫度的要求進行相應修整)。
(1)混砂時間長,水份易蒸發,溫度易升高,影響強度。
(2)混砂時間短,易混不均勻,影響強度不均勻(或高或低)、固化速度(或快或慢)。
5.2 生產過程控制
(1)校準:校定稱砂及固化劑的電子稱,頻次:每周。
(2)測量:出液的量與時間關系(標準:2kg/5.7s),頻次:每周(若測量的出膠液的量與2kg/5.7s較大,可考慮換輸液轉換閥調整)。
(3)清潔:班后用水沖洗輸膠液管道。
5.3 質量控制
5.3.1 原材料質量要點
流動性6~10g/錘,即時強度≥2.0Mpa,常溫強度≥5.0Mpa,成品砂溫度:夏秋季≦33℃/冬春季≧18℃,包裝(雙層)內外袋無破損密封嚴實(可抽真空)和內外獨立捆扎。儲存條件:環境要求陰涼,禁太陽直射照,溫度:夏秋季≦25℃,冬春季≧10℃,周期要求:秋冬季24小時,春夏季8小時。固化溫度160℃/固化時間120秒(JB/T 2848-2006)。砂芯控制要點。