冷軋連退汽車板“亮點”缺陷分析及應對措施
2021-12-27 07:09:58李建軍張軍鋒
中國金屬通報 2021年18期
李建軍,張軍鋒
(1.河鋼集團唐鋼公司冷軋事業部,河北 唐山 063000;2.唐鋼高強汽車板有限公司,河北 唐山 063000)
1 缺陷形貌
隨著連退帶鋼亮點問題的不斷出現,人們將更多的目光集中到鋼鐵冶煉工藝當中來,特別是無間隙原子鋼。某汽車主機廠使用鋼材連退汽車板時出現板面銹蝕問題,其主要以點銹蝕為主,另有部分條帶狀銹蝕。銹蝕嚴重程度不同,部分鋼卷上呈連續或者斷續出現,規律性不強。該鋼材之所以受到廣泛的關注,其主要原因在于它已成為較為普遍的軟性鋼材被廣泛運用。可卻因為亮點問題不能及時得到解決,而使鋼材得到降級改判的處理,從而使企業遭受了巨大經濟損失。這也使得本人的研究變得更具價值性、意義性。邯寶連退產線帶鋼“亮點”問題由于工藝操作不當而接連發生,宏觀形貌如圖1所示。
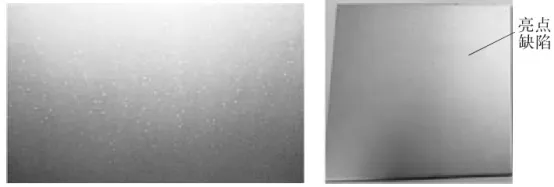
圖1 板材表面“亮點”缺陷宏觀形貌
2 機理研究
在制造汽車工業中,所用的汽車板材厚度通常為0.6mm~2.0 mm的EDDQ/SEDDQ-IF鋼板為主,該板材具有較為優越的性能,不僅含碳量較低,并且抗擊能力強。目前已成為汽車行業中應用較為普遍的板材。汽車板銹蝕一般是指用戶開始使用時發現的表面銹斑和銹點,其主要成分是Fe2O3,為附著于鋼材表面的水與空氣中的氧發生原電池反應生成的腐蝕產物。該板材的生產流程,主要經過煉鋼、熱扎、酸扎以及退火的處理。退火處理是作為板材炸制工藝中的最關鍵環節,在經過退火處理時,它的工藝制定要嚴格達到標準流程,只有這樣才能實現板材的優越性能。其對應的退火曲線如圖2所示。

圖2 退火曲線
在進行退火工藝處理時,它的帶鋼性能越軟,那么它出現的瑕疵性就有可能被加以復制,這不僅會損害鋼材的品質,更是因此會被降級處理。基于此種原因,爐輥作為退火爐的主要部件變得尤為重要,它也因此決定了鋼板的質量的合格與否。通過調查相關的文件得知,爐輥積瘤主要有兩種形態。黏屑和結瘤。其中黏屑最易去除,而結瘤并不易去除,這與其中的化學生成物有關。圖3為爐輥結瘤圖片,圖4為結瘤物顯微組織。

圖3 爐底輥結瘤圖片

圖4 黏屑的微觀形貌
根據所檢測的最終結果,以及對已有文獻的具體分析得知,連續退火機組爐輥結瘤主要包含兩種機制:一種是高溫情形下由于帶鋼和爐輥在滑動出產生摩擦而形成的雜質物聚集。
另一種則是由于爐輥本身由于長時間磨損所導致的結瘤現象,如不能及時有效的處理,便會形成“亮點”缺陷。該“亮點”問題的出現嚴重與否,將直接取決于爐輥結瘤程度的深淺,即爐內氣體的化學反應性,以及爐內溫度的高低等,這些因素都會導致結瘤現象的發生。該問題不僅會嚴重影響到板材的使用性,并且它的性能、質量也會大大降低。盡管通過對爐底輥表面刷涂層能夠使該問題得到有效的環節,但這并不能根除結瘤問題,并且也會因此加大板材的生產成本。
3 爐輥結瘤影響因子分析
通過對有關文件資料及魚骨圖的分析得知,爐輥結瘤之所以會頻頻出現,主要因為爐體在清洗的過程中,并沒有徹底將這些雜質進行清除。特別是爐內在進行高溫作業時,由于大量產生的雜質附著,而使得它們會在高溫中形成一種黏質在爐輥附著而不易消除。只要盡可能的將爐內的雜質進行清理,這是處理爐輥粘質的有效解決策略。當然,通過更換頻率的操作能夠有效去除邯鋼爐輥結瘤問題的出現,也就是有效去除連退汽車板表面的“亮點”缺陷,盡管在該問題上能夠得到一定的解決,但也因此使生產的成本大幅度的增加。也就是說,只有從根本上來解決問題分析出爐底輥結瘤的成分,并采取有效的清洗手段來加以處理,使得清洗后的汽車板更具反射性。
3.1 連退產線
經過與相應的技術人員進行及時的溝通,然后將影響汽車板材清洗的主要因素提取出來,并羅列為9個工序,在其中的網羅因子中進行有效的篩選。這些經過篩選過的因子。首先會在為期兩周的現場數據收集中,選取一部分,因此進行檢驗的處理,并且會將所產生的擠干效果進行相應的數據分析得知,這些因子都收到了較好的處理效果。該效果可以最終被連退車間所效仿。在經過相應的數據分析后,在所篩選的因子中,最易受到連退反射率影響的有11個因子,所影響的參數分別包括:堿液溫度、堿液電導率、電解電導率等。這也說明了,再進行汽車板材處理時,可以通過酸軋即酸洗的處理來提升板材的反射率。其次在另一部分數據中,經過堿液干凈程度以及對擠干輥投用等數據的分析,被所分析的數據進行線性模型的建立,并將Y作為連退反射率的模型條件來分析連退處理的效果。通過分析該模型發現,通過計算成品反射率與原料反射率之間的關系,便可得知清洗的能力,并且該計算方式也可作為連退車間的操作進行使用,對重要的參數酸軋反射率也會因此操作而得到有效的提升,這也將最終影響到作業的工藝流程。
3.2 酸扎產線
通過相應的分析得知,在進行酸扎處理時,影響其反射率的有關因子包含13個。將這13個因子布列成陣,可形成線性模型分析圖。其中的因子包括了皂化值、油濃度等。通過對這些因子類型的分析,得出它們之間在經過反射率的高低檢測后即可通過調整,使其形成SS模型,并且該模型中的數值波動即顯現出該汽車板材經過酸軋處理后的反射率大小。通過進一步的分析會從中找到影響最大的三個因子,即1~2油濃度、1~2皂化值、1~2電導率。只有合理調配該三個因子才能有效解決汽車板材中的“亮點”缺陷問題。
4 實施效果
根據上文分析,在找到有效因子進行回歸后并且在經過酸洗和連退清洗后得到的相應數據,這些數據可以制定成方案來加以實施,板面銹蝕的發生主要是涂油前板面帶水,影響了油膜的完整性,為銹蝕發生創造了有利條件。通過該方案的實施汽車板材得到有效的清洗及反射率提升高達73%以上。連退處理后,它的反射率更是高達93%。這說明連退清洗方法將成為克服亮點問題的有效解決策略,它不僅能有效控制連退爐底輥結瘤現象的發生,并且還能使生產的成本得到有效的控制。
5 結語
通過綜上分析得知,想要解決汽車板材中出現的亮點缺陷問題,就要有效控制爐底輥結瘤的形成。而最為有效的策略就是進行酸扎處理和連退清洗。這不僅解決了我國汽車板材生產中的一個大難題,并且也有利于對清洗效果做出更為優化的改進。
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
汽車與安全(2019年9期)2019-11-22 09:48:03
電子制作(2018年18期)2018-11-14 01:48:24
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
山東工業技術(2016年15期)2016-12-01 05:31:22
作文大王·低年級(2016年4期)2016-04-18 00:24:37
決策探索(2014年21期)2014-11-25 12:29:50
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
終身教育研究(2014年5期)2014-02-28 01:23:06
