低配棉紡緊密賽絡精梳紗的工藝研究
2021-12-28 10:36:44李國鋒
紡織科技進展 2021年12期
王 莉,王 娟,李國鋒,*
(1.阿克蘇職業技術學院,新疆 阿克蘇843000;2.阿克蘇地區纖維檢驗所,新疆 阿克蘇843000)
近年來,我國棉花質量波動較大,使得調整原料存在較大困難。在棉紡生產中,既要提高產品質量,又要降低成本,還要穩定生產,配棉在紡紗過程中顯得十分重要。為了降低紡紗成本,采用低品級的原棉是最直接有效的措施。原料質量的下滑,勢必直接造成產品質量下降,在成紗質量要求不降、保持相對穩定的前提下,采用新技術、新工藝顯得非常重要。
緊密賽絡紡將緊密紡與賽絡紡同時應用于環錠紡領域,集中了緊密紡與賽絡紡的優點,成紗類似于股線結構,改善紗線的粗節或細節,從而使粗、細節和成紗均勻度等指標獲得明顯改善,在環錠紡改造上有明顯的優勢[1]。
1 原棉指標及品種
新疆細絨棉品質指標:可紡系數133,馬克隆值4.67,纖維長度29.13 mm,長度整齊度83.4%,短纖維率11.9%,斷裂強度28.5 c N/tex,成熟度0.86,伸長率8.4%,反射率80.6%,黃度7.6,雜質數29粒/g,雜質面積0.34%。紡紗品種:CJ 14.6 tex賽絡紡紗。
由原棉檢驗指標可以看出,棉纖維整齊度、成熟度較好,但馬克隆值較大,含雜率較高。
2 工藝流程
開清棉:特呂茨勒BO-A2300開棉機→特呂茨勒CL-P多倉混棉機→特呂茨勒CL-U單軸流開棉機→TL10梳棉機→立達RSB-D40預并機→立達E36型條卷機→立達E86型精梳機→立達D50型并條機→JWF1415型粗紗機→JWF1510型細紗機。
3 技術措施
3.1 清鋼聯工序
由于原棉的含雜率較高,清鋼的重點是去除雜質,采用“高速度、大隔距”的工藝,有利于加大原棉開松效果,排除短絨、增加落棉率,使得疵點、雜質排除更充分。梳棉部分的主要任務是排除棉結、雜質,強分梳是降低棉結最普遍采用的辦法,而加強梳理需要通過緊隔距、高速度來實現,這勢必造成生條短絨率增加[2]。清鋼聯通常高速生產,針布負荷較大,新針布隔距不宜偏小控制,以避免損傷針布和縮短針布使用壽命。在針布使用過程中,隨著時間的增長,針尖鋒利度下降,逐步縮小隔距,保持纖維得到充分梳理。適當加大落雜和蓋板花,盡量排除短絨,減少短絨增長。主要工藝參數:定量控制在25 g/5 m,出條速度180 m/min,錫林轉速420 r/min,刺輥轉速900 r/min,錫林~活動蓋板隔距調整為0.25、0.23、0.20、0.20 mm,防止過緊隔距造成過度梳理增加短絨,在棉網上形成過多的棉結,生條重量不勻率0.8%以下。
3.2 精梳準備工序
清梳聯定量重、速度快,生條中纖維比較紊亂,彎鉤多。適當增加并合根數,使纖維間得到充分混合。預并根數采用6根,條并卷并合根數采用24根,可使牽伸倍數得到增大,改善條子中的纖維伸直度和平行度,使小卷中獲得良好的伸直平行狀態利于精梳的梳理。對于馬克隆值高的原棉來說,纖維抱合力差,將導致棉卷退繞過程中纖維層熟爛,不利于精梳棉條的均勻度。
3.3 精梳工序
棉纖維的雜質較高,經過清梳聯梳理后,棉纖維的短絨率略有增長,精梳落棉的控制是精梳的關鍵。精梳落棉率控制在20%左右,盡可能排除短纖維、雜質,以提高纖維的整齊度和整潔度。主要工藝參數:預并條定量25 g/5 m,小卷定量75 g/m,精梳條定量25 g/5 m,車速460鉗次/min,條干CV值4.0%左右。
3.4 并粗工序
立達RSB-D40自調勻整并條機采用一道并條可以有效保證熟條的不勻,并條采用“重定量、小隔距”的工藝,加強纖維牽伸過程中纖維的控制。具體工藝參數:并合數8根,熟條定量25 g/5 m,總牽伸倍數8倍,車速550 m/min,條干不勻率2.2%。
粗紗錠速適當低一點,可有效降低粗紗毛羽的增長。采用較大的捻系數,可以避免粗紗在卷繞過程中出現意外伸長,甚至惡化條干乃至出現粗紗斷頭。主要工藝參數:定量4.0 g/m,捻系數110,錠速1 400 r/min,條干CV值在3.6%左右。
3.5 細紗工序
2根粗紗以合適間距經過雙喇叭口平行喂入細紗機牽伸機構,同時被牽伸成須條,從前羅拉鉗口出來后進入異形管集聚區。在異形吸風管上對應的每個紡紗部位開有“倒八字”雙槽,前羅拉輸出的2根須條受負壓作用吸附在集聚圈表面對應雙槽的位置,須條受到集聚隨集聚圈向前運動輸出[3]。細紗機導紗橫動取消,消除導紗動程使須條移動產生質量波動,以提升成紗的質量穩定性。后區采取大隔距、小牽伸,使粗紗須條捻回重分布增大,捻度損失減少,纖維排列穩定。前區使用加長碳纖彈性上肖,選用965型膠輥,增加纖維摩擦力界,縮短浮游區長度,加強了纖維的運動控制。主要工藝參數:羅拉隔距18 mm×35 mm,鉗口隔距2.5 mm,錠速15 000 r/min。
從表1可以看出,采用加長上肖加2.5普通隔距塊成紗質量明顯優于前區壓力棒隔距塊,這是因為使用緊密賽絡紡時,壓力棒前端位置的一致性不宜調整,對牽伸區纖維的控制也難以做到統一,壓力棒也容易出現安裝不到位與網格圈接觸,形成突發紗疵或造成紗線斷頭,成紗質量及穩定性難以控制。
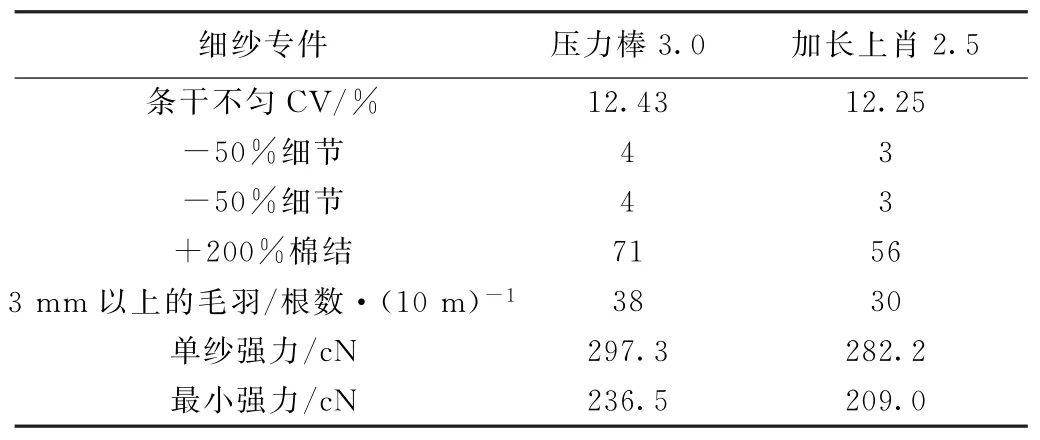
表1 緊密賽絡紡14.6 tex紗線性能測試指標
4 結語
原棉馬克隆值高,必將使紗線橫截面的纖維根數減少,造成成紗強力的降低。采取緊密賽絡紡技術,使纖維相互間緊密程度提高,紡紗三角區減小,補償紗線強力。緊密賽絡紡2根喂入,使須條寬度增加,厚度減小,降低了牽伸力,對控制牽伸區纖維運動有利,且2根須條并合促使條干均勻度進一步提升。集聚作用使得牽伸后松散的須條獲得較好的集中,使得加捻三角區減小,降低了紗線毛羽的形成。低品級棉的使用應統籌考慮紡紗品種和質量要求,結合企業紡紗設備,制定工藝流程和各工序工藝參數。對于馬克隆值高、雜質高的原棉,開清棉工序重點是排雜,工藝上適當提高打手速度。在梳理階段,配置適當針布隔距,以盡量降低纖維損傷和延長針布使用時間,同時加快蓋板速度,以增加短絨排除,降低棉結的形成幾率。通過精梳落棉的調節來改善原棉短絨高的不足,細紗工序采用緊密賽絡紡技術減小三角區,同時增大后區隔距,提高纖維的伸直度、平行度,提高了成紗強力,降低了成紗棉結。通過以上措施的實施,實現低品級棉紡高品質紗的目標。
