X90直縫管理化性能及常見問題分析
2021-12-28 07:58:16王冬林蔣洪張琦劉月發張麗麗劉洋
電焊機 2021年11期
王冬林 蔣洪 張琦 劉月發 張麗麗 劉洋

摘要:為了加強高性能鋼管質量控制,從化學成分、力學性能及金相組織等幾個方面對國內10家主要鋼管廠生產的X90直縫管進行了研究。分析了X90直縫管性能控制,對化學成分各元素、拉伸性能、沖擊性能、硬度等控制程度進行了排序,與此同時從性能和焊接脆化兩個方面分析了X90直縫管問題,并給出了相應的原因分析及處理方向。分析結果表明:X90直縫管化學成分應加強Nb+V+Ti、P、CEpcm、Mn的控制;拉伸性能控制程度排序為:延伸率>抗拉強度>屈服強度,要特別注意屈強比的控制;沖擊功平均值控制程度為:母材橫向控制最好,焊縫橫向控制最差,熱影響區橫向居中,但沖擊功標準差控制程度為:熱影響區橫向標準差控制最差,母材橫向次之,焊縫橫向最好;金相組織熔合區PF占的比例較大是產生軟化的主要原因,應重點關注。
關鍵詞:X90直縫管;性能;分析;工藝;問題;焊接脆化
中圖分類號:TG457.6? ? ? 文獻標志碼:A? ? ? ? ?文章編號:1001-2003(2021)11-0040-05
DOI:10.7512/j.issn.1001-2303.2021.11.07
0? ? 前言
天然氣作為國家重點能源,其需求量不斷增加,單條輸送管道設計輸送量已從原來每年320億m3增長到如今的每年460億m3,提升了44%,且在近20年,管線管輸送壓力從最初0.25 MPa提升至14 MPa[1]。相關統計資料[2-4]表明,鋼管每提高一個鋼級,管線管建設成本可縮減7%,因此為了降低管線成本和滿足社會日益增長的油氣需求,高性能的管線管的開發和研究顯得尤為重要。目前國內已經開發了X90管線管(包括直縫管和螺旋管),X90管線管試制工作已圓滿完成,完全具備大規模生產條件。文中主要從化學成分、力學性能、金相組織等方面對X90直縫管進行性能分析,指出了X90直縫管常見問題及其原因,并給出了處理措施。
1 X90直縫管生產工藝
常用的高鋼級管線管生產工藝主要包括螺旋管和直縫管,兩者的差別主要在于原材料和成型方式,其他工藝基本一樣。常見的X90直縫管生產工藝為:上料→鋼板超聲波探傷→銑邊→端部剪切及焊接→邊緣修正→成型→預焊→內焊→外焊→焊縫超聲波探傷→X-Ray探傷→鋼管擴徑→水壓試驗→焊縫超聲波探傷→X-Ray探傷→管端拍片→平頭倒棱→稱重測長→噴標→發運。
2 X90直縫管性能分析
選取國內10家規模比較大的鋼管廠生產的X90直縫管進行性能分析,直縫管規格φ1 219 mm×16.3 mm。
2.1 化學成分分析
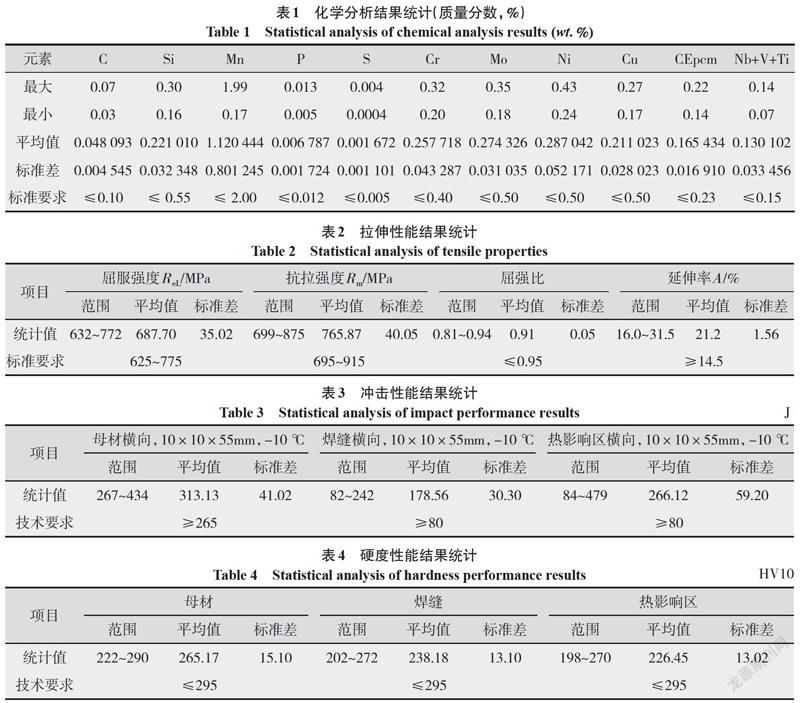
對每家鋼管廠抽取50組數據,總計500組化學分析數據進行統計分析,統計結果如表1所示。
由表1可知,各大鋼鐵廠X90直縫管化學成分控制均滿足相應技術要求,相對來說,P、CEpcm、Nb+V+Ti控制接近上限值(甚至出現P元素個別超上限),Nb+V+Ti平均值控制也接近上限,Mn、Nb+V+Ti方差控制也存在偏差,因此要加強Nb+V+Ti、P、CEpcm、Mn的控制。合金元素對X90直縫管力學性能影響很大,因此各工廠需加強X90合金元素的研究與控制。
2.2 力學性能分析
對每家鋼管廠抽取50組數據,總計500組力學性能數據進行統計分析,統計結果如表2~表4所示。
表2排除了個別屈服強度、抗拉強度超標數據,其余數據均符合標準要求,從標準差角度分析:延伸率標準差為延伸率最小值的10.7%,屈服強度標準差為合格范圍的23.3%,抗拉強度標準差為合格范圍的18.2%,屈強比標準差為屈強比最大值的5.3%,控制程度排序為:屈強比>延伸率>抗拉強度>屈服強度。由標準差分析可知,屈強比、延伸率控制程度較好,屈服強度和抗拉強度控制標準差接近,屈服強度標準差占合格范圍比抗拉強度低5.1%,原因在于屈服強度合格區間小于抗拉強度合格區間。但從平均值和測試值范圍來看,屈強比均接近上限值,屈服強度、抗拉強度、延伸率平均值和測試值范圍控制遠強于屈強比,因此各工廠應該加強屈強比的控制。
由表3可知,該表排除了個別沖擊性能超標數據,其余數據均符合標準要求,從沖擊功平均值角度來說:母材橫向控制最好,焊縫橫向控制最差,熱影響區橫向居中。但從沖擊功標準差來說:熱影響區橫向標準差控制最差,母材橫向次之,焊縫橫向最好,母材橫向控制一般是因為其統計數值范圍區間更大。整體沖擊性能控制符合X80直縫管規律。
由表4可知,母材、焊縫和熱影響區硬度值均符合標準要求,硬度平均值排序為:母材>焊縫>熱影響區,焊縫、熱影響區、母材標準差控制差別不大,但焊縫、熱影響區仍好于母材。
2.3 金相組織分析
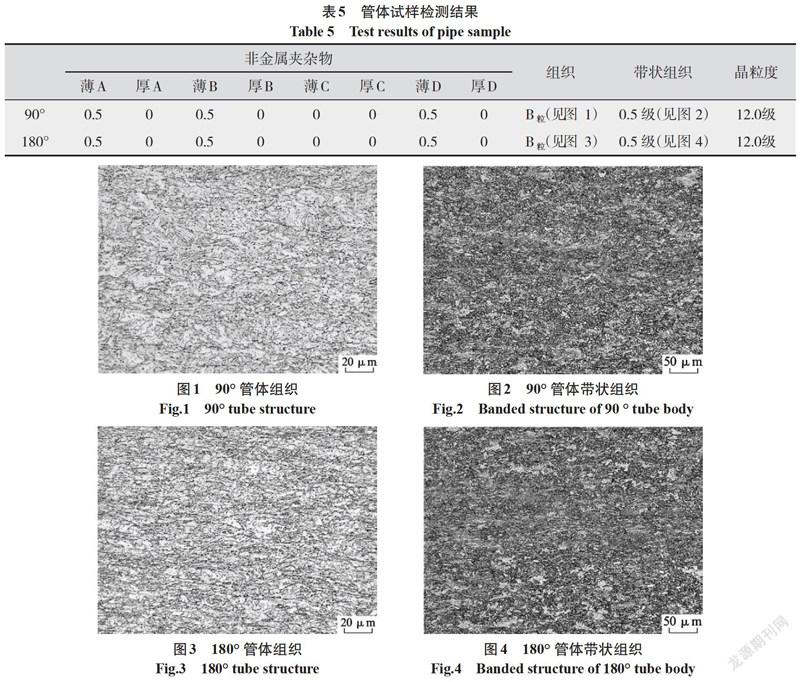
金相組織分析包括非金屬夾雜物、組織、帶狀組織、晶粒度等的檢查,其中管體取樣位置為焊縫90°位置和焊縫180°位置,詳細金相組織檢測結果如表5~表6和圖1~圖7所示。
從表5和圖1~圖4可以看出,管體非金屬夾雜物A類、B類、C類、D類均符合技術要求,帶狀組織均為0.5級,晶粒度均為12.0級,從圖5~圖7和表6可以看出,直縫管管體組織為B粒,焊縫組織為IAF+B粒+PF,熔合區為B粒,直縫管焊縫細晶區為PF+MA+P,其中熔合區PF所占比例較大,是產生軟化的主要原因,容易引起焊縫處斷裂。
3 X90直縫管問題分析
3.1 X90直縫管性能問題
從表1化學分析結果統計可以看出,各大鋼鐵廠X90直縫管化學成分控制均滿足相應技術要求,相對來說,P、CEpcm、Nb+V+Ti控制接近上限值,Nb+V+Ti平均值控制也接近上限,Mn、Nb+V+Ti方差控制也偏差,因此應加強Nb+V+Ti、P、CEpcm、Mn的控制。而從各國專利技術可以看出,X90直縫管化學成分控制存在很大差異,這也決定了X90直縫管性能的根本區別,所以應該多借鑒國外公司先進成熟的技術,比如日本JFE、加拿大IPSCO公司等。當然由于設備和工藝與國外的差異性,國內各生產廠家要制定適合自身的化學成分。
從各廠直縫管生產過程來看,拉伸性能、沖擊性能及硬度均出現不同程度的不合格現象,不合格比例約為1%,這在一定程度上影響了供貨期及成材率,所以各生產廠要從金相組織入手,控制好相應的金相組織,實現穩定的性能。
3.2 X90直縫管焊接脆化問題
X90直縫管在焊接時經常發生局部脆化現象,主要包括粗晶脆化和M/A組元脆化。粗晶脆化是焊接時溫度很高,特別是粗晶區溫度最高,雖然維持時間較短,但也會造成奧氏體的晶粒尺寸明顯增大,相關研究表明[5-8],材料成分和金相組織不變時,對晶粒長大過程起決定性作用因素的是峰值溫度及其保持時間,且峰值溫度所起的作用遠大于其保持時間。M-A組元脆化是指鋼在冷卻過程中,由于鐵素體中C元素固溶度很低,使得奧氏體中富集C元素,隨著冷卻的繼續進行,富集C元素的奧氏體會轉變成馬氏體,從而形成馬氏體/奧氏體,簡稱M/A[9-11]。M/A組元極大地影響焊縫性能,研究表明[12-13]:M/A會顯著降低X90直縫管韌性,使得材料脆化,并且脆化程度與M/A的含量、形態和尺寸大小有著密切關系[14-15]。
4 結論
(1)對國內10家規模較大的鋼管廠生產的X90直縫管的化學成分、力學性能及金相組織進行分析,排除個別超標數據,其余理化數據均符合標準及技術要求,具體表現為:化學元素P、CEpcm、Nb+V+Ti控制接近上限值(甚至出現P元素個別超上限),Mn、Nb+V+Ti方差控制也偏差;拉伸性能控制程度排序為:延伸率>抗拉強度>屈服強度,應特別注意屈強比的控制;沖擊功平均值控制程度為母材橫向控制最好,焊縫橫向控制最差,熱影響區橫向居中,但沖擊功標準差控制程度為熱影響區橫向標準差控制最差,母材橫向次之,焊縫橫向最好;硬度平均值控制程度排序為:母材>焊縫>熱影響區,硬度標準差控制程度為焊縫、熱影響區標準差控制好于母材。
(2)分析了X90直縫管性能和焊接脆化問題,各工廠需多借鑒國外先進成熟的技術,制定適合工廠自身特點的化學成分,與此同時各生產廠要控制好相應的金相組織,以實現性能穩定;焊接脆化問題中的粗晶脆化應特別注意峰值溫度及其保持時間的影響,焊接脆化問題中的M/A組元脆化要特別注意M/A的含量、形態和尺寸大小的綜合影響。
參考文獻:
劉騰躍,李小波. X90管線管國產化質量分析[J]. 焊管,2017,40(7):60-63.
李鶴林. 天然氣輸送管研究中的幾個熱點問題[J]. 中國機械工程,2001,12(13):349-352.
王曉香. 當前管線鋼管研發的幾個熱點問題[J]. 焊管,2014,37(4):5-12.
張小立. X80高鋼級管線鋼和鋼管組織與力學性能[J]. 中原工學院學報,2010,21(4):9-13.
溫娟,其其格,鞠新華等. 鋼鐵組織中MA島含量的定量分析方法[J]. 中國冶金,2018,28(4):22-26.
韓晨,孫付濤. 冷卻速度和Nb含量對X80管線鋼MA島的影響[J]. 材料研究與應用,2015,9(2):120-124.
閆凱鵑,郝世英,高惠臨. 管線鋼焊接局部脆化及其研究進展[J]. 化工設備與管道,2011,48(3):57-61.
Kennedy,John L. Oil and Gas Pipeline Fundamentals[C]. Tulsa Okla:Pennuwell Publishing Company,1984.
孟凡剛,陳玉華,王勇. 管線鋼焊接局部脆化區的M-A組元[J]. 焊接技術,2007(1):13-15.
陳玉華,王勇,韓彬. X70管線鋼在役焊接局部脆化區的組織及精細結構[J]. 材料熱處理學報,2007(1):79-82.
高惠臨,董玉華,馮耀榮. 油、氣管線鋼的焊接局部脆化及其預防[J]. 機械工程學報,2001(3):14-19.
kIM B C, Lee S,Kim N J,et al. Microstruture and Local Brittle Zone Phenomena in High Strngth Low-Alloyed Welds[J]. Metall.Trans,1991,22(1):139-149.
趙波,李國鵬,王旭,等. X80鋼焊接熱影響區脆化軟化現象熱模擬試驗研究[J]. 焊管,2016,39(3):16-19.
占煥校,王勇,呂統全. X80鋼焊接熱影響區的二次熱循環組織脆化[J]. 壓力容器,2008(2):9-12.
王勇,韓濤,劉敏. X70管線鋼焊接熱影響區的局部脆化[J]. 材料工程,1999(10):14-16.
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
環球時報(2016-07-15)2016-07-15 13:42:04
環球時報(2016-03-09)2016-03-09 09:10:24
銅業工程(2015年4期)2015-12-29 02:48:39
南方周末(2015-05-07)2015-05-07 04:39:36
石油化工應用(2014年8期)2014-03-11 17:40:03
