表面處理對活塞環摩擦磨損性能影響的試驗研究
2021-12-29 11:56:28謝緯安瞿磊王忠蔣安
車用發動機 2021年6期
謝緯安,瞿磊,王忠,蔣安
(1.南通職業大學汽車與交通工程學院,江蘇 南通 226007;2.江蘇大學汽車與交通工程學院,江蘇 鎮江 212013;3.上汽大通汽車有限公司,上海 200438)
摩擦現象普遍存在,摩擦導致的磨損是機械失效的主要原因之一。在內燃機的機械損失中,活塞、活塞環及缸套間摩擦損失占比最大,這三者之間的磨損會引起潤滑、密封及表面擦傷等問題,從而影響內燃機的機械效率[1]。內燃機正向低油耗、大升功率、低排放方向發展,這使得活塞環與缸套間摩擦磨損增大[2]。因此,如何降低活塞環與缸套的摩擦磨損是眾多學者關注的研究方向。
通過對活塞環、缸套進行表面處理來改善其摩擦磨損性能是解決上述問題的有效途徑之一,表面處理的具體方式可分為改性、涂覆和復合處理三類。摩擦性能改善的機理主要涉及3個方面[3]:一是提高表面硬度以減少磨料磨損,在活塞環工作表面上形成一種硬質金屬層,提高其耐磨性;二是改善表面的儲油能力從而減少熔著磨損,在活塞環表面添加能儲存機油的表面覆層防止高溫下的干摩擦;三是加快活塞環的磨合階段,即添加適當軟度的易磨損物質,與氣缸相接觸加速磨損,縮短磨合期。
根據上述表面處理方式和機理,著重從鍍鉻和物理氣相沉積(PVD)處理兩方面展開敘述。電鍍鉻表面的硬度高且耐蝕性好,相比普通缸套,鍍鉻缸套的使用壽命能夠延長50%[4]。松孔鍍鉻能夠在工件表面獲得網狀孔隙結構,質量更輕且有利于內燃機儲油潤滑,從而提高使用壽命[5]。在鍍鉻表面的性能研究方面,漆世則等[6]對球墨鑄鐵活塞環進行了鍍鉻、噴鉬和陶瓷復合鍍鉻處理,并進行摩擦學性能試驗。結果表明:鍍鉻后活塞環表面硬度提高,噴鉬處理能降低摩擦系數,陶瓷復合鍍鉻使活塞環表面存在陶瓷微孔隙和顆粒,提高耐磨性。陶瓷復合鍍鉻活塞環的磨損量僅為噴鉬環的 0.02%。此外還可以制備出各類復合鍍鉻涂層,從而在不同的潤滑及載荷條件下,增強缸套與活塞環表面摩擦學性能。如Soares等[7]使用納米立方氮化硼對常規鍍鉻層進行強化,使摩擦系數進一步降低20%,同時活塞環和缸套磨損量也明顯減少。
目前已有的CrN,DLC等典型的PVD薄膜具有優異的耐磨性、耐腐蝕性和抗氧化性等優勢,被應用于活塞環和缸套的摩擦表面。CrN的PVD薄膜還能有效改善鑄鐵缸套表面油膜失效問題[8]。PVD涂層也常用于活塞環表面強化,Bruno等[9]對比研究了幾種常見活塞環涂層配對副的摩擦系數,發現PVD(CrN)活塞環配對副摩擦系數和磨損量最低。PVD-WCN薄膜能使表面硬度提高近30倍,磨損量降低為無涂層的1/90[10]。Lin等[11]采用等離子增強磁控濺射技術在摩擦表面上制備TiSiCN涂層,使活塞環和缸套的磨損量分別降低29%和50%。趙晚成等[12]通過PVD處理在活塞環基體上沉積了厚約30 μm的CrN涂層,并對有涂層和沒有涂層的活塞環進行了摩擦磨損試驗,結果表明CrN涂層活塞環配對副摩擦系數較穩定,且數值較低;CrN涂層提高了活塞環表面硬度,減小了摩擦系數,與之配合的缸套磨損量減少了80%以上。
從以上分析可以看出,鍍鉻和PVD處理改善表面摩擦性能的方法多樣,已有文獻對這些方法及改進效果進行了研究分析,但對于相同工況下不同表面處理方法之間的優劣比較仍不夠完善。因此,本研究通過對活塞環進行鍍鉻和PVD處理,對未處理表面、鍍鉻表面以及PVD表面的活塞環和高硼銅鑄鐵缸套配對副的摩擦學性能進行試驗,根據試驗結果從摩擦系數大小及穩定性,摩擦表面形貌及磨損量兩方面重點分析表面處理的摩擦學特征。
1 試驗裝置與方法
1.1 表面處理設備及工藝
試驗所用活塞環試樣為錐面環,直徑為114 mm,表面粗糙度小于等于1.9 μm。活塞環材料為合金鑄鐵,與活塞環配合的缸套材料為高硼銅鑄鐵,缸套外徑為106 mm,內徑為96 mm,表面粗糙度小于等于1.9 μm。試驗中對活塞環表面采用電鍍鉻和PVD工藝進行處理。鍍鉻設備主要有鍍槽系統、循環過濾系統、閉路回收系統、抽風除霧系統、自動控制等。物理氣相沉積設備內的真空度為2×10-3Pa,烘烤溫度為300 ℃。
鍍鉻處理后活塞環在表面形成厚度為0.12 mm的硬鉻,金屬鉻硬度比鑄鐵高3.6倍,比熱處理后的鑄鐵高2.5倍。用顯微硬度計檢測其外圓表面硬度,結果見表1。活塞環鍍鉻層及表面形貌見圖1。鍍鉻層屬于光澤鉻層,其顯微組織可能出現網狀裂紋,網紋能改善鍍層的耐磨性。活塞環鍍鉻后具有硬度高、耐磨性好、摩擦系數低、熔點高、耐腐蝕性好、熱膨脹系數小、高溫下不容易產生剝落等優點。

表1 鍍鉻環工作表面硬度檢測結果
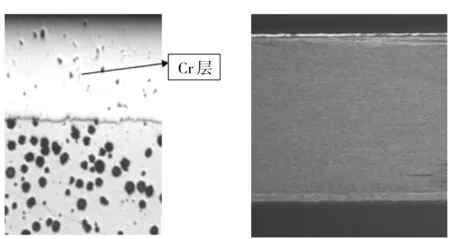
圖1 活塞環鍍鉻層及鍍鉻后表面
PVD處理后在活塞環表面形成厚度為5 μm的CrN鍍層,用顯微硬度計測量外圓工作面硬度,結果見表2,相比鍍鉻,PVD處理可以使表面獲得更高的硬度。PVD處理后活塞環PVD層及表面見圖2。PVD表面有較大的殘余壓應力,工作時能夠抵消摩擦時產生的拉應力,具有耐磨、耐高溫、化學性能穩定的特點。電子衍射測試表明,PVD處理能夠減少磨粒磨損和防止摩擦表面的黏著磨損。

表2 合金鑄鐵PVD環工作表面硬度檢測結果
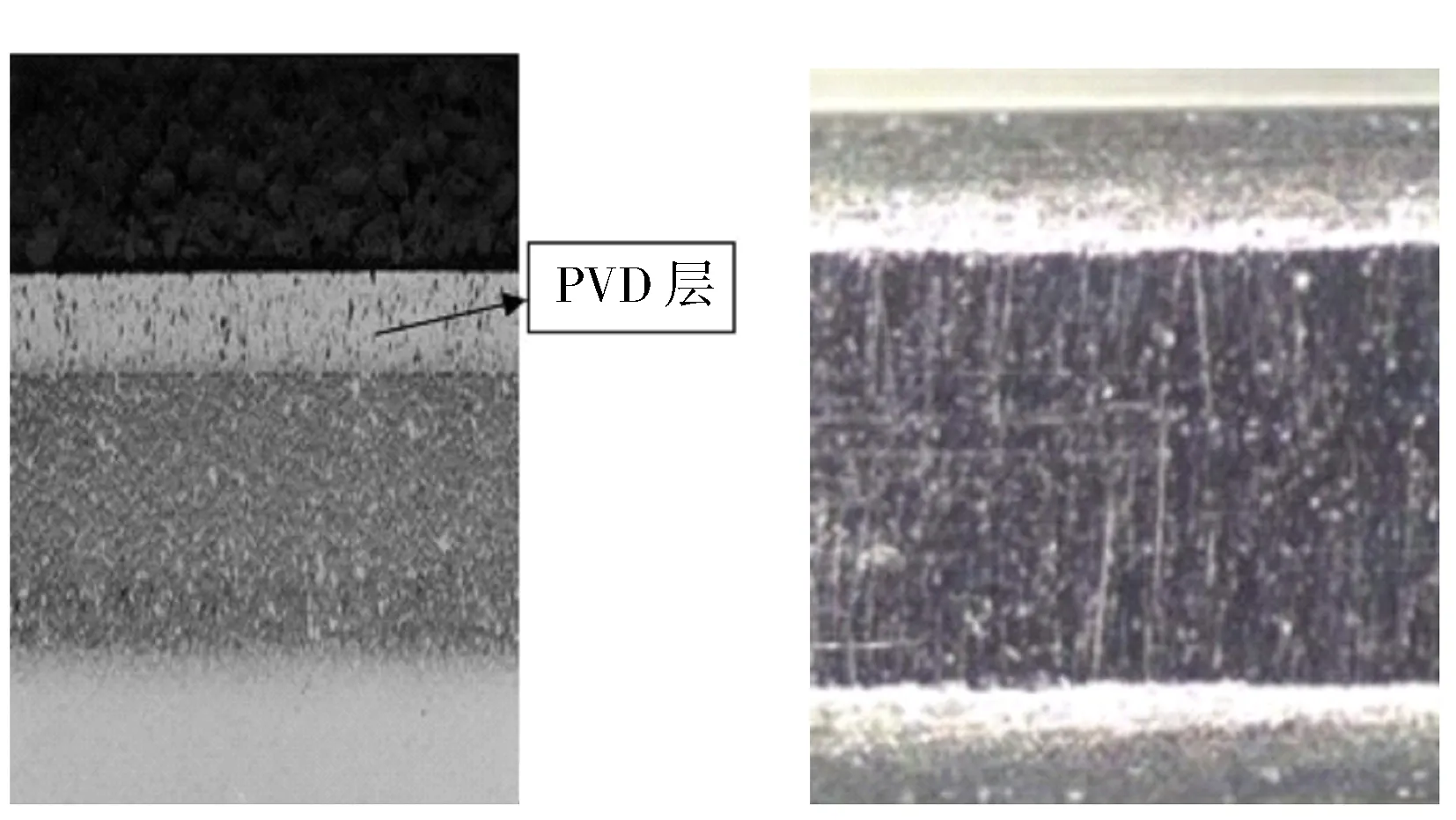
圖2 活塞環PVD層及PVD處理后表面
1.2 摩擦磨損試驗裝置及方案
采用圓盤式摩擦磨損試驗機(見圖3a)對不同表面的活塞環與缸套的摩擦學性能進行試驗。試驗條件為室溫,載荷200 N,轉速200 r/min,試驗時間60 min,潤滑油為CH-4,端面跳動小于0.05 mm。為了均勻潤滑,采用離心力原理讓潤滑油在活塞環與缸套接觸面上均勻分布。
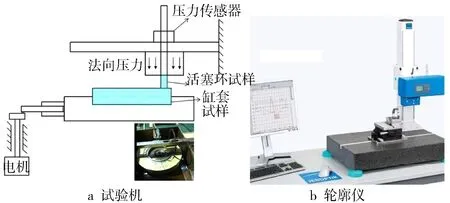
圖3 摩擦磨損試驗機和輪廓儀
試驗中用金屬桿將活塞環試樣固定在缸套試樣上方,通過在金屬桿一端加力給摩擦副傳遞載荷,載荷大小在10~4 200 N內可調。試驗中通過電機帶動圓盤轉動,轉速在10~700 r/min內可調,用活塞環與缸套之間的相對運動模擬柴油機實際工作時的摩擦現象,用壓力傳感器采集摩擦力信號,得到摩擦系數隨時間變化的數據。磨損量測試采用CV-3100輪廓儀(見圖3b),通過測量缸套、活塞環試樣磨損前與磨損后摩擦表面沿法向的輪廓尺寸變化量,計算得到缸套、活塞環試樣在磨損過程中的磨損體積。該設備優點在于能測出微小磨損量以及同一磨痕中不同位置磨損量。
2 試驗結果與分析
2.1 摩擦系數特征分析
未經表面處理活塞環試樣配對副摩擦系數的變化見圖4。由圖4可知,摩擦系數呈波動下降的趨勢。在前5 min摩擦系數較大,波動較小;在5~15 min摩擦系數明顯下降,波動有所增強;在15~35 min摩擦系數較為穩定;在35~60 min區間摩擦系數的波動幅度明顯增強,摩擦較為劇烈。
摩擦系數曲線的變化過程表現為磨合磨損到穩定磨損再到劇烈磨損的過程。磨損初期經歷了將凸起粗糙峰磨平的磨合磨損,該過程中的相對運動使活塞環和缸套表面被磨平滑,表面產生塑性流動,接觸面積越來越大,直到符合載荷的平衡尺寸。由于整個接觸面產生了塑性流動,在載荷下達到了加強界面的效果。磨合磨損完成后進入穩定磨損階段,穩定磨損階段后,磨損劇烈增加,機械效率急劇降低,最終導致活塞環失效。
對4片鍍鉻活塞環試樣進行試驗,其中一個試樣環配對副的摩擦系數曲線見圖5。從圖5可以看出,鍍鉻活塞環配對副摩擦系數在整個試驗過程中變化較為穩定,不同于未處理表面配對副。在前3 min摩擦系數的波動最大,在3~15 min摩擦系數在0.033左右波動,振幅有所下降,在15~20 min摩擦系數經歷了一個小幅度的降低,此后活塞環進入了穩定磨損階段,摩擦系數在0.027左右波動,且有持續降低的趨勢。
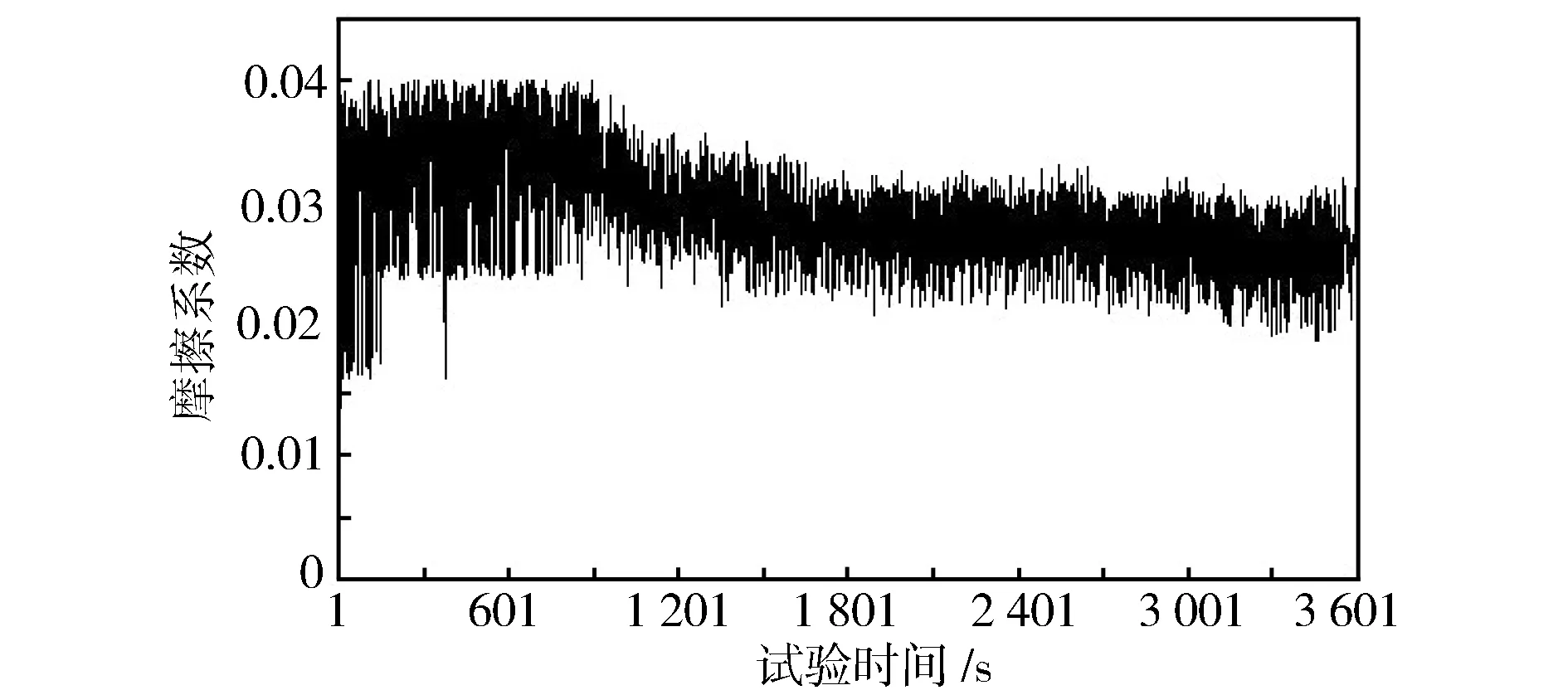
圖5 鍍鉻活塞環配對副摩擦系數曲線
對4片PVD活塞環試樣進行試驗,其中一個試樣配對副的摩擦系數曲線見圖6。從圖6可以看出,PVD活塞環在整個試驗過程中穩定性非常好。在1~10 min摩擦系數波動較大,表現出了磨合磨損的特征;在10~60 min區間摩擦系數十分穩定,在0.025左右產生振幅不大的波動。由此看出,相比鍍鉻活塞環,PVD活塞環表現出了更好的穩定性,具有磨合時間更短的優勢。
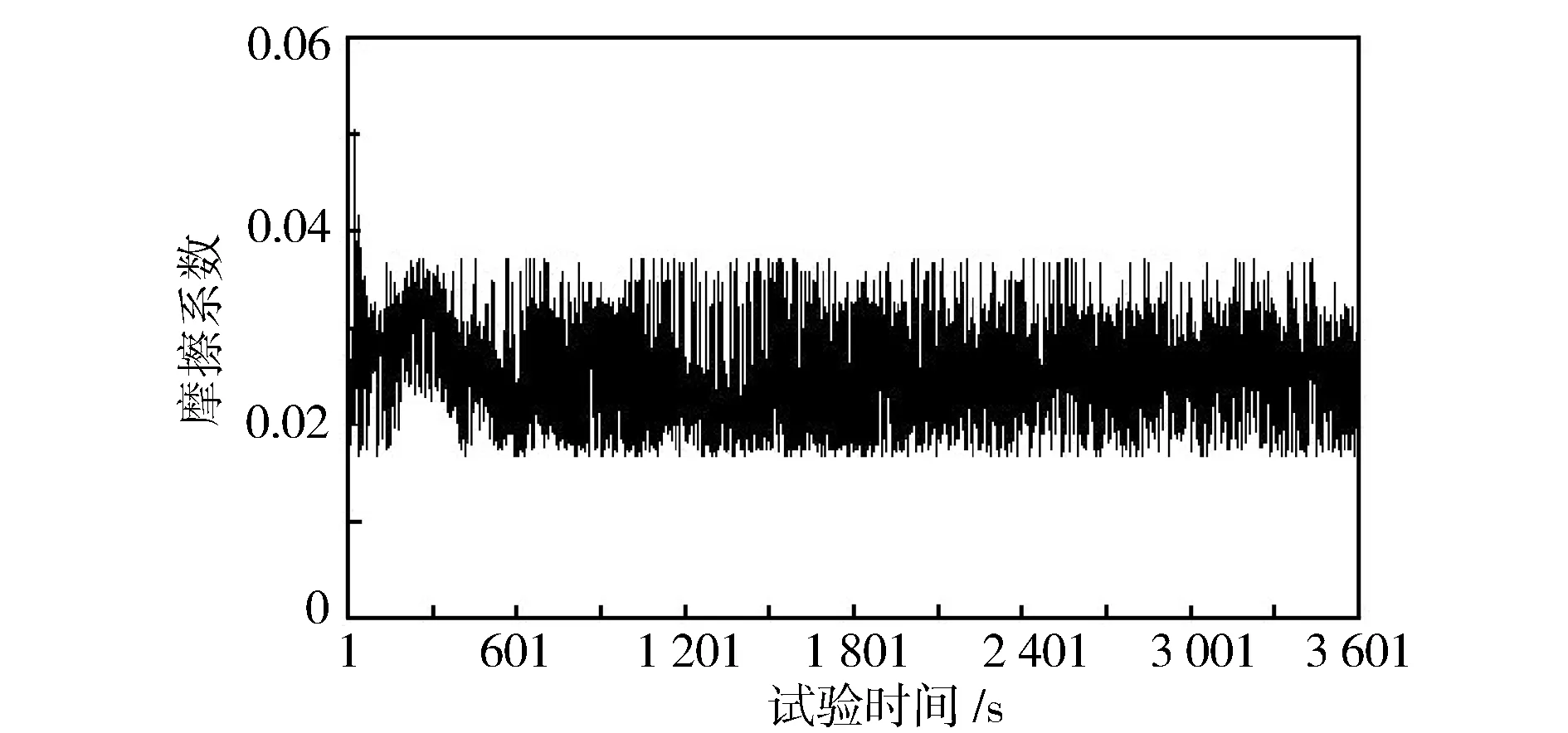
圖6 PVD活塞環配對副摩擦系數的變化曲線
上述試驗結果展示了不同表面活塞環配對副摩擦系數隨時間的變化特征,表3列出不同表面活塞環配對副的4組平均摩擦系數。由表3可以看出,未表面處理活塞環配對副的平均摩擦系數要明顯高于鍍鉻活塞環和PVD活塞環。未表面處理活塞環配對副摩擦系數都大于0.05,鍍鉻活塞環配對副摩擦系數約為0.028,PVD活塞環配對副的摩擦系數較鍍鉻活塞環進一步減小,在0.021左右。
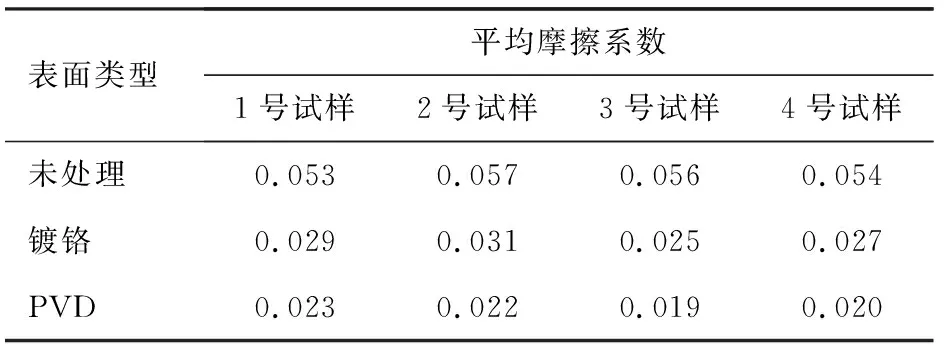
表3 不同表面活塞環配對副的4組平均摩擦系數
表現出上述特征的原因為:未表面處理活塞環表面粗糙,微凸起較多,經磨損產生較多磨粒分布于摩擦表面,使得摩擦系數較大的同時產生明顯波動;鍍鉻層結構致密、硬度較高,使得在磨合階段鍍鉻活塞環配對副摩擦系數較小且變化相對穩定;鍍鉻活塞環表面光潔、耐熔著磨損性好且高溫下不容易產生剝落,因此在穩定磨損階段摩擦系數穩定性好,數值小于未表面處理活塞環。PVD活塞環表面的硬度在3種表面中最高,且具有一定的自潤性,能有效阻止缸套表面硬質點對活塞環涂層的劃傷。因此PVD活塞環在短暫的磨合階段后就處于非常穩定的狀態。相比鍍鉻處理,PVD處理使活塞環與缸套配對副的摩擦系數進一步減小,穩定性進一步提高。
2.2 摩擦表面形貌特征及磨損量分析
圖7至圖9分別示出未處理表面、鍍鉻表面和PVD表面的活塞環及高硼銅鑄鐵缸套摩擦表面形貌特征。未表面處理活塞環磨損表現為磨粒磨損的特性,表面出現了深淺不一的劃痕,缸套表現出了相似的摩擦特征。與未表面處理活塞環相比,鍍鉻活塞環表面更加光滑,初始溝壑幾乎被磨平,磨損機制為拋光磨損;但與之配合的缸套磨損機制為疲勞磨損,磨損表面沿滑動方向有明顯的塑性流動,磨痕內有塑性變形裂紋,變形區域形成塊狀脫落之后粘附在缸套表面。而PVD活塞環摩擦表面的磨損機制主要為塑性變形,磨損主要表現為粗糙的表面變光滑,沒有明顯的滑動溝槽,但與活塞環配合的缸套表面在塑性變形區出現少量的小塊材料剝落。
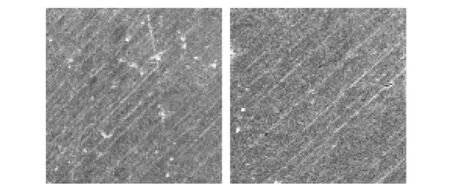
圖7 未處理表面活塞環(左)及缸套(右)表面形貌
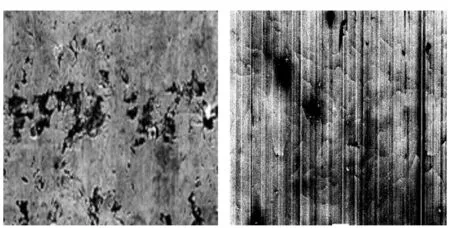
圖8 鍍鉻活塞環(左)及缸套(右)表面形貌
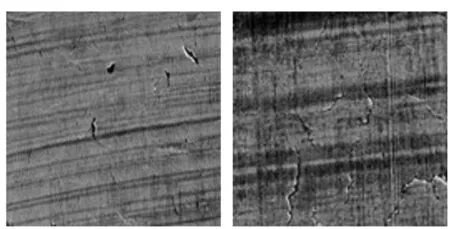
圖9 PVD活塞環(左)及缸套(右)表面形貌
不同表面活塞環及缸套之間的磨損量試驗結果見表4。未表面處理活塞環環體磨損量在1.65×10-10mm3左右,與之配合的缸套磨損量在5.8×10-10mm3左右。鍍鉻活塞環環體的磨損量為6.5×10-11mm3左右,明顯小于未表面處理的活塞環,但與之配合的缸套的磨損量卻增大,在8.8×10-10mm3左右。由此得出鍍鉻能夠降低摩擦系數,增加穩定性,但縮短了與之配合的缸套的壽命。PVD活塞環環體磨損量為5.8×10-11mm3左右,與之配合的缸套磨損量為4.1×10-10mm3左右,相對于鍍鉻活塞環磨損量略有降低,缸套磨損量低于鍍鉻活塞環配合缸套磨損量的一半,PVD處理在磨損量方面具有明顯優勢。

表4 不同表面活塞環及缸套的4組試樣磨損量 mm3
未表面處理活塞環表面凸起的粗糙峰較多,基體金屬的硬度較低。隨著摩擦進程產生大量磨粒,形成磨粒磨損,磨粒嵌入磨擦表面后使磨擦表面出現較深的溝槽,因此磨損量大。鍍鉻活塞環表面產生的磨粒數目減少,磨粒對活塞環表面的磨損減輕,所以鍍鉻活塞環表面在試驗后更光滑;硬鉻表面儲油效果較差且硬度大于缸套硬度,易造成缸套表面材料脫落。因此,鍍鉻處理能降低活塞環的磨損量,但會提高與之配合的缸套磨損量,應選擇表面儲油較好材料與鍍鉻活塞環配合。PVD表面的殘余壓應力能抵消摩擦時產生的拉應力,穩定性和硬度高,摩擦過程中只有極少磨粒產生。隨著摩擦進程,活塞環表面產生熔化層形成二次保護。與鍍鉻活塞環類似,PVD活塞環表面硬度大于缸套表面硬度,但PVD活塞環產生的熔化層也保護了缸套表面,缸套表面只出現了少量的材料剝落。因此,PVD處理在提高活塞環摩擦磨損性能時,也提高了與之配合缸套的摩擦磨損性能。
3 結論
a) 在摩擦系數方面,未表面處理活塞環配對副的摩擦系數隨時間變化明顯,鍍鉻活塞環配對副的摩擦系數比未經處理表面穩定,僅在磨合磨損階段出現了一定的波動;PVD活塞環配對副的摩擦系數最穩定,磨合時間更短;未經處理表面的平均摩擦系數大于0.05,鍍鉻活塞環配對副摩擦系數降低到0.028左右,PVD活塞環配對副的摩擦系數進一步減小為0.021左右;
b) 在摩擦表面形貌和磨損量方面,未表面處理活塞環的磨損呈現出磨粒磨損的特性,表面出現深淺不一的劃痕,鍍鉻活塞環表面相對光滑,磨損機制為拋光磨損,PVD活塞環表面的磨損機制主要為塑性變形;未表面處理活塞環與缸套的磨損量均較大,鍍鉻活塞環的磨損量明顯減小,但配合缸套磨損量急劇增大,PVD處理在進一步減小活塞環磨損量的同時,缸套磨損量也較小;
c) 在本試驗研究中,PVD處理后的活塞環與缸套配合,表現出了最佳的摩擦學性能,摩擦系數變化穩定,摩擦表面形貌光滑,磨損量最小。
