某10 m高精度碳纖維天線面板的模具工藝研究*
2021-12-29 11:07:54劉世偉王博通
電子機(jī)械工程 2021年6期
劉世偉,王博通
(1. 中國(guó)電子科技集團(tuán)公司第三十九研究所,陜西西安 710065;2. 陜西省天線與控制技術(shù)重點(diǎn)實(shí)驗(yàn)室,陜西西安 710065)
引 言
當(dāng)前衛(wèi)星使用頻段從厘米波段(3~30 GHz)、毫米波段(30~300 GHz)至亞毫米波段(300~3 000 GHz)逐漸提高[1]。加之我國(guó)空間目標(biāo)任務(wù)的深入發(fā)展,對(duì)目標(biāo)進(jìn)行高分辨成像測(cè)量和辨識(shí)的需求不斷增長(zhǎng),現(xiàn)有以Ka及以下頻段為主的測(cè)量系統(tǒng)已經(jīng)不能滿足任務(wù)需求,需研發(fā)更高頻段、更高分辨率的毫米波測(cè)控系統(tǒng)。
本工程在毫米波頻段下開展,天線反射體主面精度相比以往工程的主反射面精度提高近一個(gè)數(shù)量級(jí)[2]。對(duì)于高精度天線反射體,模具的設(shè)計(jì)和制造對(duì)天線主反射面精度的實(shí)現(xiàn)起關(guān)鍵性作用[3]。文獻(xiàn)[4]推導(dǎo)了旋轉(zhuǎn)拋物面天線發(fā)射體成型模具的設(shè)計(jì)公式,并進(jìn)行了理論分析。文獻(xiàn)[5]修正了反射體模具型面,批量生產(chǎn)出滿足精度要求的偏置結(jié)構(gòu)反射體。文獻(xiàn)[6]建立了1.75 m口徑反射體模具的設(shè)計(jì)補(bǔ)償公式,并進(jìn)行了理論推導(dǎo)、仿真分析和試驗(yàn)驗(yàn)證,結(jié)果表明反射體合型溫度下型面精度達(dá)到使用要求。文獻(xiàn)[7]根據(jù)2.1 m口徑天線反射體精度要求,提出了一種高精度反射體制造方法(包含高精度模具),該方法能提高型面精度和滿足熱變形要求。這些文獻(xiàn)大多是針對(duì)圓形模具型面進(jìn)行溫度影響下的補(bǔ)償和修正,從而使合型溫度下反射體模具熱變形后的型面與常溫下模具理論型面吻合,以此提高反射體型面精度。然而,在非圓面模具設(shè)計(jì)方面還未見相關(guān)資料。
某高精度非圓面蜂窩夾層反射體面板制件采用常溫成型工藝,成型模具為框架式模具。受到模具本身結(jié)構(gòu)、面板成型工藝等多種因素的影響,很難保證模具的型面精度。本文通過面板成型工藝研究和現(xiàn)場(chǎng)實(shí)踐,總結(jié)出高精度反射體面板常溫成型工藝下的模具工藝設(shè)計(jì)方法,成功制備出高精度反射體面板,同時(shí)驗(yàn)證了方法的可靠性。
1 碳纖維面板分塊及成型工藝
該天線反射面擬采用碳纖維復(fù)合材料,具有重量輕、剛性好、精度高、尺寸穩(wěn)定性好等優(yōu)點(diǎn)[8]。該天線主反射面的單面板精度均方根誤差需要達(dá)到0.03 mm,這一指標(biāo)要求極大地增加了整個(gè)天線結(jié)構(gòu)工藝的制作復(fù)雜度,碳纖維面板模具工藝設(shè)計(jì)難度也隨之增加。因此,在滿足型面精度要求的情況下,將面板分塊數(shù)量控制在合理范圍內(nèi)的面板模具工藝設(shè)計(jì)成為高精度天線關(guān)鍵技術(shù)。
根據(jù)該高頻段天線的精度要求,采用可靠的分析手段以及相似的工程經(jīng)驗(yàn),兼顧制造工藝的可實(shí)現(xiàn)性,對(duì)面板進(jìn)行合理分塊。將10 m口徑拋物面天線分為4圈碳纖維面板,共計(jì)88塊,面板弦長(zhǎng)約1 m,面板表面積約1 m2,單塊面板(圖1)型面精度為0.03 mm(均方根值),面板型面粗糙度為3.2。

圖1 單塊面板結(jié)構(gòu)簡(jiǎn)圖
本天線反射體單塊碳纖維面板具有型面精度要求高、前后端曲率大、結(jié)構(gòu)尺寸較小等特點(diǎn)。結(jié)合以往成熟工藝方法,面板制作采用常溫合型工藝:1)分別制造前后蒙皮的成型模具;2)前蒙皮模具型面噴鋁金屬化,制作面板的前后蒙皮;3)前蒙皮成型模具上安裝擋邊,將前蒙皮、預(yù)埋件、蜂窩夾層和后蒙皮依次安裝后膠接,常溫固化成型面板[9];4)脫模修整后檢測(cè)型面精度;5)噴涂防護(hù)涂料。成型過程見圖2。

圖2 單塊面板成型過程
2 碳纖維面板模具工藝研究
目前,碳纖維面板表面積不改變,而面精度要求逐步上升,從0.1 mm,0.05 mm提高到0.03 mm(均方根值)。高精度碳纖維蒙皮鋁蜂窩夾層結(jié)構(gòu)的面板成型技術(shù)主要通過面板模具設(shè)計(jì)、蒙皮材料鋪貼工藝和合型工藝三者來保證精度。下文就碳纖維鋪貼以及常溫合型工藝的情況,以第二圈面板為例,對(duì)模具工藝研究進(jìn)行重點(diǎn)分析。
模具工藝設(shè)計(jì)作為面板成型過程控制的重要環(huán)節(jié),不僅應(yīng)確定模具的材料、型面精度及類型,還應(yīng)對(duì)模具的共用性、模具結(jié)構(gòu)、工藝制造及蒙皮合型定位等影響碳纖維面板成型精度的各個(gè)環(huán)節(jié)進(jìn)行分析和綜合考慮,使設(shè)計(jì)出的模具滿足碳纖維面板在各制作工序中的要求,最終保證面板的型面精度指標(biāo)。
2.1 模具材料及型面精度研究
碳纖維面板在高壓和常溫環(huán)境下成型,模具材料經(jīng)過熱脹冷縮,必然會(huì)產(chǎn)生一定的內(nèi)應(yīng)力。圖3為面板模具在常溫和高壓下的變形情況,圖中δ為天線法線方向的變形量,δ隨θ角的變化而變化,正是這種變化使模具型面產(chǎn)生了張口的趨勢(shì),從而影響面板的型面精度[10]。

圖3 模具在常溫和高壓下的變形情況
由于不同材料的物理特性如強(qiáng)度、剛度、導(dǎo)熱系數(shù)、熱膨脹系數(shù)等不同,因此模具設(shè)計(jì)過程中需要根據(jù)不同成型類型以及結(jié)構(gòu)選取合適的模具材料。目前高精度模具通常采用球墨鑄鐵和殷鋼,球墨鑄鐵的熱膨脹系數(shù)為9×10?6°C?1,殷鋼的熱膨脹系數(shù)為1.5×10?6°C?1,球墨鑄鐵的成本為殷鋼的十分之一。此面板尺寸較小,對(duì)模具型面精度影響很小。另外,此次高精度面板只進(jìn)行常溫高壓合型,常溫固化,模具變形可以忽略不計(jì)。
綜合分析并借鑒以往模具熱變形的案例,采用球墨鑄鐵(QT500-7)制造模具。同時(shí),球墨鑄鐵具有良好的機(jī)加工性能,有利于保證復(fù)雜曲面的成型精度。
高精度面板模具的結(jié)構(gòu)設(shè)計(jì)中,借鑒以往設(shè)計(jì)經(jīng)驗(yàn),在滿足使用要求的情況下,模具型面精度誤差應(yīng)小于等于面板精度要求的1/3,型面粗糙度要求比面板粗糙度高2級(jí),因此模具型面精度誤差≤0.01 mm(均方根值),型面粗糙度≤0.8。
2.2 模具類型研究
不同結(jié)構(gòu)類型的制件在一定程度上限制了碳纖維復(fù)合材料的成型方法,而不同的制件成型方法導(dǎo)致模具類型具有差異性。碳纖維面板因其高精度特性通常都采用熱壓罐的成型工藝來實(shí)現(xiàn)制件的批量化生產(chǎn)。熱壓罐制備工藝采用單模成型碳纖維復(fù)合材料。陽模與陰模作為兩種單模,其制備試件的成型方法不同,成型的產(chǎn)品也各具特點(diǎn),見表1。

表1 不同類型模具制備產(chǎn)品的特點(diǎn)
3 面板模具工藝設(shè)計(jì)
3.1 模具的共用性
碳纖維蒙皮的精度影響面板型面精度,而蒙皮分為前蒙皮和后蒙皮,前后蒙皮的理論曲線有一定差距,因此各自的成型精度不同,對(duì)應(yīng)模具的制作也不同。通常根據(jù)實(shí)際工程經(jīng)驗(yàn),普通碳纖維面板的前后蒙皮共用一個(gè)模具,在保證精度的同時(shí)也兼顧了經(jīng)濟(jì)性。
然而,該天線作為高精度天線,單塊碳纖維面板的精度為目前最高級(jí)別,前后蒙皮的最大距離為0.15 mm(圖4),若共用一個(gè)模具,合型過程中會(huì)產(chǎn)生內(nèi)應(yīng)力。因此,前后蒙皮的模具根據(jù)相應(yīng)曲線分別制作,以此保證蒙皮精度。

圖4 前后蒙皮最大距離
3.2 模具設(shè)計(jì)
根據(jù)以往的工程經(jīng)驗(yàn)以及天線面板尺寸較小的特點(diǎn),采用厚度、高度和結(jié)構(gòu)合理的“井”和“米”字形加強(qiáng)筋(圖5),這樣不僅能夠滿足模具型面定位的要求,還兼顧了模具的鑄造工藝性,同時(shí)避免了因模具剛度不足在機(jī)加工、使用及運(yùn)輸過程中出現(xiàn)的型面變形,保證面板成型的型面精度。

圖5 加強(qiáng)筋形式
滿足面板合型精度要求的同時(shí),還應(yīng)考慮面板本身的加工經(jīng)濟(jì)性、生產(chǎn)和安裝周期、運(yùn)輸成本等。綜上所述,針對(duì)面板的高精度性,模具設(shè)計(jì)如圖6所示。成型模為凸形模具,四周壁厚均勻,盡可能具有較小的熱變形。模具內(nèi)部筋板需有足夠剛度,筋板間距合適,保證型面精度穩(wěn)定性。借鑒以往成熟產(chǎn)品的工程經(jīng)驗(yàn),模具的設(shè)計(jì)壁厚為30 mm,筋板厚度為25 mm,方框大小為200 mm×220 mm,質(zhì)量為1.05 t。模具制造加工成型精度為0.01 mm(均方根值),表面粗糙度為0.8。
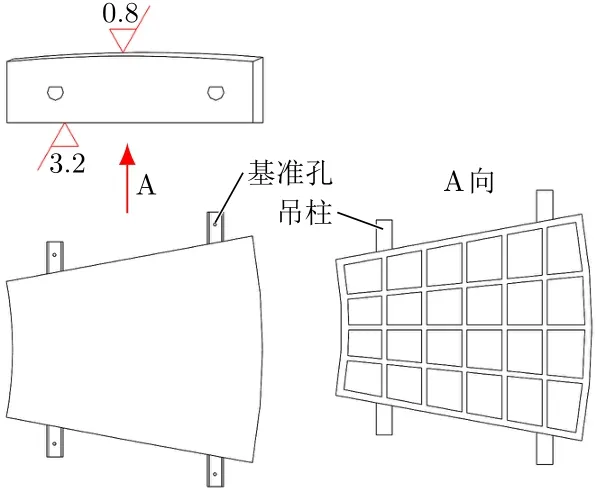
圖6 模具設(shè)計(jì)示意圖
3.3 模具制造
由于模具材料為球墨鑄鐵,因此為保證型面精度及以結(jié)構(gòu)穩(wěn)定性,需采用合理的工藝方案。鑄造加工余量均勻,鑄造完成后采用退火工藝方案去除鑄造應(yīng)力,確保模胎的穩(wěn)定性。模具加工分為粗加工和精加工,粗加工后進(jìn)行去應(yīng)力退火。精加工采用精密五軸數(shù)控銑床進(jìn)行,完成后進(jìn)行研磨處理,采用照相法測(cè)得型面均方根誤差為0.01 mm,確保最終的型面精度及粗糙度滿足使用要求。
模具四周設(shè)計(jì)吊裝柱,便于面板制作過程中的吊裝和運(yùn)輸。在吊裝柱上的加工平臺(tái)預(yù)留四處基準(zhǔn)孔,作為模具曲面修整的加工基準(zhǔn)和檢測(cè)基準(zhǔn)。
模具制造成型后,碳纖維面板合型時(shí)在模具四周加設(shè)擋邊以保證面板四周的外形尺寸。擋邊外形采用沿模具曲面包絡(luò)設(shè)計(jì),高度略高于面板厚度,并增加長(zhǎng)圓孔,便于高度調(diào)整。銷釘定位可以方便多次拆裝。模具擋邊示意圖見圖7。
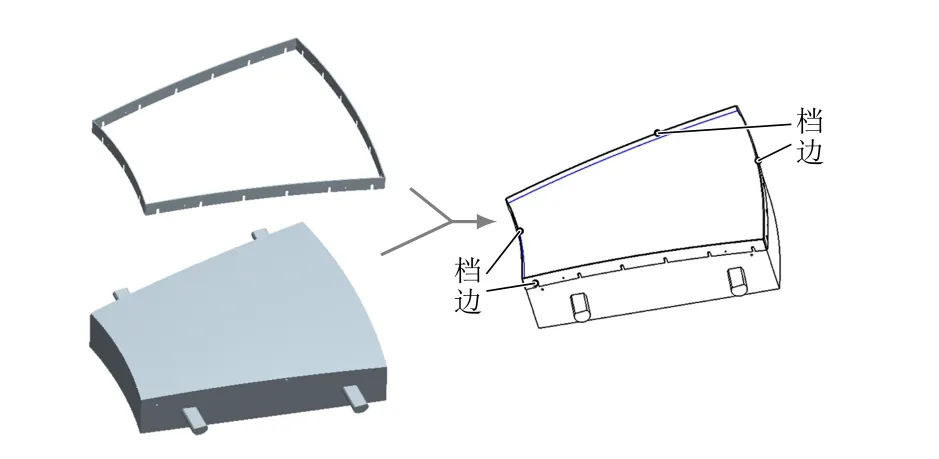
圖7 模具擋邊示意圖
3.4 碳纖維面板制備
前后蒙皮以及預(yù)埋件和蜂窩夾層經(jīng)常溫和高壓固化成型。在真空袋的作用下,制件被密封在成型模具上,受到均勻的壓力與溫度作用,能夠制備出質(zhì)量較好的面板。由于模具為凸模,加之工藝過程中增加了脫模劑,因此該碳纖維面板順利脫模。
經(jīng)檢測(cè),面板表面無裂紋,無分層、孔隙等缺陷。面板的外形尺寸符合設(shè)計(jì)要求。采用照相法檢測(cè)面板型面精度,測(cè)點(diǎn)約為80個(gè)。各塊面板成型精度均方根均≤0.03 mm,滿足使用要求,并且沒有因?yàn)椴牧蠠崤蛎浵禂?shù)的不同而導(dǎo)致面板固化后出現(xiàn)形變及精度差等問題。面板的型面精度一致性較好,驗(yàn)證了所設(shè)計(jì)碳纖維面板模具的可靠性。面板成型精度檢測(cè)見圖8。

圖8 面板成型精度檢測(cè)圖
4 結(jié)束語
高精度碳纖維面板的生產(chǎn)過程中,模具作為關(guān)鍵部件,其工藝設(shè)計(jì)研究具有重要意義。本文從模具材料及精度、模具共用性、模具加工運(yùn)輸工藝性等方面進(jìn)行分析,成功設(shè)計(jì)出高精度面板模具,并采用常溫合型工藝得到優(yōu)質(zhì)產(chǎn)品,驗(yàn)證了高精度模具的可靠性。該研究將為后續(xù)高精度碳纖維面板的模具設(shè)計(jì)制作提供借鑒,具有實(shí)際的參考價(jià)值。
文獻(xiàn)中的模具形狀和本文的模具形狀略有差別,模具材料的選取也不相同。文獻(xiàn)中高溫下合型,針對(duì)模具進(jìn)行修正,進(jìn)而滿足合型后精度要求,而本文是在常溫下合型,依據(jù)理論模型加工模具,成型高精度面板。綜上分析,還需進(jìn)行以下研究:1)模具材料采用殷鋼,設(shè)計(jì)為焊接結(jié)構(gòu),分析模具合理性;2)研制高精度碳纖維模具,采用合理的工藝方法及參數(shù)控制,制備高精度面板;3)借鑒成熟案例,從理論上分析天線反射面成型模具的修正公式,設(shè)計(jì)出合理的模具結(jié)構(gòu),并對(duì)模具進(jìn)行高溫合型下的仿真分析和工程實(shí)踐驗(yàn)證。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
上海建材(2019年4期)2019-05-21 03:13:02
纖維復(fù)合材料(2018年4期)2018-04-28 08:45:28
纖維復(fù)合材料(2018年3期)2018-04-25 07:22:58
纖維復(fù)合材料(2018年4期)2018-02-18 19:02:51
纖維復(fù)合材料(2018年4期)2018-02-18 19:02:51
中國(guó)塑料(2016年6期)2016-06-27 06:34:16
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52