700℃超超臨界機組用鎳基高溫合金的發展及其焊接研究進展
2021-12-30 07:46:46羅軍熊建坤黃麗
東方汽輪機 2021年3期
羅軍,熊建坤,黃麗
(東方電氣集團東方汽輪機有限公司,四川 德陽,618000)
0 前言
電力是支持人類經濟和社會發展的基礎能源,雖然已經可以將水能、風能、太陽能、地熱能、生物質能等清潔能源轉化為電能,但燃煤依然是世界電力的主要供應方式。然而,NOx、SOx、COx以及粉塵的大量排放使得燃煤發電對環境造成了嚴重污染[1]。已有研究表明在相同的排放量下,提高燃煤機組蒸汽參數可有效提升熱效率值,因此如何提高燃煤機組蒸汽參數成了研究的焦點。20世紀末,歐美、日本等先進發電技術掌握者先后提出了蒸汽參數高達700℃/35 MPa[2]的超超臨界燃煤機組研究計劃。對機組高溫部套的用材提出了更嚴苛的要求,特別是材料的高溫強度、蠕變特性、抗氧化性等。因此高溫材料是700℃機組發展的基礎。本文綜述了歐美、日本等針對700℃超超臨界燃煤機組用鎳基高溫合金的發展及其焊接研究進展。
1 鎳基高溫合金的發展
700℃超超臨界燃煤機組高溫部套用材料主要由鐵素體鋼、奧氏體鋼及鎳基高溫合金構成,其中鎳基高溫合金具有很高的蠕變強度,對于700℃及其以上溫度而言鎳基高溫合金的綜合性能優于鐵素體鋼和奧氏體鋼。但鎳基高溫合金焊接性能、機械加工性能較差,且行業內缺乏高溫條件下長期應用的經驗。
歐洲AD700項目對617、740、263等合金進行了焊接性能和機械加工性能研究,并在100 MPa/750℃的條件下進行了持久強度及熱疲勞性能研究[3]。對比分析后選擇了617作為700℃機組中鍋爐過熱器、再熱器、主蒸汽管道和集箱[4~5]等高溫部套的用材。617含有較高的Mo使得耐煙氣腐蝕能力不足,在服役過程中材料持久強度未達標。通過改良,獲得了617B(CCA617、617 mod)和617BOCC (optimised chemical composition) 。CCA617大厚壁件在焊接過程中易產生再熱裂紋[6],導致將其用于主蒸汽管道的計劃失敗。日本的700℃用鍋爐候選材料為617、740、263、CCA617及Haynes230等[7]。617、625、718在750℃蒸汽和空氣環境中通過了斷裂韌性試驗,且未在617和625的四點彎曲試樣表面發現裂紋,718在蒸汽環境中四點彎曲試樣表面開裂[8]。通過焊接性能、力學性能、機械加工性能及抗蒸汽氧化性能等的對比試驗,美國學者認為740在抗腐蝕性能方面比CCA617及Haynes230有優勢[3]。后續研究表明:740在800℃長期時效過程中存在組織不穩定的問題,在厚壁件的焊接中熱影響區晶界處會出現液化微裂紋,為此開發了改進型合金740H。
2 鎳基高溫合金的焊接
在700℃等級的超超臨界發電技術的推動下,鎳基高溫合金的焊接獲得了廣泛研究。617作為AD700的主要研究對象,在各方面均有豐富的研究數據;而740的改進型合金740H在焊接方面取得的突破性進展是近幾十年來鎳基高溫合金焊接的重大研究成果。因此,本文將以617和740H的焊接研究進展為基礎對鎳基高溫合金的焊接研究進行介紹。
2.1 焊接方法
鎳基高溫合金對雜質敏感,黏性較大、流動性差,焊接易產生氣孔、裂紋等缺陷。作為700℃超超臨界燃煤機組用鎳基高溫合金的典型材料,617和740及其改進型合金的焊接性能被國內外學者進行了大量研究。主要的焊接方式為:(熱絲)鎢極惰性氣體保護焊、熔化極氣體保護焊、埋弧焊及手工焊條電弧焊等。在焊接時應仔細清理待焊區及附近的油污、水分、氧化物等雜質,采用小規范焊接電流,減小停留時間,控制層間溫度,減小熱輸入量以獲得與母材相當的晶粒度。
2.2 焊材
617和740及其改進型合金均為固溶強化合金,其焊材的化學成分與母材相同或相近。表1為617、740及其改進型合金化學成分,表2為617焊絲的化學成分,表3為117焊條[9](焊617用)化學成分,表4為282焊絲和740H焊絲化學成分。
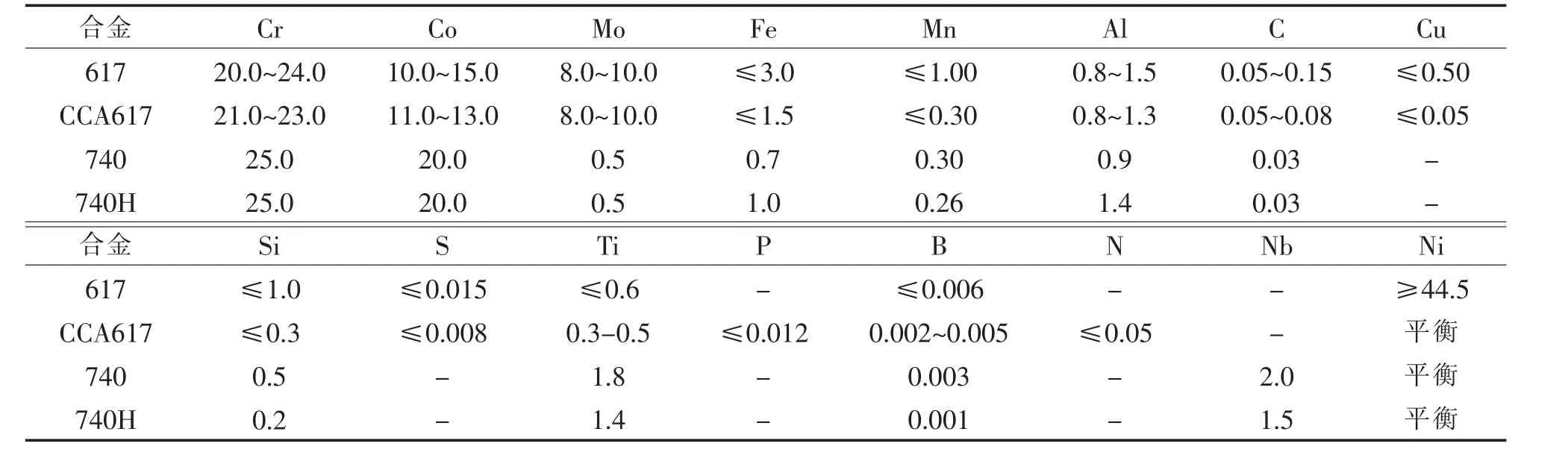
表1 617、740及其改進型合金化學成分wt%

表2 617焊絲化學成分wt%

表3 117焊條化學成分wt%

表4 282焊絲和740H焊絲化學成分wt%
2.3 617合金的焊接研究
考慮到617合金的工程應用性,學者們采用617焊絲作為填充材料,對617合金的GTAW焊接進行了廣泛研究。Totemeier T等采用617焊絲對20 mm厚的U型坡口617合金試板進行了焊接試驗[10],層間溫度<150℃,接頭無裂紋、氣孔等缺陷,接頭力學性能與母材相當。Young Su Park等采用Ar+H2(2.6%)作為保護氣體用617焊絲對617合金進行了GTAW焊接[11],熱影響區晶粒度與母材相當,焊縫處晶粒較大,焊縫的力學性能稍低于母材。E Farahani等用12 mm厚的617合金試板進行了直流GTAW焊接和脈沖GTAW焊接的對比試驗[12],結果表明脈沖GTAW焊接的熱輸入小,能獲得更小的晶粒。另外,Jalilian F等采用Ni-4.5%Si-3%B作中間層,對617合金進行了瞬間液相擴散連接(TLP),并對接頭處的析出物進行了分析[13]。
AD700項目對617管接頭進行了長時蠕變斷裂試驗,蠕變強度滿足設計要求,但在3年的現場掛爐試驗中焊縫及附近處出現裂紋,如圖1所示,分析認為裂紋產生的主要原因是焊接產生的殘余應力[14]。另,對運行20 000 h后出現裂紋的617厚壁管件進行了取樣分析,在晶內和晶界析出γ'相和碳化物[15],因此需要對補焊工藝中是否進行焊前熱處理加以研究。不同補焊工藝對比試驗結果表明,焊前進行1 160℃/1 h熱處理并采用半自動TIG焊接的接頭能獲得良好的組織,如圖2所示。

圖1 617管道裂紋

圖2 不同補焊工藝的接頭組織金相照片
617合金的焊接性能良好,但現場掛爐試驗失敗表明合金的抗蠕變能力有待改善。在合金中加入了20ppm~50ppm的B元素,提高了合金的抗蠕變能力,嚴格控制雜質含量并優化Mo、C及B的含量,最終得到617B OCC改進型合金[14],但包括焊接性在內的性能研究有待進一步開展。
2.4 740H合金的焊接研究[16]
740合金是1種Ni-Cr-Co沉淀強化型合金,作為先進超超臨界技術的主要候選材料之一,740合金在760℃/34.5 MPa的條件下較其他材料表現出了最好的高溫強度和抗腐蝕性能。740合金對應力-時效裂紋和高溫失塑裂紋均不敏感,甚至目前的研究認為對服役中的應力釋放裂紋也有較好的抵抗能力。但含Si(0.50wt%)、Nb(2.0wt%)、B(0.004wt%)的740合金在焊接熱影響區以及焊件超過12.7 mm的焊縫中對液化裂紋特別敏感,在76.2 mm焊件的熱影響區和焊縫區均出現了大量裂紋,如圖3所示。
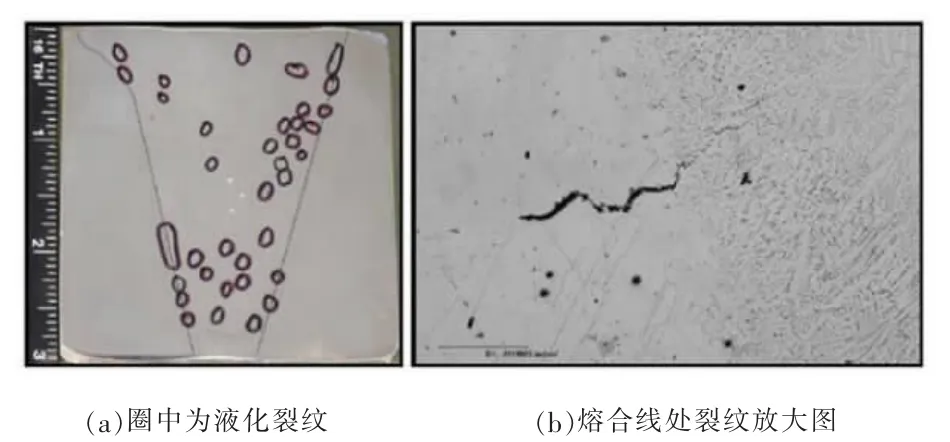
圖3 76.2 mm厚740合金焊接接頭液化裂紋金相
經過大量試驗研究,獲得了含Si(0.20wt%)、Nb(1.5wt%)、B(0.001wt%)的740改進型合金740H。采用282焊絲和740H焊絲進行多種厚度的焊接試驗表明,該合金任何厚度的焊接件都對液化裂紋不再敏感,如圖4所示。γ'相強化合金在強度和塑性間有著不可調和的矛盾,因為只要經過充分的時效處理,焊接接頭的抗拉強度能很容易地達到母材的最小抗拉強度值,但長時間的時效處理會使γ'相粗化、長大,這就很難滿足彎曲試驗中的“小”半徑要求。綜合考慮強度和塑性,采用800℃/4 h的時效處理方案獲得了較好的綜合效果,但未能通過ASME第IX卷的相關要求[17]:(1)740H焊絲焊接的試件經800℃/4 h時效處理后室溫強度為母材最低抗拉強度的98%(拉伸試驗數據見表5),側彎試驗的最小彎曲半徑為2.5倍板厚,如圖5所示;(2)282H焊絲焊接的試件經800℃/4 h時效處理后室溫強度為母材最低抗拉強度的99%,拉伸試驗數據見表5,側彎試驗的最小彎曲半徑為3倍板厚,如圖6所示。
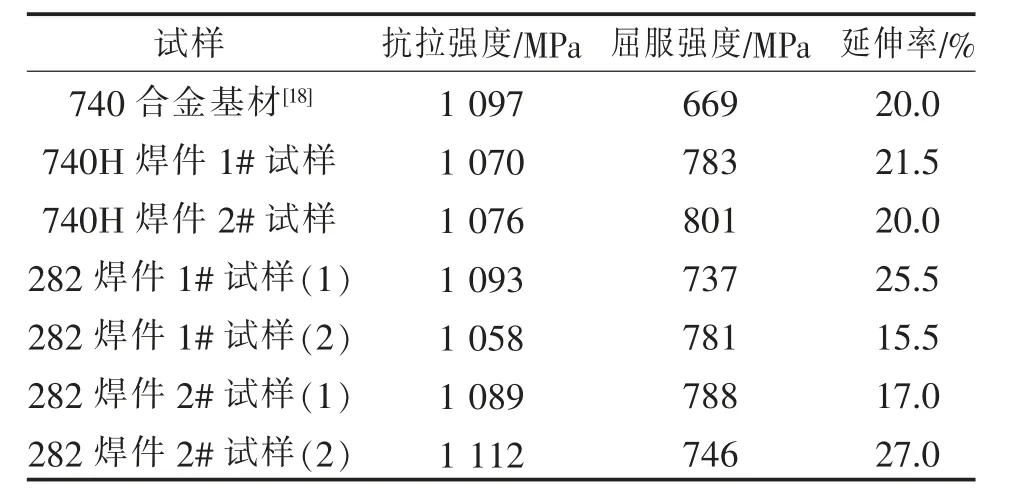
表5 740H合金GTAW接頭全板厚室溫拉伸試驗結果
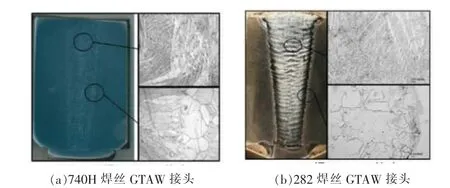
圖4 76 mm厚740H合金不同焊絲GTAW接頭金相
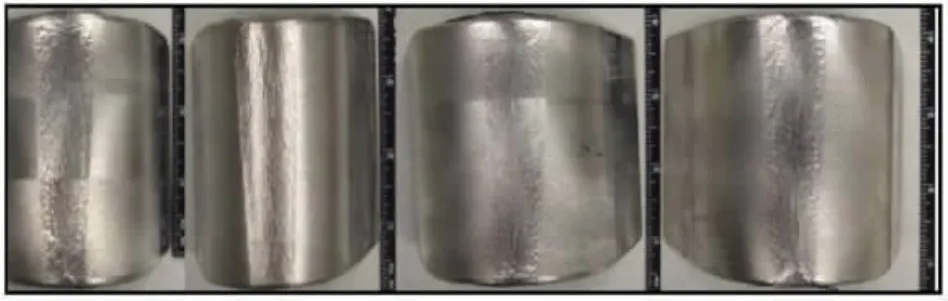
圖5 76 mm厚740H合金740H焊絲GTAW接頭時效后彎曲試驗試樣
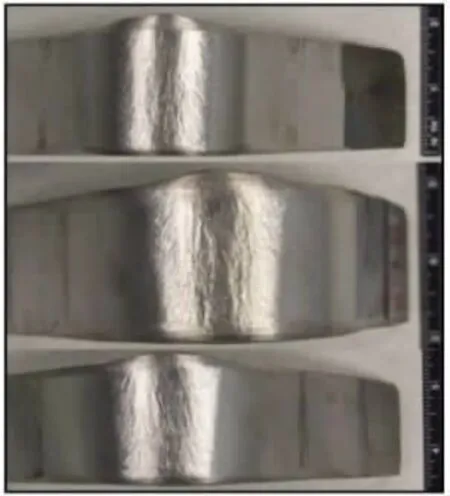
圖6 76 mm厚740H合金282焊絲GTAW接頭時效后彎曲試驗試樣
在282焊絲和740H焊絲的GTAW接頭進行的橫向和全焊縫金屬高溫拉伸試驗中,740H焊絲的焊件力學性能低于母材[18],282焊件的力學性能與母材相當,見圖7~10。在圖9~10中,700~800℃附近塑性降低現象與γ'相強化合金在高溫階段失塑的結論相符。
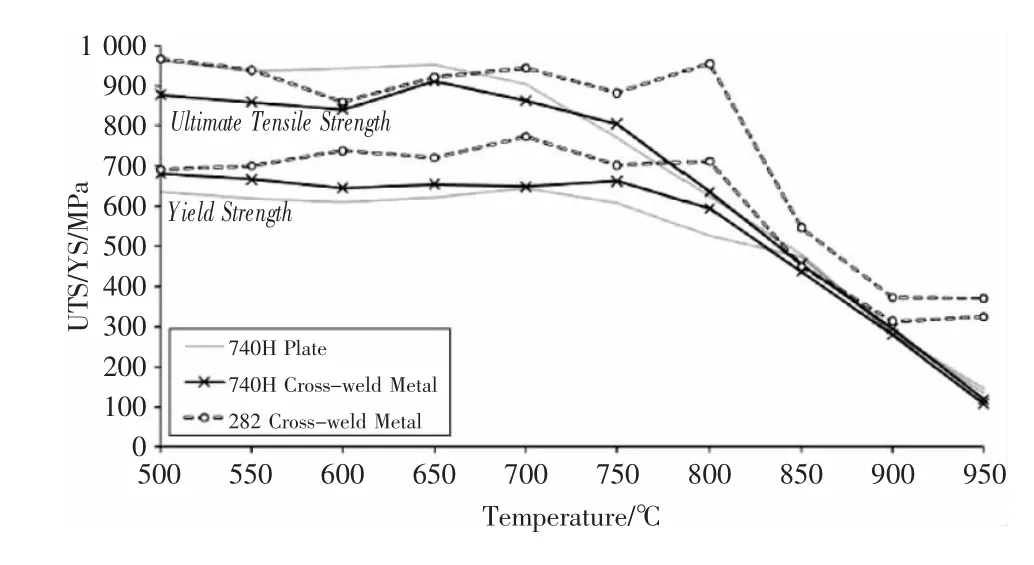
圖7 焊縫截面試樣高溫(500~950℃)拉伸試驗結果
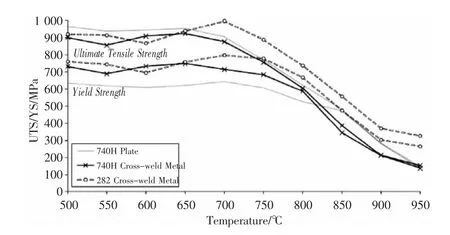
圖8全焊縫試樣高溫(500~950℃)拉伸試驗結果
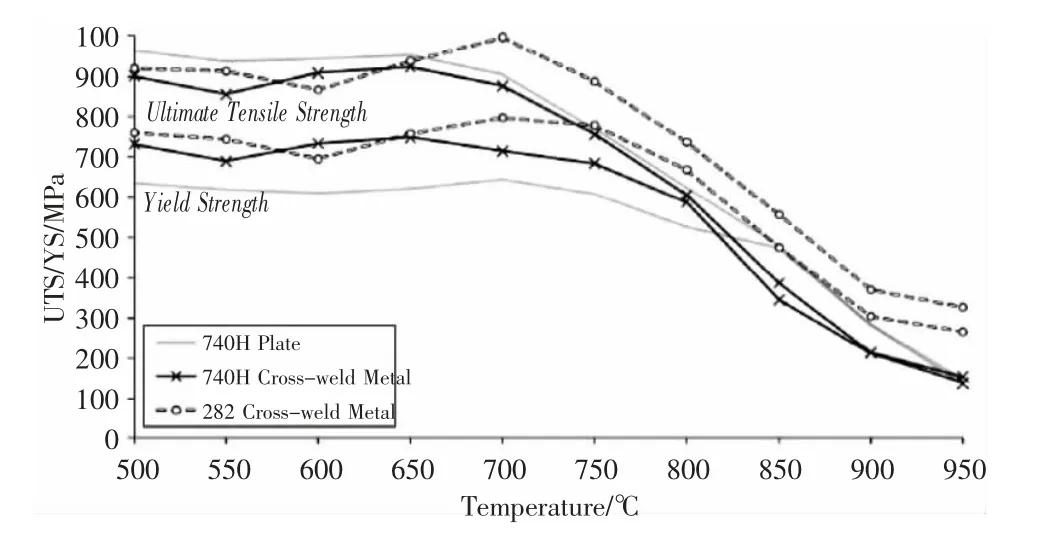
圖9焊縫截面試樣高溫(500~950℃)延伸率試驗結果
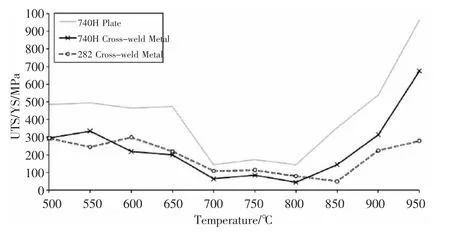
圖10全焊縫試樣高溫(500~950℃)延伸率試驗結果
David C Tung[19]等發現,采用740H焊絲焊接的焊件在進行蠕變試驗和時效處理后在焊縫組織晶界均出現了γ'貧化區(如圖11所示),這將嚴重影響抗蠕變性能。Al、Ti是γ'相的組成元素,在焊縫凝固末期Nb、Ti元素與C元素形成碳化物,使得Ti元素偏析導致晶界碳化物區出現γ'相貧化。
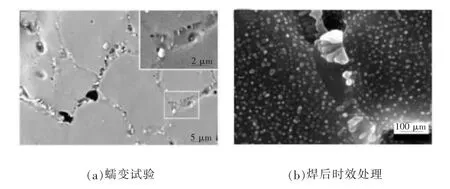
圖11焊縫組織中晶界γ'貧化
3 結語
提高火電機組發電效率的強烈訴求極大地推動了高溫材料的發展,歐洲、日本和美國對以617、740及其改進型合金為代表的鎳基高溫合金進行了大量研究。617合金具有良好的可焊性,其改進型合金617B OCC的性能還有待于長期試驗的驗證。740的焊接性較差,740H的焊接性雖有所提高但γ'相的貧化現象將嚴重影響及接頭抗蠕變性能,針對740H用的焊絲還有待進一步研究。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術與機床(2018年12期)2018-12-23 02:40:58
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24