基于熱傳導(dǎo)方程的最佳爐溫曲線研究
2022-01-03 16:57:46關(guān)聰,陳英,王哲
科技與創(chuàng)新 2021年24期
關(guān)鍵詞:區(qū)域
關(guān) 聰,陳 英,王 哲
(廣西民族大學(xué),廣西 南寧 530000)
1 問題背景
回焊爐是集成電路板等電子產(chǎn)品生產(chǎn)的重要工具之一。在生產(chǎn)過程中電子制造行業(yè)中印刷電路板(PCB)回流焊工藝是SMT技術(shù)重要的一環(huán),回流焊溫度曲線會實時記錄焊接過程溫度的變化。在現(xiàn)實的生產(chǎn)過程中,不少企業(yè)認(rèn)為確保回流焊爐處于良好的制程狀態(tài)是質(zhì)量控制的關(guān)鍵,因此需要對回焊爐溫度曲線進(jìn)行持續(xù)的測量檢查,所以爐溫曲線的研究可以保證焊接質(zhì)量,降低測試成本,確保回流焊爐具有優(yōu)良的制程能力。回焊爐截面示意圖如圖1所示。
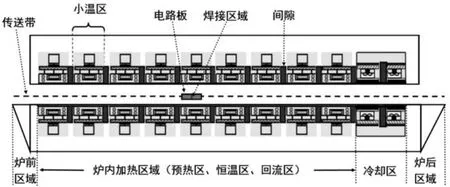
圖1 回焊爐截面示意圖
2 目標(biāo)問題
本文旨在對工具機(jī)理模型進(jìn)行分析研究,為有效測量各溫區(qū)溫度值,并確定最優(yōu)傳送帶傳送速度,建立溫度變化規(guī)律數(shù)學(xué)模型,從而解決爐溫曲線相應(yīng)問題。
問題一:在給定各溫區(qū)溫度設(shè)定值條件下,計算焊接區(qū)域中心溫度變化情況,并畫出相應(yīng)爐溫曲線。制程界限如表1所示。
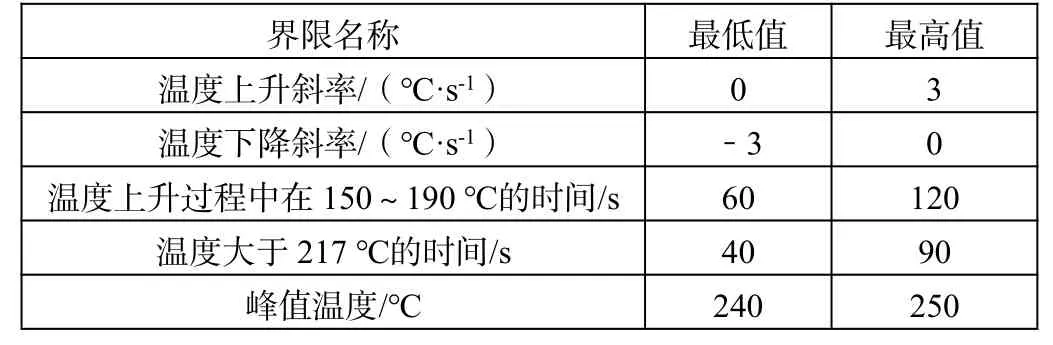
表1 制程界限
問題二:以峰值溫度為中心線的兩側(cè)超過217℃的爐溫曲線應(yīng)盡量對稱,結(jié)合給出的傳送帶最大過爐速度,畫出最優(yōu)曲線、各溫區(qū)設(shè)定的溫度及傳送帶過爐溫度及相應(yīng)指標(biāo)。
3 模型的假設(shè)
模型的假設(shè)如下:①集成電路板的邊界長l=2.5 cm,且兩端邊界相等;②兩塊相等溫度的集成電路板邊界與間隙的最低溫度差值ΔT=170℃;③過爐速度勻速穩(wěn)定,不存在突變;④受傳熱影響,相同溫度的兩塊小溫區(qū)之間間隙中心溫度低于5℃;⑤假設(shè)受傳熱影響,第一個邊界略高于室溫為26℃;⑥不考慮電子元件材料等對溫度測量和焊接的影響;⑦假設(shè)更改小溫區(qū)溫度值后,加熱溫度最終趨于穩(wěn)態(tài);⑧假設(shè)過爐過程中,電路板表面加熱溫度即為小溫區(qū)溫度;⑨假設(shè)調(diào)整小溫區(qū)非邊界溫度都能精確到設(shè)定值;⑩假設(shè)在調(diào)節(jié)溫區(qū)溫度時,原先速度始終為該狀態(tài)下最大過爐速度。
4 模型的建立與求解
4.1 模型的建立
4.1.1 穩(wěn)態(tài)熱傳導(dǎo)過程分析
4.1.1.1 導(dǎo)熱微分方程
滿足直角坐標(biāo)系一維、穩(wěn)態(tài)、常物性、無內(nèi)熱源、第一邊界條件下控制方程為:
將控制方程積分計算得出通解:
4.1.1.2 回焊爐內(nèi)熱傳導(dǎo)穩(wěn)態(tài)溫度分布分析
回歸本題中,假設(shè)將小溫區(qū)看成一有限長的細(xì)狀熱源,回焊爐內(nèi)有以下情況的穩(wěn)態(tài)熱傳導(dǎo)過程:爐前區(qū)域與第一小溫區(qū)之間、溫度相等的溫區(qū)之間、溫度由低到高的兩各溫區(qū)之間、溫度由高到低的溫區(qū)之間。
假設(shè)剛進(jìn)入爐前初始邊界溫度為T00,在每一段有限長熱源的兩端靠近端點處都取一相同距離l位置的溫度,靠近左端點的溫度為Ti1,靠近右端點的位置為Ti2。x為小溫區(qū)與起始點距離,假設(shè)小溫區(qū)間隙為5 cm。
爐內(nèi)加熱過程如圖2所示。
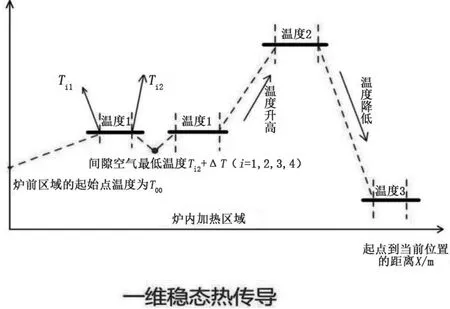
圖2 爐內(nèi)加熱過程
根據(jù)圖2,小溫區(qū)有以下四個一維穩(wěn)態(tài)熱傳導(dǎo)過程:爐前區(qū)域起始溫度分布、溫度相等的相鄰小溫區(qū)區(qū)域的溫度分布、溫度升高的相鄰小溫區(qū)區(qū)域的溫度分布、溫度降低的相鄰小溫區(qū)區(qū)域的溫度分布。
過程一:爐前區(qū)域與小溫區(qū)區(qū)域溫度分布。
研究物體內(nèi)溫度分布(溫度分布為線性分布):
過程二:溫度相等的相鄰小溫區(qū)區(qū)域的溫度分布。
根據(jù)熱傳導(dǎo)過程,相同溫度小溫區(qū)與間隙處于熱平衡狀態(tài),小溫區(qū)釋放能量,間隙吸收能量,則間隙中點必然存在一個溫度最低點,即為間隙中點,間隙長度為5 cm,間隙離中點距離為2.5 cm,設(shè)該點與溫區(qū)的溫度差ΔT=5℃。
利用導(dǎo)熱方程通解算出平衡狀態(tài)下溫度分布:

過程三:溫度升高的相鄰小溫區(qū)區(qū)域的溫度分布。
根據(jù)熱傳導(dǎo)過程,低溫小溫區(qū)與高溫小溫區(qū)區(qū)域存在溫度差,同時相鄰小溫區(qū)區(qū)域會達(dá)到熱平衡穩(wěn)態(tài)。
邊界條件為:
代入導(dǎo)熱方程通解算出平衡狀態(tài)下溫度分布:
過程四:溫度降低的相鄰小溫區(qū)區(qū)域的溫度分布。
同過程三,高溫小溫區(qū)與低溫小溫區(qū)區(qū)域存在溫度差,同時相鄰小溫區(qū)區(qū)域會達(dá)到熱平衡穩(wěn)態(tài)。邊界條件為:

代入導(dǎo)熱方程通解算出平衡狀態(tài)下溫度分布:
4.1.2 非穩(wěn)態(tài)熱傳導(dǎo)過程分析
已知非穩(wěn)態(tài)有內(nèi)熱源的導(dǎo)熱微分方程:

由于焊接點的厚度為0.15 mm,可忽略不計,則電路板焊接區(qū)域溫度在統(tǒng)一瞬間各點溫度基本相等,即t僅是的一元函數(shù),與坐標(biāo)x、y、z無關(guān),即:
從而:
界面上交換的熱量應(yīng)折算成整個物體的體積熱源,即-ΦV=Ah(T-T0)。
電路板進(jìn)入回焊爐內(nèi)時到達(dá)某一點時初始溫度與加熱溫度的關(guān)系式為:
整理一下得出以下關(guān)系式:
已知印刷電路板(PCB)體積,受熱表面積A,物性參數(shù)ρ、c、λ,熱交換系數(shù)h均為常數(shù),令:
一維非穩(wěn)態(tài)導(dǎo)熱方程變?yōu)椋?/p>
4.2 模型的求解
4.2.1 問題一的求解
首先,分析整個過程可以得出:爐內(nèi)傳送過程為穩(wěn)態(tài)熱傳導(dǎo)過程,集成電路板的瞬時加熱過程為非穩(wěn)態(tài)的熱傳導(dǎo)過程。假設(shè)傳送帶過爐速度為78 cm/min,各溫區(qū)溫度的設(shè)定值分別為173℃(小溫區(qū)1~5)、198℃(小溫區(qū)6)、230℃(小溫區(qū)7)和257℃(小溫區(qū)8~9)。
其次,將求解過程分為三個步驟:①將附件中的溫度曲線和加熱集成電路板的瞬時溫度與電路板的位置關(guān)系圖做出比較關(guān)系圖;②考慮所有過程的熱量損失問題,將熱傳導(dǎo)的兩個過程分別進(jìn)行數(shù)值計算;③最后根據(jù)不斷調(diào)試的熱量參數(shù)h,得到調(diào)試后的爐溫曲線圖。
解:根據(jù)穩(wěn)態(tài)導(dǎo)熱方程,已經(jīng)畫出焊接區(qū)域的大概溫度曲線,如圖3所示。

圖3 焊接區(qū)域的大概溫度曲線
結(jié)合一維非穩(wěn)態(tài)導(dǎo)熱方程與Matlab,根據(jù)題中所給的各參數(shù)的數(shù)值:175℃(小溫區(qū)1~5)、195℃(小溫區(qū)7)、255℃(小溫區(qū)8~9)及25℃(小溫區(qū)10~11),傳送帶的過爐速度為70 cm/min,由于δ的數(shù)值很難計算,可以先假設(shè)δ=0.006,可以看出當(dāng)電路板位于0~25 cm,穩(wěn)態(tài)溫度曲線與爐溫曲線的擬合程度最高。
同理,可以得出不同位置范圍內(nèi)實現(xiàn)穩(wěn)態(tài)溫度曲線與爐溫曲線擬合程度最高的一維非穩(wěn)態(tài)導(dǎo)熱方程系數(shù):
通過改變不同位置段的δ值,將找到擬合程度最高的穩(wěn)態(tài)溫度曲線,如圖4所示。
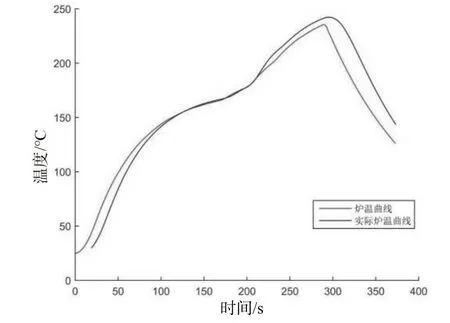
圖4 穩(wěn)態(tài)溫度曲線
已知電路板(PCB)在進(jìn)入回焊爐之前的溫度為T0=25℃,假設(shè)爐前區(qū)域的起始溫度取T00=26℃,爐前區(qū)域的起始點為研究起始點,電路板上焊接區(qū)域中心每隔0.1 s之后,移動的位移Δx=v·Δt=78 cm/min×0.1 s=0.013 cm,對照穩(wěn)態(tài)溫度曲線找出電路板移動Δx后的位置的初始溫度T(x),則Tx-T0為始末溫度差溫度,再結(jié)合一維非穩(wěn)態(tài)導(dǎo)熱方程,可以算出加熱溫度ΔT,從而解得這一位置焊接區(qū)域中心的溫度,該溫度也為下一位置的焊接區(qū)域中心未加熱前的初始溫度;利用迭代方法,從而求出每隔0.1 s后對應(yīng)位置上焊接區(qū)域中心的溫度。
根據(jù)問題一中所給參數(shù)的數(shù)值,變換各溫曲溫度的設(shè)定值分別為182℃(小溫區(qū)1~5)、198℃(小溫區(qū)6)、239℃(小溫區(qū)7)和257℃(小溫區(qū)8~9),畫出爐溫曲線。已知傳送帶過爐速度為78 cm/min,爐溫曲線再結(jié)合一維非穩(wěn)態(tài)導(dǎo)熱方程,運(yùn)用迭代法,計算得出每隔0.1 s后對應(yīng)位置上焊接區(qū)域中心的溫度,結(jié)合Matlab畫出焊接區(qū)域中心的溫度變化曲線。分別計算小溫區(qū)3、6、7中點及小溫區(qū)8結(jié)束處距爐前區(qū)域起始點的位移xi(i=3,6,7,8),由算出電路板到達(dá)對應(yīng)位置所用的時間,再根據(jù)焊接區(qū)域中心的溫度變化曲線找出小溫區(qū)3、6、7中點及小溫區(qū)8結(jié)束處焊接區(qū)域中心的溫度,結(jié)果如表2和圖5所示。
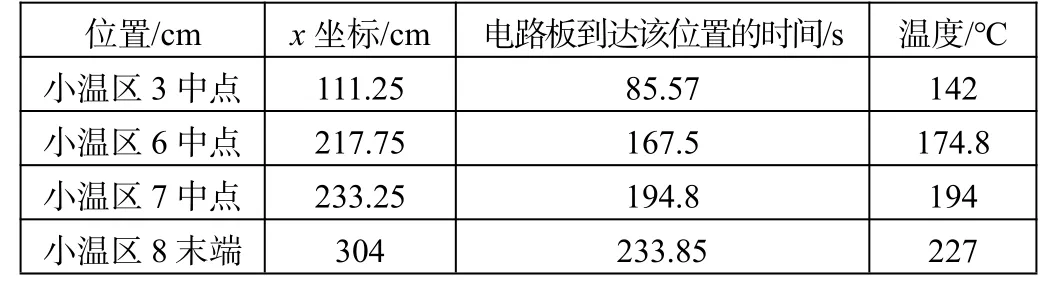
表2 焊接區(qū)域中心的溫度
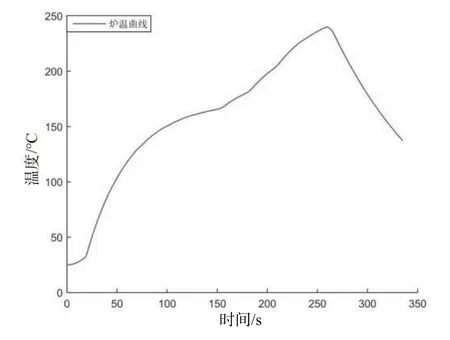
圖5 焊接區(qū)域中心的溫度變化圖
4.2.2 問題二的求解
探究焊接過程,在滿足制程界限的情況下,要使以峰值溫度為中心線的兩側(cè)超過217℃的爐溫曲線應(yīng)盡量對稱,需要算出合適的傳送帶過爐速度v和各溫區(qū)設(shè)定的溫度T有關(guān),因此需要討論以下兩種情況。假設(shè)各溫區(qū)溫度的設(shè)定值分別為182℃(小溫區(qū)1~5)、203℃(小溫區(qū)6)、237℃(小溫區(qū)7)、254℃(小溫區(qū)8~9),傳送帶最大過爐速度v=79 cm/min。
第一種:探究同一次加熱情況下不同溫度對爐溫溫度的影響。
為了探究溫度的影響,采用控制變量法控制各溫區(qū)的溫度不變,恒定設(shè)置為182℃(小溫區(qū)1~5)、203℃(小溫區(qū)6)、237℃(小溫區(qū)7)、254℃(小溫區(qū)8~9),已知傳送帶的過爐速度調(diào)節(jié)范圍為65~100 cm/min,假設(shè)速度步長為0.5 cm/min,調(diào)節(jié)溫度大小。此時根據(jù)問題一求解方法結(jié)合Matlab,可以得到此時的爐溫曲線,從而得到爐溫峰值的溫度Tmax以及焊接區(qū)域中心到達(dá)峰值時刻tmax;再利用爐溫曲線上217℃對應(yīng)的點得出升溫到217℃的時間ti1以及降溫到217℃的時間ti2,則算出升溫到217℃的點到爐溫峰值經(jīng)歷的時間tmax-ti1以及爐溫峰值降溫到217℃的點經(jīng)歷的時間ti2-tmax,算出爐溫峰值到左右217℃溫度的點之間的時間偏差Δti1=(tmax-ti1)-(ti2-tmax),則位時間偏差越接近于0,圖像越趨于對稱。其中i=1,2,3,…,70。
傳送帶的過爐速度與時間偏差關(guān)系如圖6所示。
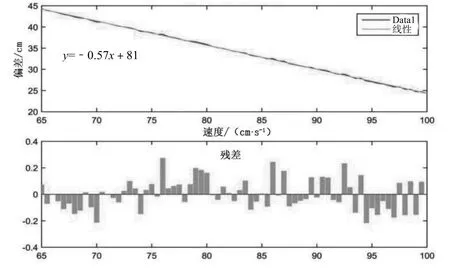
圖6 傳送帶的過爐速度與時間偏差關(guān)系
可以直觀看出過爐速度越大,偏差值越小,所以要取符合條件的最大速度,即最大傳送帶過爐速度v=79 cm/min。
第二種:探究同一傳送帶速度下改變小溫區(qū)7、8的溫度對爐值溫度的影響。
在已知的允許的最大傳送帶過爐速度下,改變溫區(qū)7、8的溫度T7i、T8i,其他溫區(qū)的溫度為了方便計算,設(shè)置成問題二中的所給溫度。根據(jù)問題一求解方法結(jié)合Matlab,可以得到此時的爐溫曲線,類比第一種情況的方法,算出時間偏差Δt2i。
以溫區(qū)7為x軸,溫區(qū)8為y軸,時間偏差Δx為z軸,畫出三者變量的散點關(guān)系圖,如圖7所示。
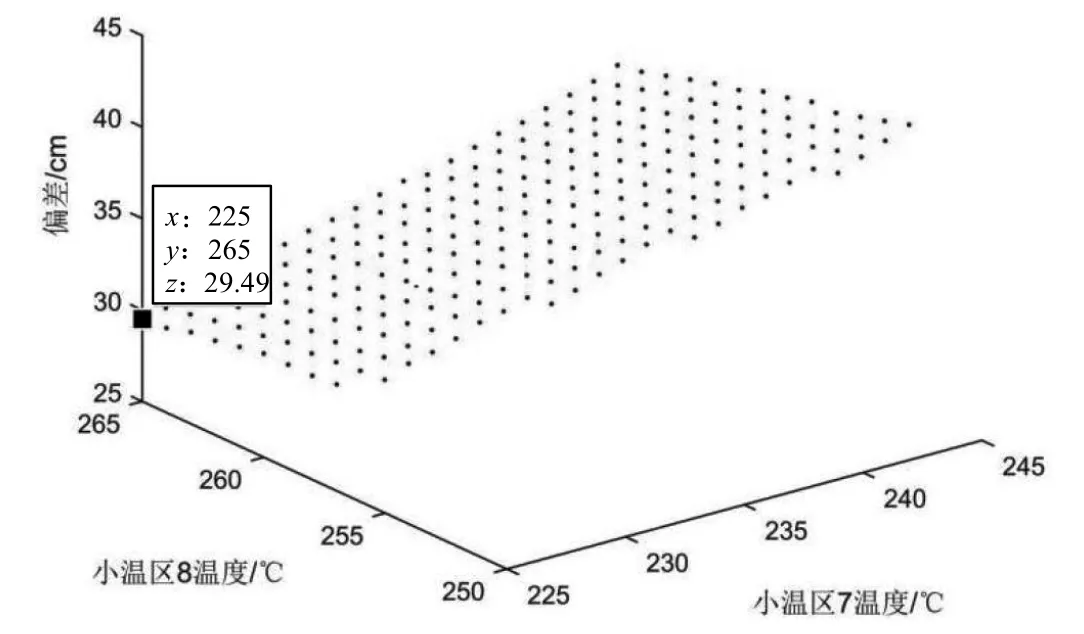
圖7 散點關(guān)系圖
由圖7可以直觀地看出當(dāng)溫區(qū)8溫度最高即T8=257℃,溫區(qū)7溫度最低即T7=225℃的情況下時間偏差最小,該爐溫曲線更符合題中所給要求的最優(yōu)情況。該題的指標(biāo)為在不同傳送帶速度和各溫區(qū)的不同溫度下升溫到217℃的點到爐溫峰值經(jīng)歷的時間tmax-ti1以及爐溫峰值降溫到217℃的點經(jīng)歷的時間ti2-tmax的時間偏差,時間偏差越小,則越趨于對稱。
根據(jù)上述分析,將各溫區(qū)溫度的設(shè)定值分別為182℃(小溫區(qū)1~5)、203℃(小溫區(qū)6)、225℃(小溫區(qū)7)、257℃(小溫區(qū)8~9)。符合題意要求下允許的最大傳送帶過爐速度為v=79 cm/min時,區(qū)域最接近對稱,根據(jù)參數(shù)畫出如下爐溫曲線,如圖8所示。
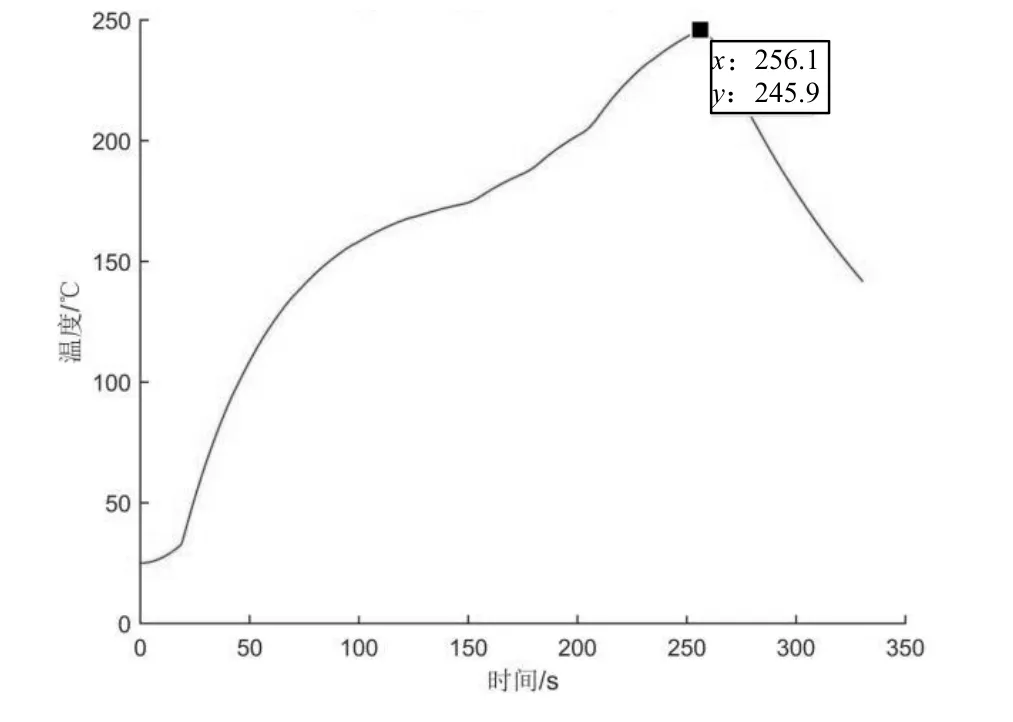
圖8 焊接區(qū)域最接近對稱的爐溫曲線圖
此時曲線峰值溫度為245.9℃。
5 模型的應(yīng)用和推廣
模型一中運(yùn)用包含穩(wěn)態(tài)熱傳導(dǎo)過程與非穩(wěn)態(tài)熱傳導(dǎo)過程。穩(wěn)態(tài)熱傳導(dǎo)模型運(yùn)用十分廣泛。本文穩(wěn)態(tài)熱傳導(dǎo)過程中主要運(yùn)用一維熱傳導(dǎo)方程。該模型在生活中運(yùn)用有密封材料的放熱、高溫作業(yè)衣物隔熱、一維穩(wěn)態(tài)傳熱過程類電流求解方法的討論、多層組件常壓隔熱性能實驗研究、純金屬型連鑄模型試驗研究,等等。
本題的整體研究方向為回焊爐爐溫曲線研究,旨在提高焊接工藝技術(shù),延長機(jī)器使用,保障企業(yè)產(chǎn)品質(zhì)量,對同物理原理的機(jī)器研究具有同樣適用性。
猜你喜歡
發(fā)明與創(chuàng)新·小學(xué)生(2021年3期)2021-03-25 11:48:49
科學(xué)(2020年5期)2020-11-26 08:19:22
軟件(2020年3期)2020-04-20 01:45:18
商周刊(2018年15期)2018-07-27 01:41:20
敦煌學(xué)輯刊(2018年1期)2018-07-09 05:46:42
北京教育·普教版(2017年1期)2017-02-05 13:26:23
新疆農(nóng)墾科技(2016年2期)2016-08-21 13:50:16
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學(xué)生導(dǎo)刊(2016年34期)2016-04-11 00:49:44
新疆財經(jīng)大學(xué)學(xué)報(2015年3期)2015-12-10 03:49:15
