鋁基碳化硅復(fù)合材料的精密磨削研究
2022-01-06 06:35:36陳智明高七一
機(jī)械制造 2021年12期
關(guān)鍵詞:復(fù)合材料
□ 陳智明 □ 辜 勇 □ 錢 靜 □ 余 倫 □ 高七一
中國科學(xué)院光電技術(shù)研究所 成都 610209
1 研究背景
衛(wèi)星間數(shù)據(jù)傳送的發(fā)展趨勢是要實(shí)現(xiàn)更高碼速率的傳送,衛(wèi)星通信載荷同時(shí)需要滿足空間平臺(tái)的輕量小型化和低能耗要求,自由空間激光通信是能夠滿足這些要求的最優(yōu)通信手段之一。自由空間激光通信相對于微波通信具有明顯的優(yōu)點(diǎn),包括帶寬大、抗電磁干擾、抗截獲。隨著衛(wèi)星激光通信技術(shù)成熟度的提升,自由空間激光通信能夠?qū)崿F(xiàn)高達(dá)數(shù)百吉比特的傳輸速率。在同樣的碼速率條件下,自由空間激光通信終端還具有體積小、質(zhì)量輕、功耗低的優(yōu)勢。因此,自由空間激光通信鏈路成為衛(wèi)星間主干鏈路,以及組成光通信網(wǎng)絡(luò),是未來衛(wèi)星通信發(fā)展的必然趨勢。
粗指向機(jī)構(gòu)是自由空間激光通信載荷的重要的組成部分,也是重要的執(zhí)行指向機(jī)構(gòu)之一[1],用于實(shí)現(xiàn)自由空間激光通信載荷的粗指向和跟蹤功能。粗指向機(jī)構(gòu)采用潛望式結(jié)構(gòu),實(shí)物如圖1所示,主要硬件包括軸系、反射鏡組、滑環(huán)、發(fā)射鎖緊裝置、停靠裝置,以及外形結(jié)構(gòu)等。其中,軸系包括精密軸承、力矩電機(jī)、光電碼盤等。粗指向機(jī)構(gòu)主要實(shí)現(xiàn)對接收、發(fā)射激光光束的光軸進(jìn)行折轉(zhuǎn),執(zhí)行終端控制器指向指令等。
軸系作為粗指向機(jī)構(gòu)的關(guān)鍵部件,其零件的精度水平直接影響粗指向機(jī)構(gòu)的定位精度[2]。由于鋁基碳化硅復(fù)合材料的性能優(yōu)異,粗指向機(jī)構(gòu)的軸系部件均采用體積分?jǐn)?shù)為25%的鋁基碳化硅復(fù)合材料。由此,筆者對鋁基碳化硅復(fù)合材料的精密磨削進(jìn)行研究。

▲圖1 粗指向機(jī)構(gòu)實(shí)物
2 磨削加工現(xiàn)狀分析
對于鋁基碳化硅復(fù)合材料的切削加工研究,國內(nèi)外多以車削為主。由于碳化硅顆粒強(qiáng)化相與鋁合金基體相截然不同的加工特性,磨削加工鋁基碳化硅復(fù)合材料存在較多問題。在磨削加工領(lǐng)域,研究主要集中在對不同材質(zhì)砂輪磨削性能的比較,磨削參數(shù)對磨削力、磨削表面粗糙度的影響,以及典型形貌等方面。
Ilio等[3]對體積分?jǐn)?shù)為20%的鋁基碳化硅復(fù)合材料進(jìn)行磨削試驗(yàn),發(fā)現(xiàn)磨屑整體成卷曲,形狀為薄片結(jié)構(gòu),且厚度為3~8 μm。Zhong Zhaowei等[4]使用粒度為178 μm的碳化硅砂輪和粒度為5 μm的樹脂結(jié)合劑金剛石砂輪對增強(qiáng)相體積分?jǐn)?shù)為20%的鋁基碳化硅復(fù)合材料進(jìn)行磨削試驗(yàn),表明使用粒度為178 μm的碳化硅砂輪時(shí),垂直于磨削方向的表面粗糙度遠(yuǎn)好于平行于磨削方向的表面粗糙度,使用粒度為5 μm的樹脂結(jié)合劑金剛石砂輪時(shí),加工的表面粗糙度值明顯減小。Ronald等[5]分別采用樹脂結(jié)合劑金剛石砂輪和電鍍金剛石砂輪磨削加工顆粒尺寸為5 μm、體積分?jǐn)?shù)為30%的鋁基碳化硅復(fù)合材料,試驗(yàn)結(jié)果表明,在磨削表面質(zhì)量方面,采用樹脂結(jié)合劑金剛石砂輪要優(yōu)于電鍍金剛石砂輪。李德溥等[6-7]對鋁基碳化硅復(fù)合材料進(jìn)行磨削試驗(yàn),表明磨削之后的表面主要有碳化硅顆粒脫落留下的凹坑、砂輪磨粒磨削時(shí)產(chǎn)生的溝痕,碳化硅顆粒有被拔出、壓入材料表面和破碎的情況,表面粗糙度值隨砂輪轉(zhuǎn)速的提高、工作臺(tái)進(jìn)給速度的降低、磨削深度的減小而減小。劉江省、李德溥等[8]采用電鍍金剛石砂輪磨削鋁基碳化硅復(fù)合材料,研究各磨削參數(shù)對表面粗糙度的影響,通過試驗(yàn)表明,表面粗糙度Ra在0.185~0.512 μm之間,主軸轉(zhuǎn)速、進(jìn)給量對表面粗糙度有一定影響。于曉琳等[9-10]采用液氮冷卻磨削和在線電解磨削方法對體積分?jǐn)?shù)為56%的鋁基碳化硅復(fù)合材料進(jìn)行磨削試驗(yàn),表明在液氮冷卻磨削條件下,沒有鋁基體涂敷現(xiàn)象,碳化硅顆粒局部破碎、脫落較少,采用在線電解磨削方法,磨削表面缺陷較少,碳化硅顆粒平整,以塑性域去除的方式被去除,可以獲得較高完整性的鏡面加工表面。
3 典型零件情況
粗指向機(jī)構(gòu)方位軸系中對軸系精度起關(guān)鍵作用的方位主軸如圖2所示。方位主軸制造時(shí)采用體積分?jǐn)?shù)為25%的鋁基碳化硅復(fù)合材料,壁厚為2~3 mm,軸承安裝位置圓度精度要求小于5 μm。由于形位精度要求較高,因此采用MG1432A高精度外圓磨床進(jìn)行磨削加工。
筆者針對鋁基碳化硅復(fù)合材料的特點(diǎn),研究鋁基碳化硅復(fù)合材料磨削表面的特征,探討減小方位主軸圓度誤差的方法及措施,并針對圓度誤差中的不同頻譜誤差成分提出不同的誤差解決方案,從而提高方位主軸的圓度精度。
4 圓度誤差組成
對于零件外圓圓度誤差,通過諧波分析,可以將誤差分為多個(gè)諧波成分,并根據(jù)不同諧波成分產(chǎn)生的原因,進(jìn)行針對性消除,從而提高外圓磨削精度[11]。

▲圖2 方位主軸
在使用圓度儀對零件的外圓特征進(jìn)行檢測時(shí),測頭傳感器的測針記錄了一圈測量點(diǎn)的實(shí)際位置數(shù)據(jù),同時(shí),由于測量點(diǎn)在被測特征的圓周上按照均勻方式分布,因此在測量被測特征一圈時(shí)所收集的測量數(shù)據(jù)可以看作是一組周期信號(hào)。周期信號(hào)作為輸入的周期函數(shù),可以進(jìn)行傅里葉變換,分解為正弦波信號(hào),作為輸出周期函數(shù)的集合。也可以通過傅里葉變換將一組正弦波信號(hào)疊加成非正弦周期函數(shù)。對測得的周期性信號(hào)進(jìn)行傅里葉變換后,分解得到各階正弦曲線,即為諧波。
設(shè)f(x)為非正弦周期函數(shù),x為相位角,滿足狄里赫利條件,可將f(x)展開為傅立葉級數(shù):
f(x)=A0+A1sin(x+φ1)+A2sin(2x+φ2)
+…+Ansin(nx+φn)+…
(1)
式中:A0為基波頻率諧波振幅;A1、A2、…、An為不同頻率諧波振幅;φ1、φ2、…、φn為不同頻率諧波的初相位。
根據(jù)各分量頻率與基波頻率的關(guān)系,可以得到一次諧波、二次諧波、三次諧波等。一次諧波分量為圓度輪廓曲線的偏心量,二次及以上諧波分量屬于圓度誤差成分。
在檢測軸類零件時(shí),需要對圓度、圓柱度、徑向跳動(dòng)等形位誤差進(jìn)行評價(jià),從而綜合評價(jià)零件的質(zhì)量。然而,在大多數(shù)情況下,確定周期的函數(shù)是未知的,可以獲得函數(shù)中一些離散點(diǎn)的數(shù)據(jù),利用這些離散點(diǎn)數(shù)據(jù)求解各次諧波。
根據(jù)目前所積累的資料,采用頂尖孔裝夾軸類零件磨削外圓后,在外圓截面圓度誤差成分中,10次及以下諧波分量對應(yīng)的低頻誤差占60%以上。對于10次以上諧波分量對應(yīng)的中高頻誤差,經(jīng)分析,由砂輪振動(dòng)、機(jī)床振動(dòng)、環(huán)境振動(dòng)等因素引起。
5 錐形頂尖裝夾分析
方位主軸在磨床上磨削時(shí),一般采用錐形頂尖進(jìn)行裝夾,如圖3所示。錐形頂尖在磨床頭架上精密磨削而成,圓度約為0.5 μm。方位主軸的中心孔通過仔細(xì)研磨后,圓度約為0.5 μm。在圓度誤差成分中,以二次諧波和三次諧波占主導(dǎo),如圖4所示。

▲圖3 錐形頂尖裝夾

▲圖4 中心孔圓度誤差成分
在錐形頂尖夾緊力的作用下,中心孔與頂尖接觸時(shí)產(chǎn)生赫茲接觸,錐形頂尖軸向夾緊如圖5所示,中心孔與頂尖接觸如圖6所示。

▲圖5 錐形頂尖軸向夾緊

▲圖6 中心孔與頂尖接觸
接觸半寬度b關(guān)系式為:
(2)
式中:F為軸向夾緊力;μh為方位主軸中心孔材料的泊松比;Eh為方位主軸中心孔材料的彈性模量;μc為錐形頂尖材料的泊松比;Ec為錐形頂尖材料的彈性模量;rh為方位主軸中心孔截面半徑;rc為錐形頂尖接觸截面半徑;l為軸向接觸長度。
接觸應(yīng)變深度δ為:
(3)
當(dāng)頂尖和中心孔的形狀誤差為二次諧波時(shí),在軸向夾緊力的作用下,頂尖與中心孔的徑向接觸應(yīng)變大于頂尖廓線形狀誤差的2倍,且頂尖與中心孔之間未脫開。因此,在未受徑向力時(shí),方位主軸回轉(zhuǎn)軸線相對于頂尖沒有變動(dòng),回轉(zhuǎn)精度主要取決于徑向接觸剛度。中心孔與頂尖接觸關(guān)系如圖7所示。

▲圖7 中心孔與頂尖接觸關(guān)系
當(dāng)中心孔圓度誤差為三次諧波時(shí),頂尖夾持的徑向剛度較大,因此,在精密磨削中因頂尖夾持的徑向接觸剛度而導(dǎo)致的方位主軸形狀誤差可以忽略。但是,無切削作用時(shí),方位主軸回轉(zhuǎn)軸線運(yùn)動(dòng)軌跡的變化通常是導(dǎo)致方位主軸形狀誤差的唯一原因。方位主軸回轉(zhuǎn)中心變化趨勢如圖8所示。

▲圖8 方位主軸回轉(zhuǎn)中心變化趨勢
6 采用球形頂尖減小低頻誤差
高精度鋼球經(jīng)過磨削和研磨加工后,表面只具有二次、三次等低頻誤差,中高頻誤差基本消除,而且圓度基本小于0.1 μm,因此可視為旋轉(zhuǎn)基準(zhǔn)。采用高精度鋼球,可以有效減小因錐形頂尖與中心孔相接觸而產(chǎn)生的復(fù)雜變形。
將錐形頂尖裝夾改為球形頂尖裝夾,如圖9所示。鋼球圓度遠(yuǎn)好于中心孔圓度,因此方位主軸有了旋轉(zhuǎn)基準(zhǔn),可以消除或減小以下兩種誤差:

▲圖9 球形頂尖裝夾
(1)因頂尖和中心孔形狀誤差所產(chǎn)生的方位主軸回轉(zhuǎn)軸線運(yùn)動(dòng)軌跡的變化;
(2)因頂尖和中心孔形狀誤差導(dǎo)致各方向剛度不均勻所引起的變形。
采用球形頂尖后,方位主軸磨削后的外圓圓度諧波成分中,低頻誤差成分明顯減少。
采用錐形頂尖和球形頂尖后,方位主軸外圓磨削結(jié)果分別如圖10、圖11所示。

▲圖10 采用錐形頂尖方位主軸外圓磨削結(jié)果

▲圖11 采用球形頂尖方位主軸外圓磨削結(jié)果
7 磨削表面形貌分析
對不同材料的砂輪進(jìn)行試磨,對磨削表面粗糙度、磨削效率等方面進(jìn)行對比,最終選擇金屬結(jié)合劑金剛石砂輪。通過對磨削表面質(zhì)量進(jìn)行分析,確定最優(yōu)磨削工藝參數(shù)。金屬結(jié)合劑金剛石砂輪磨削鋁基碳化硅復(fù)合材料方位主軸如圖12所示。
鋁基碳化硅復(fù)合材料方位主軸磨削后表面形貌如圖13所示,加工條件為砂輪轉(zhuǎn)速860 r/min、方位主軸轉(zhuǎn)速60 r/min、光磨一次。鋁基碳化硅復(fù)合材料方位主軸磨削后表面形貌具有以下特點(diǎn):
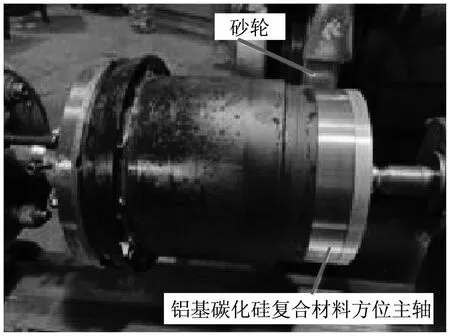
▲圖12 金屬結(jié)合劑金剛石砂輪磨削方位主軸
(1)加工表面有鋁基體塑性劃痕,并且有鋁基體被熨壓現(xiàn)象;
(2)加工表面有材料剝落形成的凹坑、增強(qiáng)顆粒脫落和斷裂等缺陷;
(3)碳化硅顆粒與基體結(jié)合的界面在已加工表面形成過程中產(chǎn)生破壞,由于顆粒移動(dòng)或被壓入加工表面,在顆粒周圍形成孔洞。

▲圖13 鋁基碳化硅復(fù)合材料方位主軸磨削后表面形貌
由于鋁基碳化硅復(fù)合材料加工后表面形貌的特殊性,在加工過程中,碳化硅顆粒被壓碎或拔出,會(huì)對表面造成損傷,增大表面粗糙度值。通過對磨削工藝參數(shù)進(jìn)行優(yōu)化,在磨削時(shí)使加工表面盡量平整,并且對碳化硅顆粒形成涂敷,從而減小表面粗糙度值。鋁基碳化硅復(fù)合材料方位主軸磨削表面質(zhì)量白光干涉儀測量結(jié)果如圖14所示。

▲圖14 鋁基碳化硅復(fù)合材料方位主軸磨削表面質(zhì)量測量結(jié)果
8 優(yōu)化磨削參數(shù)減小中高頻誤差
影響磨削質(zhì)量的工藝參數(shù)包括砂輪切削速度、方位主軸轉(zhuǎn)速、磨削深度。設(shè)砂輪切削速度為30 m/s,對方位主軸轉(zhuǎn)速和磨削深度進(jìn)行正交試驗(yàn),方位主軸轉(zhuǎn)速為40 r/min、60 r/min、80 r/min、100 r/min,磨削深度為0.002 mm、0.005 mm、0.01 mm、0.02 mm、0.04 mm,試驗(yàn)共進(jìn)行25組。
磨削深度對砂輪磨削力的影響如圖15所示。由圖15可以看出,隨著磨削深度的增大,砂輪磨削力呈線性增大的趨勢。

▲圖15 磨削深度對砂輪磨削力影響
方位主軸轉(zhuǎn)速和磨削深度對加工表面粗糙度的影響如圖16所示。由圖16可以看出,方位主軸轉(zhuǎn)速為60 r/min時(shí),磨削深度越小,加工表面粗糙度值越小。另一方面,增加光磨次數(shù)可以顯著減小加工表面粗糙度值。通過最優(yōu)化參數(shù)選擇,加工表面粗糙度Ra可以達(dá)到0.32 μm。
9 磨削加工結(jié)果
采用圓度儀對磨削后的方位主軸外圓圓度進(jìn)行檢測,檢測結(jié)果如圖17所示。
采用特殊的頂尖裝夾技術(shù),以及不同頻段誤差的消除方法,使鋁基碳化硅復(fù)合材料方位主軸外圓精度在原車削的基礎(chǔ)上有了明顯提升。由圖17可知,方位主軸圓度精度可以穩(wěn)定控制在1~4 μm,部分方位主軸的外圓圓度精度甚至可以達(dá)到亞微米級。

▲圖16 方位主軸轉(zhuǎn)速和磨削深度對加工表面粗糙度影響

▲圖17 方位主軸外圓圓度檢測結(jié)果
10 結(jié)束語
筆者以粗指向機(jī)構(gòu)方位主軸為例,采用諧波分析法分析了方位主軸外圓圓度誤差的成分及不同頻譜誤差成分的產(chǎn)生原因,進(jìn)行了夾具改進(jìn)及加工工藝參數(shù)優(yōu)化。
采用球形頂尖裝夾磨削方位主軸外圓,可以避免錐形頂尖和頂尖孔相互作用過程中產(chǎn)生的低頻誤差,有效減少圓度諧波中的低頻成分。
鋁基碳化硅復(fù)合材料磨削后的表面上存在材料剝落形成的凹坑和金剛石磨粒留下的切削溝痕,這些凹坑和溝痕是造成中高頻誤差的主要原因。
方位主軸轉(zhuǎn)速和磨削深度對磨削力和加工表面粗糙度有顯著影響,減小磨削深度可以有效減小磨削力,并減小加工表面粗糙度值,從而減小中高頻圓度誤差。
通過有針對性地控制圓度誤差中的低頻成分和中高頻成分,大幅降低了方位主軸的圓度值,滿足了粗指向機(jī)構(gòu)對軸系精度的要求。目前,這一粗指向機(jī)構(gòu)在軌運(yùn)行良好。所研究的方法已經(jīng)成功應(yīng)用于金屬零件外圓加工,圓度可以控制在50 nm以內(nèi)。
猜你喜歡
建材發(fā)展導(dǎo)向(2022年2期)2022-03-08 01:44:04
建材發(fā)展導(dǎo)向(2021年14期)2021-08-23 00:56:16
中國材料進(jìn)展(2019年10期)2019-12-07 05:32:14
纖維復(fù)合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:34
中國塑料(2015年6期)2015-11-13 03:02:54
中國塑料(2015年11期)2015-10-14 01:14:14
中國塑料(2015年8期)2015-10-14 01:10:41
應(yīng)用化工(2014年10期)2014-08-16 13:11:29