關于普通流體輸送管道用鋼管標準差異的探討
2022-01-07 02:55:02劉傳水張晨鵬宗秋麗
焊管 2021年12期
關鍵詞:標準
孫 宏, 劉傳水, 張晨鵬, 宗秋麗
(渤海裝備華油鋼管有限公司, 河北青縣 062658)
0 前 言
管線鋼管的標準較多, 來源不同、 要求不同。 跟蹤國外標準的發展、 不斷修訂完善國內標準, 提高標準的科學性和適用性, 對于保證管道工程的質量及經濟性和安全性具有重要作用[1]。焊接鋼管常用于可燃流體和非可燃流體 (包括水) 的輸送, 通常采用碳素結構鋼或低合金結構鋼制造[2]。 低壓流體輸送用焊接鋼管(也稱一般焊管) 是用于輸送水、 煤氣、 空氣、 油和取暖蒸汽等較低壓力流體和其他一般用途的焊接鋼管[3], 通常采用的標準包括GB/T 9711 (PSL1)、 GB/T 3091、SY/T 5037 及SY/T 5038, 以及國際上應用較多的ASME/ASTM 系列中的鋼管產品標準, 如ASME SA-53/SA-53M 等。 國內四個標準的最新版本分別為GB/T 9711—2017 《石油天然氣工業管線輸送系統用鋼管》 (ISO 3183: 2012, MOD)、 GB/T 3091—2015 《低壓流體輸送用焊接鋼管》 (ISO 559: 1991, NEQ)、 SY/T 5037—2018 《普通流體輸送管道用埋弧焊鋼管》 及SY/T 5038—2018《普通流體輸送管道用直縫高頻焊鋼管》, 前兩者為國家標準, 后兩者為國家能源局發布的石油天然氣行業標準[4-7]。 另外, 還有適用于機械、 建筑等結構用途, 一般流體輸送用途且外徑不大于711 mm 的直縫電焊鋼管標準GB/T 13793—2016《直縫電焊鋼管》[8-9]。 其中, GB/T 9711—2017 主要采用的是ANSI 和API 相關內容, 濃縮了美國多年來在管材方面的經驗[10]。 本研究針對常用的GB/T 9711—2017 (PSL1)、 GB/T 3091—2015、SY/T 5037—2018 及SY/T 5038—2018 四個標準,對產品的適用范圍、 材料要求、 檢驗與試驗等方面的差異進行了對比和探討。
1 標準適用范圍
GB/T 9711 (PSL1) 適用于石油天然氣工業管線輸送系統用無縫管和焊管, 不適用于鑄鐵管。 在ISO 3183 (API 5L) 第二版起草中, 技術委員會認為管線鋼管還存在兩個基本的技術要求, 即PSL1 和PSL2[11], 普通流體輸送一般采用PSL1。
GB/T 3091—2015 適用于水、 空氣、 采暖蒸汽和燃氣等低壓流體輸送管道用直縫焊鋼管、 直縫埋弧焊鋼管和螺旋埋弧焊鋼管, 該標準的起草參考了ISO 559: 1991。
SY/T 5037—2018 及SY/T 5038—2018 均適用于水、 空氣、 采暖蒸汽等普通流體及具有類似要求的其他流體輸送管道, SY/T 5037—2018 增加了輸水工程用承插式接口管道用途, 前者為埋弧焊鋼管, 而后者為直縫高頻焊鋼管。
2 標準的技術要求
2.1 材料
GB/T 9711—2017 ( PSL1) 采用了ISO 3183(API 5L) 標準中的鋼級系列 (L175/A25~L485/X70)。 除了標準鋼級外, 根據雙方協議, 也可采用中間鋼級, 但僅限于L290 或X42 以上鋼級。
GB/T 9711—2017 中給出牌號對應的板材標準包括GB/T 14164 及GB/T 21237 等。 對于采用Q235B 等牌號, 同時執行GB/T 9711—2017 鋼管標準的情況, 通常采用GB/T 700 《碳素結構鋼》標準。
SY/T 5037—2018 規定用于給排水工程承插式接口鋼管的鋼級不應低于Q235, SY/T 5038—2018 要求最小規定屈服強度不小于195 MPa。需要注意的是, GB/T 3091—2015 規定了Q345A、Q345B 牌號, 但是修訂后的GB/T 1591—2018《低合金高強度結構鋼》 已經以Q355 鋼級替代Q345 鋼級及相關要求, 并且取消了質量等級A。
2.2 制造方法
制造方法方面, GB/T 9711—2017 (PSL1)涵蓋了無縫管和焊管, 焊管的制造方法范圍最廣, 包括低頻或高頻直縫電 (阻) 焊、 直縫埋弧焊或螺旋縫埋弧焊、 組合焊 (熔化極氣體保護焊和埋弧焊組合工藝); GB/T 3091—2015 包括直縫高頻電焊、 直縫埋弧焊或螺旋縫埋弧焊;SY/T 5037—2018 包括雙面直縫埋弧焊或螺旋縫埋弧焊; SY/T 5038—2018 為直縫高頻焊。 為保證產品質量, GB/T 9711—2017 加強了質量體系方面的要求, 見GB/T 9711—2017 的2.3 和8.3.1[12]。 可以看出, GB/T 9711—2017 更加注重過程控制, 并詳細規定了鋼廠的體系及制造鋼管用原料。
2.3 交貨狀態
GB/T 9711—2017 對于鋼管的交貨狀態按照加工工藝狀態或熱處理狀態制定, 包括軋制、 正火軋制、 熱機械軋制、 熱機械成型、 正火成型、正火、 正火+回火或淬火+回火等, 并且交貨狀態與鋼級相對應。
GB/T 3091—2015 規定按照焊接狀態或熱處理(焊縫或整體熱處理) 狀態交貨, 以及鍍鋅或其他涂層交貨。
SY/T 5037—2018 及SY/T 5038—2018 規定應以光管(不涂層) 方式交貨, 經協商采用外表面帶臨時性涂層交貨; SY/T 5037—2018 還規定了經協商采用其他防腐涂層方式交貨。
2.4 主要幾何尺寸、 外形和質量
2.4.1 直徑和壁厚
GB/T 9711—2017 規定鋼管應按照訂貨合同規定的尺寸交貨, 外徑和規定壁厚應符合極限范圍要求。 對尺寸測量方法及測量器具 (環規、機械卡尺等) 進行了詳細的描述。 GB/T 3091—2015 規定D<219.1 mm 的鋼管按公稱直徑和公稱壁厚(t) 交貨; 而D>219.1 mm 的鋼管按公稱外徑和公稱壁厚交貨, 且未規定管徑和壁厚的測量方法。 SY/T 5037—2018 及SY/T 5037—2018 詳細規定了尺寸測量方法和適用器具。 筆者建議GB/T 3091—2015 對于直徑和壁厚等鋼管幾何尺寸的測量方法和測量器具應予以詳細規定, 以避免爭議。
對于焊管的外徑允許偏差, 四個標準存在較大差異。 對于焊管的壁厚允許偏差, GB/T 9711—2017、 SY/T 5037—2018 與SY/T 5038—2018 要求一致, 均按照不同壁厚分為三檔, 其中SY/T 5037—2018 與SY/T 5038—2018 關于壁厚允許偏差要求相同, GB/T 3091—2015 對于所有壁厚均規定偏差為±0.1t。
2.4.2 長度和質量
GB/T 3091—2015 規定, 直縫高頻電焊鋼管定尺長度允許偏差為0~15 mm, 埋弧焊鋼管定尺長度允許偏差為0~50 mm。 SY/T 5037—2018 和SY/T 5038—2018 規定的定尺長度允許偏差分別為±500 mm 和±300 mm。
鋼管可以按理論質量交貨, 也可按實際質量交貨。 對于GB/T 9711—2017, 除特薄規格鋼管、 L175 及L175P 鋼級鋼管以外, 單根鋼管的實際質量與理論質量的允許偏差要求最小為-3.5%~+10%, 范圍最小為13.5%, 下偏差最小為-3.5%; SY/T 5037—2018 與SY/T 5038—2018單根鋼管實際質量與理論質量的允許偏差為-5%~+10%, 范圍為15%, 下偏差為5%; GB/T 3091—2015 單根鋼管實際質量與理論質量的允許偏差與鋼管批相同, 均為±7.5%, 范圍為15%, 下偏差最大為-7.5%。 另外, GB/T 9711—2017、 SY/T 5037—2018 與SY/T 5038—2018 三個標準單獨規定了質量不小于/大于18 t的鋼管批實際質量與理論質量的允許偏差, 分別為-1.75% (L175 及L175P 鋼級鋼管為-3.5%)與-3.5%。
3 標準關于理化性能的要求與試驗
GB/T 9711—2017、 GB/T 3091—2015、 SY/T 5037—2018 及SY/T 5038—2018 四個標準對化學成分與力學性能要求的主要差異匯總見表1。需要注意以下幾點:
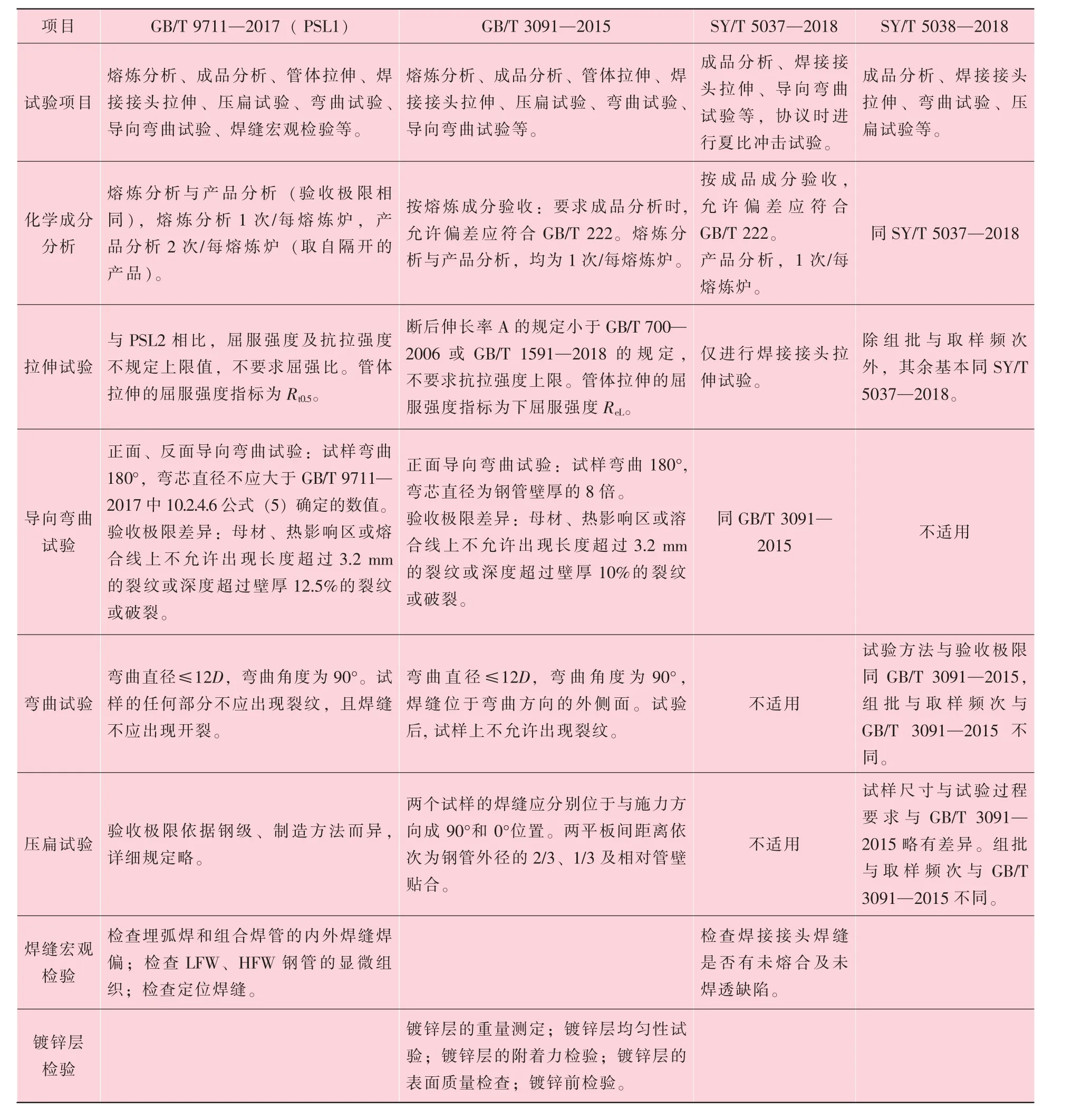
表1 四個常用焊接鋼管標準對化學成分與力學性能要求的主要差異
(1) 對于GB/T 9711—2017 PSL1 采用非GB/T 9711—2017 規定鋼級的情況, 需要加以注意。 以Q235B 為例, 實際使用時建議化學成分和拉伸性能采用相應的GB/T 700—2006 的規定, 抗拉強度不規定上限, 焊縫的導向彎曲試驗用彎芯直徑采用GB/T 9711—2017 中10.2.4.6公式(5)計算, 其中應變值按照中間鋼級, 采用插入法獲得。
(2) GB/T 3091—2015 與SY/T 5037—2018關于導向彎曲試驗的彎芯直徑對于所有鋼級均規定為鋼管壁厚的8 倍 (源于ISO 559: 1991),即彎芯直徑與鋼的強度和管徑無關, 而其強度跨度較大, 建議修訂時考慮強度方面的影響。這兩個標準關于導向彎曲試驗的驗收極限參考了ISO 3183[13]。
(3) SY/T 5037—2018 中8.5.2 規定 “如果一個或兩個試樣不符合規定要求, 制造商可選擇在同一試驗批加取的兩根鋼管上截取試樣進行復驗”, 表明每批進行兩個正面彎曲試驗, 與規定的“每批一次” 似乎不一致。
(4) GB/T 9711—2017 采用了ISO、 ASTM等國際標準, 而GB/T 3091—2015 及SY/T 5037—2018 則采用的是國家標準, 應注意由此帶來的試驗方法、 試樣等的差異。 對于拉伸試驗, 由于制管過程的變形可能會造成部分材料的屈服不明顯, 建議允許用Rt0.5或Rp0.2代替ReL和ReH。
(5) 對于壓扁試驗, 有文獻[14]建議, 可采用壓扁試驗代替彎曲試驗以測定鍍鋅層在鋼管基體上的附著強度, 達到節省鋼管的目的, 同時亦可對公稱直徑>50 mm 鍍鋅鋼管的鍍鋅層進行檢驗。
4 標準關于無損檢測的要求
GB/T 9711—2017 附錄E 規定了非酸性或非海上服役條件鋼管的無損檢驗方法。 GB/T 9711—2017 附錄K 規定了酸性或海上服役條件鋼管的無損檢驗方法, 但是PSL1 鋼管不適合酸性服役條件。 關于檢測方法, GB/T 9711—2017規定, 在進行無損檢測時, 可以按照產品標準規定的一種標準或與其等效的標準進行[15]。 GB/T 3091—2015 規定無損檢驗方法為液壓試驗的替代方法,并且仲裁時以液壓試驗為準。 SY/T 5037—2018則規定無損檢測為必須進行的檢測項目, 包括超聲檢測或X 射線檢測方法。 上述四個標準的檢測要求見表2。
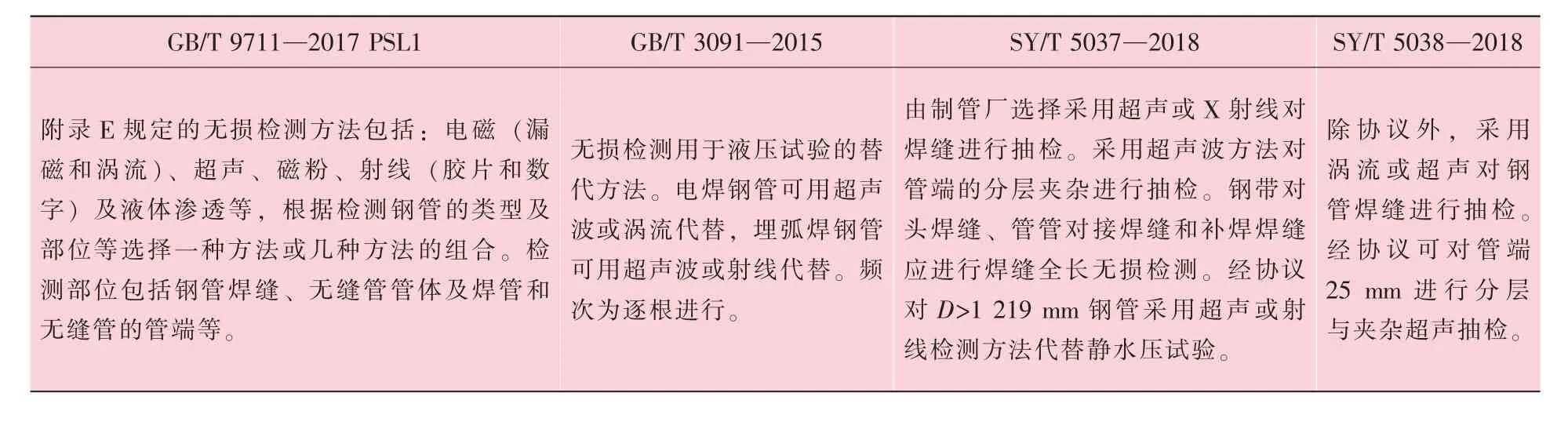
表2 四個常用焊接鋼管標準對于無損檢測要求
5 結 論
(1) 常用的普通流體輸送管道用鋼管標準GB/T 9711—2017 (PSL1)、 GB/T 3091—2015、SY/T 5037—2018 及SY/T 5038—2018 在適用范圍、 制造工藝、 技術要求、 檢驗與試驗等方面存在較大差異。 GB/T 9711—2017 (PSL1) 適用范圍最廣且規定也最為詳細, GB/T 3091—2015 涵蓋了最常用的幾類焊管, 特點是鍍鋅層的相關規定; SY/T 5037—2018 與SY/T 5038—2018 涉及產品相對單一, 但是較為詳細。
(2) 從制造工藝看, GB/T 9711—2017(PSL1) 的范圍最廣, 包括無縫管和焊管, 規定更加全面詳細; 而GB/T 3091—2015 適用于焊管, SY/T 5037—2018 僅適用于埋弧焊管, SY/T 5038—2018 僅適用于直縫高頻焊鋼管。
(3) 對于普通流體輸送管道用鋼管, 建議Q235、 Q355 等鋼級采用GB/T 3091—2015、 SY/T 5037—2018 或SY/T 5038—2018 鋼管標準。
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
當代陜西(2019年8期)2019-05-09 02:22:48
上海建材(2019年1期)2019-04-25 06:30:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
家庭影院技術(2018年4期)2018-05-09 07:07:52
專用汽車(2016年4期)2016-03-01 04:13:43
質量與標準化(2015年9期)2015-12-31 11:41:40
中國質量與標準導報(2014年4期)2014-03-11 19:54:25
中國質量與標準導報(2014年10期)2014-02-28 22:25:47
中國質量與標準導報(2014年7期)2014-02-28 22:24:39
