Canopy密封焊縫切割重焊工藝
2022-01-07 00:31:28黃正鳳李志杰吳瓊唐中杰章霖
焊接 2021年10期
黃正鳳, 李志杰, 吳瓊, 唐中杰, 章霖
(一重集團大連核電石化有限公司,遼寧 大連 116113)
0 前言
Canopy密封焊縫是三代核反應堆壓力容器控制棒驅動機構上實現棒行程殼體與鉤爪殼體組件連接的焊縫,從設計角度是一回路的壓力邊界焊縫。在反應堆壓力容器正常運行期間,Canopy密封焊縫不是承載焊縫,但起密封一回路冷卻劑的重要作用,若失效會引起一回路冷卻劑的泄露,進而影響核電站的安全運行,因此Canopy密封焊縫的完整性至關重要。
在反應堆壓力容器運行階段,由于腐蝕等問題會造成Canopy密封焊縫的失效[1]。由于三代核島主設備的壽期為60年, 對Canopy密封焊縫的質量要求高。針對運行階段Canopy密封焊縫的失效的問題,通常采用以下3種方法:①局部焊接缺陷清除后采用手工鎢極氬弧焊手工補焊;②將焊縫切割后重新進行焊接;③采用局部補焊的方式[2-4]。
國內核電廠在運行階段發生的Canopy密封焊縫泄漏情況曾采用堆焊的方式進行返修[5-8]。
Canopy密封焊縫在制造階段也可能存在由于焊接缺陷造成焊縫失效,需要進行返修。對于位于焊縫中心的缺陷,可以采用將焊縫切割去除后(同時去除了焊縫缺陷)重新焊接的方式進行焊縫的返修。
文中將焊接后的Canopy密封焊縫采用專用切割工藝對焊縫進行切割,并對切割后的焊縫重新進行焊接。對Canopy密封焊縫切割及重新工藝進行研究,并對重新焊接后焊接接頭進行無損檢驗和微觀組織分析。將重新焊接的焊接接頭與采用相同的工藝僅經歷一次焊接的焊接接頭進行對比,從接頭宏觀結構、微觀組織進行對比分析,從而對重新焊接的焊接接頭的質量進行評價。
1 試驗方法
1.1 試驗材料
采用與國產化AP1000驅動結構用同牌號材料022Cr19Ni10N作為試驗材料,材料化學成分見表1。
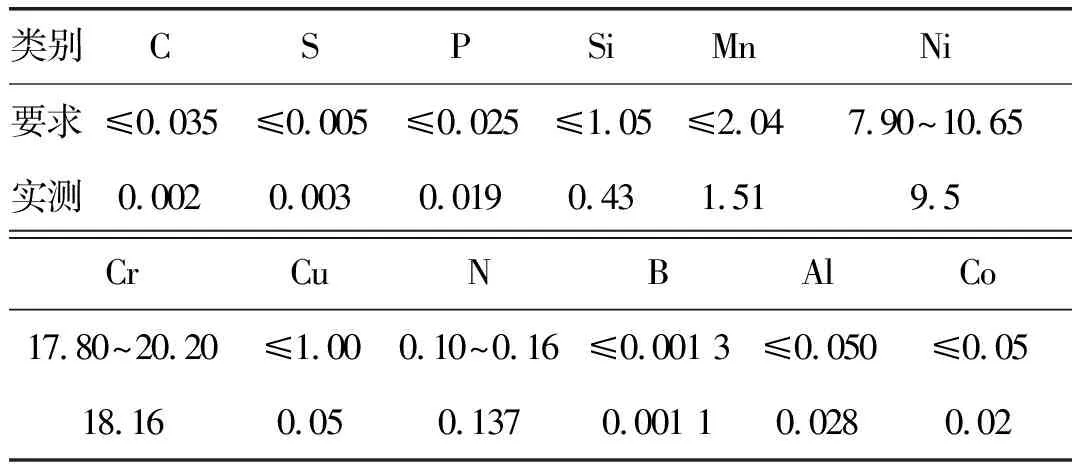
表1 試驗件母材化學成份(質量分數,%)
焊縫尺寸與國產化AP1000反應堆壓力容器Canopy密封焊縫尺寸相同,如圖1所示。
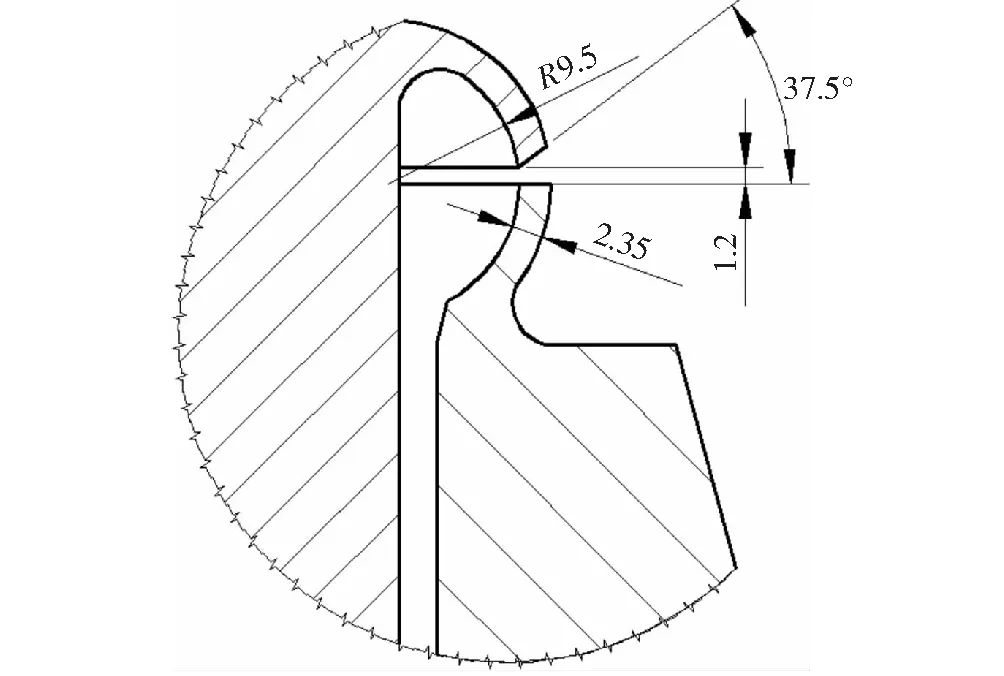
圖1 Canopy焊縫尺寸示意圖
1.2 焊材
焊材材料為ER308L,焊材依據國產化AP1000壓力容器驅動機構用焊材技術條件采購,具體化學成份見表2。

表2 焊絲化學成分(質量分數,%)
1.3 焊接工藝方法
試驗件焊接時機械氬弧焊焊接。焊接工藝與國產化AP1000反應堆壓力容器Canopy密封焊縫焊接工藝相同。
為研究在制造或運行階段Canopy密封焊縫失效的情況下,采用切割焊縫并重現焊接的可行性及工藝可靠性,試驗件焊接完成后切割焊縫并采用原工藝方法重現進行焊接。
2 試驗過程
2.1 首次焊接
Canopy焊縫首次焊接采用脈沖機械氬弧焊橫焊位焊接。焊接采用的工藝為國產化AP1000反應堆壓力容器驅動結構Canopy焊縫焊接用成熟工藝。焊縫焊接完成后焊道成形良好,經目視檢查及液體滲透檢查未發現焊縫表面存在裂紋、氣孔、咬邊、焊瘤、未熔合等焊接缺陷。
為了進行對比分析,焊接了2個試驗件,一件用于切割重新焊接工藝的研究,一件用于與重新焊接的焊縫宏觀及微觀組織進行對比,以評價重新焊接的焊縫質量。
2.2 焊縫切割
反應堆壓力容器頂蓋上驅動機構間間隙尺寸較小,若需要進行焊縫的切割,需要采用尺寸小、重量輕、便于拆卸的加工裝備。該研究采用底間隙分瓣式坡口加工機進行Canopy密封焊縫的切割。采用專用刀具,保證焊縫切割后的坡口與原始焊縫坡口尺寸相近。切割后的試件見圖2所示。
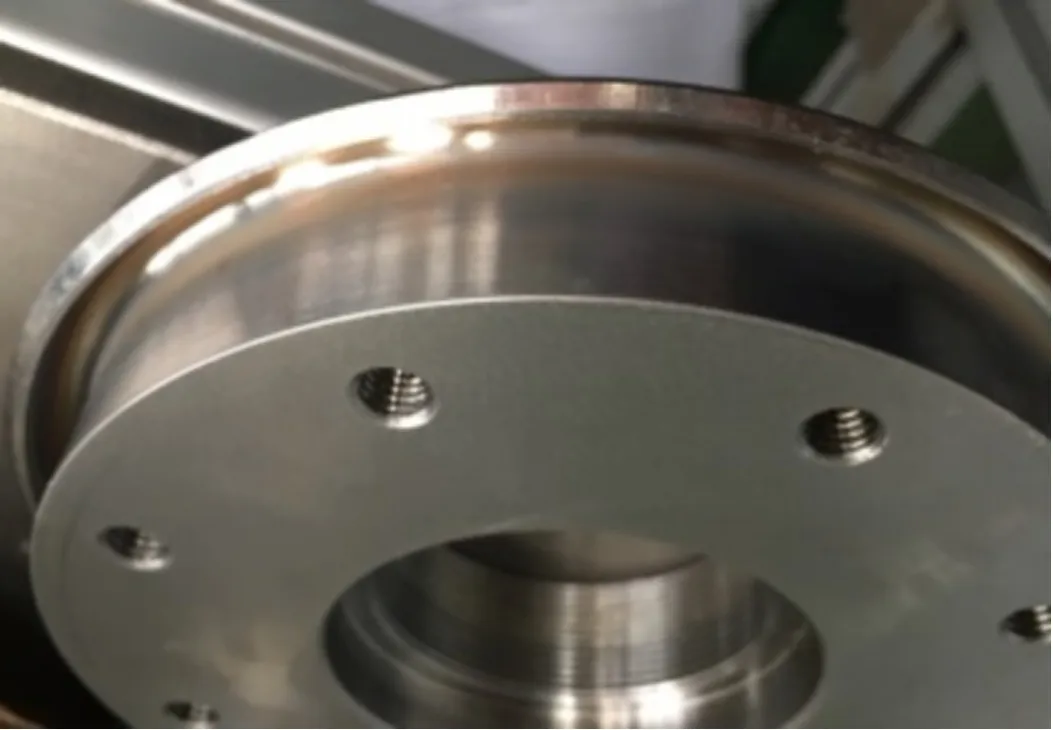
圖2 切割后焊縫
由于焊縫間隙較小,切割時需注意觀察并采取必要的措施避免切割過程中產生夾屑、撞刀等問題,影響焊縫切割質量。
2.3 坡口修磨
首次焊接的焊縫金屬殘留在坡口內外表面將影響后續焊縫的焊接,因此焊縫坡口需進行修磨,以完全恢復焊縫坡口尺寸。
為保證焊縫重新焊接時焊縫質量,坡口修磨后可用樣板檢查坡口尺寸。
坡口修磨后應進行目視檢查和液體滲透檢查,以確保無影響后續焊縫焊接質量的缺陷。
文中中采用的試件經目視檢查及液體滲透檢查后均無裂紋、氣孔、凹陷等缺陷存在。
2.4 重新焊接
Canopy密封焊縫重新裝配并進行了焊接。焊縫的切割對鉤爪殼體組件及棒行程殼體的安裝尺寸無影響,因此可以采用原工藝進行Canopy密封焊縫的裝配。
焊縫坡口修磨后與原始坡口尺寸相當,重新裝配后,焊縫間隙仍為1.2 mm,可采用原焊縫焊接的工藝進行重新焊接。
3 試驗結果
3.1 焊縫外觀質量及無損檢驗結果
Canopy焊縫厚度較小,且失效形式多為晶間腐蝕或點蝕,因此焊縫的表面狀態影響焊縫的質量。若焊縫存在較大的余高或焊縫形狀變化存在不連續的問題,焊縫及熱影響的焊接殘余應力水平過大,在運行過程中會引起加上腐蝕,造成焊縫失效,因此焊縫標準的狀態影響焊縫質量。
如圖3所示,對重現焊接后的焊縫表面成形情況進行觀察,焊縫表面無咬邊、裂紋、凹陷等問題,焊縫與周圍母材圓滑過渡,不存在突出的余高或不連續問題。
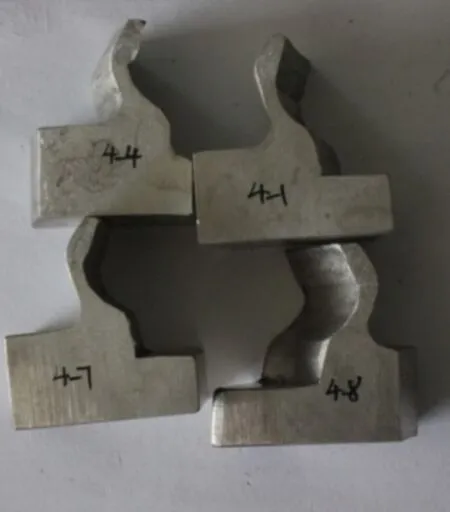
圖3 重新焊接焊縫宏觀金相形貌
焊縫重新焊接后,進行目視檢查及液體滲透檢查未發現焊縫表面存在裂紋、氣孔、咬邊、焊瘤、未熔合等焊接缺陷。
對焊縫進行解剖,觀察焊縫內表面成形質量。焊縫內表面成形良好,無咬邊、未熔合未焊透的問題。對焊縫內表面進行目視檢查及液體滲透檢查未發現焊縫表面存在裂紋、氣孔、咬邊、焊瘤、未熔合等焊接缺陷。3.2宏觀金相分析
對焊縫進行解剖制作宏觀金相及微觀金相檢查,觀察焊縫組織結構,如圖4所示。
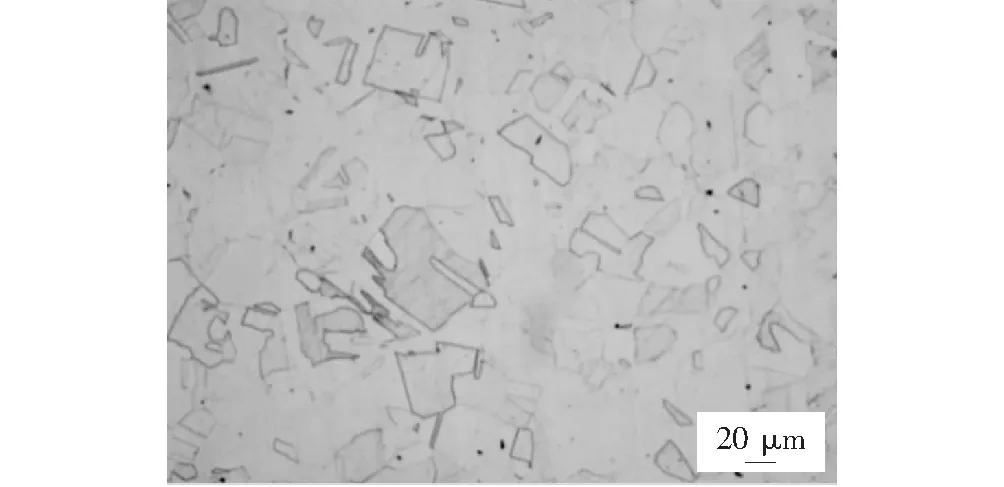
圖4 母材微觀組織
截取起弧位置、收弧位置及兩個中間區域位置,對接頭的尺寸及形貌進行宏觀分析。
焊縫與周圍表面過渡圓滑,放大10倍觀察焊縫與母材結合區域未見裂紋、未熔合、未焊透、氣孔等缺陷。
3.3 微觀組織分析
3.3.1熱影響區
文中采用的試件母材微觀金相組織為等軸奧氏體晶粒,如圖5所示。
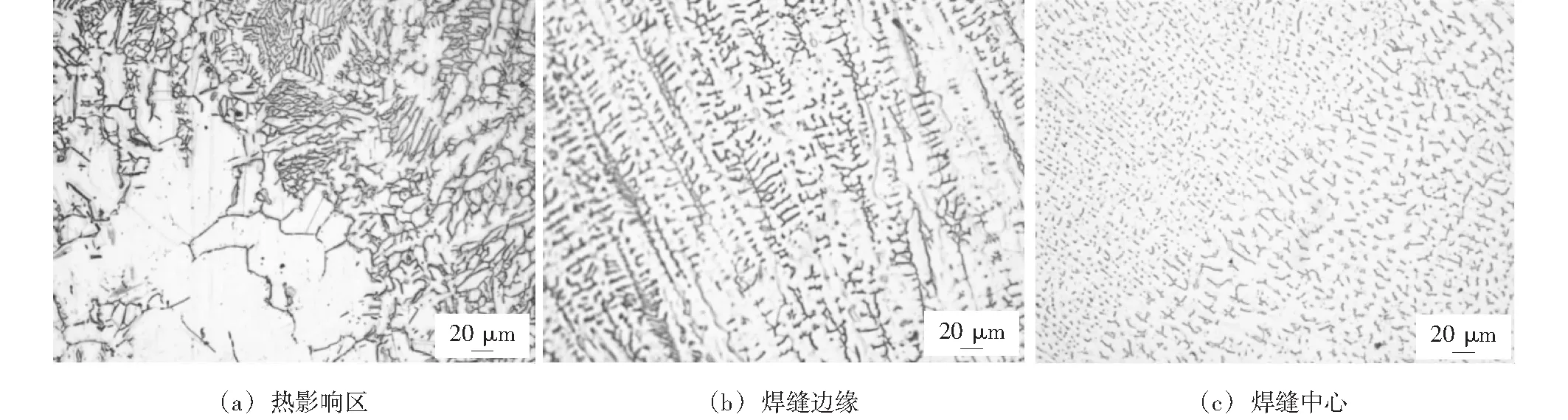
圖5 重新焊接的焊接接頭微觀組織
由于焊接熱輸入小,焊縫熱影響區在高溫停留時間短,焊接熱影響區尺寸很小,在熱影響區未見明顯晶粒粗化的現象,也未見碳化物等有害的析出物及第二相產生,如圖5、圖6所示。

圖6 一次焊接的焊接接頭微觀組織
熱影響區靠近熔合線區域的晶粒發生了再結晶和晶粒長大現象。熱影響區仍為奧氏體組織,但有由于受焊接熱過程影響而形成的孿晶。
對比經歷2次焊接的焊接熱影響與經歷一次焊接的焊接熱影響鐵素體量都較少,不會對焊接接頭的耐腐蝕性造成明顯的影響。
3.3.2焊縫
Canopy焊縫金相組織為奧氏體+鐵素體組織。但焊縫邊緣的組織與焊縫中心的奧氏體及鐵素體的形態存在差異。
靠近母材的焊縫組織為奧氏體胞狀晶組織及存在于胞狀晶晶界的鐵素體組織。這是由于Canopy焊縫厚度較小,靠近母材位置的焊縫金屬冷卻速度較快,凝固結晶前沿液相區的成分過冷區較窄,有利于液體金屬以胞狀晶生長。在液體金屬凝固的終了前,由于Cr等鐵素體形成元素的存在,再晶界偏聚促使鐵素體的生成。
在焊縫中心,焊縫金屬組織為奧氏體+橫切在奧氏體中的骨架狀鐵素體組織。這是由于在焊縫中心區域焊縫金屬的冷卻速度降低,凝固結晶前沿液相區的成分過冷區稍寬,鐵素體為初始析出相,在凝固過程中,通過擴散控制反應鐵素體逐漸轉變為奧氏體。同時在凝固終了前,通過共晶反應在枝晶間也形成了部分奧氏體。
對比焊縫邊緣與焊縫中心的微觀組織發現,焊縫中心的微觀組織更均勻細小。重新焊接與重新焊接的焊接接頭與一次焊接焊接接頭的微觀組織相同,如圖5、圖6所示。
對比重新焊接的焊接接頭與一次焊接焊接接頭的微觀組織,焊接熱影響區的組織、焊縫微觀組織形同,均未見碳化物及其他有害的析出物。重新焊接的焊縫與一次焊接的焊縫質量相當。
4 結論
(1)Canopy密封焊縫采用底間隙瓜瓣式切割機將焊縫切割并修磨后可以將焊縫坡口回復至原始坡口狀態,重新裝配后可以采用原焊縫焊接的工藝實現焊縫的重新焊接。
(2)重新焊接的Canopy密封焊縫外觀質量、無損檢測均合格。對于位于焊縫中心,且尺寸較小的缺陷可以通過切割后重新焊接的方式進行焊縫的返修工作。
(3)Canopy焊縫重新焊接后,接頭宏觀尺寸與一次焊接接頭相當,微觀組織未見有害的析出物,焊縫質量與一次焊縫的焊接質量相當。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業工程(2015年4期)2015-12-29 02:48:39