第二編碼器在機器人攪拌摩擦焊軌跡精度補償中的應用*
2022-01-07 01:23:18徐志明劉學坤
上海電氣技術 2021年4期
關鍵詞:焊縫
徐志明 陳 吉 張 杰 劉學坤
1.上海電氣集團自動化工程有限公司 上海 200233 2.上海發那科機器人有限公司 上海 201906
1 應用背景
攪拌摩擦焊是一種綠色環保的固相焊接技術,將高速旋轉的攪拌頭插入待焊材料表面,沿著焊縫行進,攪拌頭與待焊材料產生摩擦熱,使待焊材料軟化,在攪拌頭的帶動下發生塑性流動,從而實現焊接。整個攪拌摩擦焊過程發生在待焊材料的熔點以下,避免了傳統熔焊帶來的氣孔、凝固裂紋、變形過大等缺陷[1-3]。攪拌摩擦焊技術自發明以來,在航空航天、船舶、軌道交通、汽車等多個行業得到應用,成為與鋁合金最為契合的焊接技術[4-5]。
隨著攪拌摩擦焊技術的發展,機器人攪拌摩擦焊的研究與應用受到廣泛關注。加之重載工業機器人載荷能力的不斷提高,重載機器人攪拌摩擦焊技術和裝備已走出實驗室,進入工業化應用階段,大大提高了焊接裝備自動化程度和焊接生產效率,并進一步提升了攪拌摩擦焊的工藝靈活性,使攪拌摩擦焊更適用于空間復雜結構產品的焊接[6-7]。
攪拌摩擦焊在應用中,對焊接設備剛度和焊接軌跡精度提出了較高的要求。相比傳統攪拌摩擦焊專機依靠絲桿和直線導軌來保證焊接軌跡精度,機器人攪拌摩擦焊依靠機器人串聯的機械臂和關節來保證焊接軌跡精度。串聯機構的剛性存在先天劣勢,導致機器人攪拌摩擦焊過程中軌跡會發生偏移。機器人攪拌摩擦焊的軌跡偏移問題長期以來是一大痛點,軌跡偏移不僅來源于機器人的控制精度,而且來源于整個系統的剛性[8-9]。目前,最有希望對機器人攪拌摩擦焊軌跡精度進行在線補償的方法是采用第二編碼器。標準的電機編碼器位于減速器之前,無法檢測角度偏差,第二編碼器位于減速器之后,可以在加載時補償減速器的畸變。筆者對第二編碼器在機器人攪拌摩擦焊軌跡精度補償中的應用進行研究。
2 攪拌摩擦焊原理
攪拌摩擦焊的基本過程如圖1所示。高速旋轉的攪拌頭插入工件表面,經數秒加熱后,攪拌頭以一定的進給速度沿焊縫向前行進,實現焊接。在攪拌摩擦焊過程中,焊接工具要承受豎直方向的軸向壓力FZ、水平方向的前進抗力FX、側向力FY,如圖2所示。通常軸向壓力大于前進抗力,前進抗力大于側向力。外力的加載導致機器人攪拌摩擦焊過程中會出現軌跡偏差,軸向壓力導致的軌跡偏差可以通過恒壓力控制系統來矯正,前進抗力和側向力導致的橫向偏差目前尚無很好的解決方法,這一偏差反映在實際攪拌摩擦焊過程中焊接軌跡偏離實際焊縫,從而產生焊接缺陷。

圖1 攪拌摩擦焊基本過程

圖2 攪拌摩擦焊受力分析
工業機器人屬于半閉環結構,具有成本低、工作空間大、通用性強等優點,缺點在于剛性不足。在攪拌摩擦焊產生較大外力的作用下,機器人機構會產生變形。
六軸機器人J2軸如圖3所示。機器人法蘭端受到外力F作用時,J2軸承受的力矩為FD,D為外力F相對于J2軸關節中心的力臂。

圖3 六軸機器人J2軸
力矩使關節實際位置q′2與電機編碼器顯示位置q2之間存在小角度偏差Δq2,Δq2為|q′2-q2|。顯然,力矩越大,小角度偏差越大。力矩又與外力和力臂成正比,因此小角度偏差既與外力大小有關,又與機器人當前位置有關。外力越大,機器人懸伸越長,小角度偏差越大。
小角度偏差經機器人杠桿臂放大,導致機器人法蘭端產生數毫米的偏移Δx。機器人的總體偏差ΔX為:
ΔX=[ΔxΔyΔzΔwΔpΔr]T
(1)
式中:Δx、Δy、Δz依次為機器人x軸、y軸、z軸方向的直線偏差;Δw、Δp、Δr依次為機器人繞x軸、y軸、z軸的角度偏差。
以J2軸推及機器人的全部六軸,機器人總體偏差取決于各軸的小角度偏差,即:
ΔX=function(Δq1,Δq2,Δq3,Δq4,Δq5,Δq6)
(2)
六軸機器人總體偏差分析如圖4所示。

圖4 六軸機器人總體偏差分析
3 第二編碼器原理
由以上分析可知,機器人總體偏差既取決于外力大小,又受機器人位置影響。對于焊接特定材料,在穩定焊接階段,外力大體保持恒定,機器人位置則時刻發生變化,總體偏差隨之變化,使離線補償極為困難。對于在線補償,標準電機編碼器位于減速器之前,原理如圖5所示,無法檢測上述角度偏差,導致機器人實際運行軌跡偏離編程軌跡。第二編碼器由測頭和環形光柵尺構成,設置于電機減速器之后,原理如圖6所示,可以在機器人加載條件下補償減速器的畸變,使機器人實際運行軌跡與編程軌跡更加吻合。

圖5 標準電機編碼器原理

圖6 第二編碼器原理
采用發那科M-900iB機器人,搭建機器人攪拌摩擦焊系統,原理如圖7所示。通過在主軸上集成壓力傳感器,形成壓力控制系統,補償機器人攪拌摩擦焊過程中軸向壓力導致的軌跡偏差,保證焊接工藝設定的下壓量。再通過第二編碼器所測位置數據,使控制系統補償機器人攪拌摩擦焊過程中前進抗力和側向力導致的橫向偏差,以保證焊接軌跡的精度。
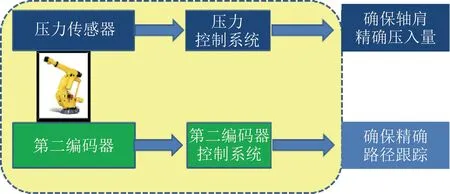
圖7 機器人攪拌摩擦焊系統原理
4 試驗
采用上述機器人攪拌摩擦焊系統,對3 mm厚6061鋁合金進行機器人攪拌摩擦焊試驗,如圖8所示。使用的攪拌頭軸肩直徑為9 mm,攪拌針長為2.9 mm,焊接過程中攪拌頭傾角為2.5°,焊接工具轉速為2 000 r/min,進給速度為800 mm/min,起焊壓力為3 400 N,焊接壓力為3 500 N,過程壓力控制精度為50 N,對比測試第二編碼器關閉和開啟條件下的焊接軌跡偏移量。焊縫軌跡偏移量測試結果如圖9所示。起焊壓力指在攪拌頭插入工件表面直至穩定時所設置的壓力值,對應攪拌摩擦焊過程中的加熱階段。焊接壓力指正式焊接過程中所設置的壓力值,一般大于起焊壓力,這是因為加熱階段高速旋轉的攪拌頭停留在工件表面定點集中加熱,焊接階段攪拌頭沿焊縫行進,熱量分散,加熱階段工件的軟化程度更高,下壓力更小。焊接過程壓力控制精度設為50 N,意味著壓力傳感器數值變化在50 N以內視為壓力恒定。焊接壓力過大,會使焊接工具略微抬離工件表面。焊接壓力過小,焊接工具會略微壓入工件。由此,保證焊接壓力為3 550 N±50 N。關閉和開啟第二編碼器時,焊縫軌跡偏移量分別為2 mm和0.72 mm。

圖8 機器人攪拌摩擦焊試驗

圖9 焊縫軌跡偏移量測試結果
機器人攪拌摩擦焊試驗結果表明,第二編碼器開啟后,焊縫軌跡偏移量減小了64%。
5 結束語
筆者采用發那科M-900iB機器人,集成壓力控制系統和第二編碼器控制系統,搭建機器人攪拌摩擦焊系統。機器人本體仍為標準型,控制軟件集成在機器人控制器中,機器人的一致性和安全性得到保障,既保留了機器人攪拌摩擦焊的高自動化程度和工藝靈活性,又節省了系統集成成本。
攪拌摩擦焊所產生的載荷對機器人的剛度和控制精度提出了較高的要求,標準電機編碼器不足以補償機器人攪拌摩擦焊過程中的軌跡偏差,第二編碼器可以在較大程度上彌補這一不足。試驗結果表明,開啟第二編碼器能有效減小機器人攪拌摩擦焊軌跡偏移量。應用第二編碼器進行軌跡精度補償,可以解決機器人攪拌摩擦焊過程中的軌跡偏移問題,對機器人攪拌摩擦焊的推廣應用有促進作用。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07