連鑄連擠工藝生產(chǎn)鋁鍶合金線桿的實(shí)踐
2022-01-08 07:53:04卞金濤張海軍
山東冶金 2021年6期
關(guān)鍵詞:工藝
卞金濤,張海軍,顧 羽
(山東濱州華創(chuàng)金屬有限公司,山東 濱州 256600)
1 前言
鋁鍶合金線桿是目前被市場(chǎng)廣泛認(rèn)可的新型變質(zhì)劑,多用于鋁硅系列亞共晶鋁硅合金和共晶鋁硅合金,相較于目前其他變質(zhì)劑,鋁鍶合金的變質(zhì)作用時(shí)間明顯較長(zhǎng),而且其在變質(zhì)過程中不會(huì)出現(xiàn)過變質(zhì)行為。加入鋁鍶合金后,鋁合金的組織得到了細(xì)化,其硬度、強(qiáng)度、延伸率、熱穩(wěn)定性等屬性都得到了綜合提升。相比生產(chǎn)鋁鍶合金線桿較為主流的臥式擠壓機(jī),連鑄連擠工藝是在銅鋁材連續(xù)擠壓機(jī)的基礎(chǔ)上進(jìn)行改進(jìn),解決了臥式擠壓機(jī)的缺陷問題,并具有能耗低、工藝簡(jiǎn)單、產(chǎn)品質(zhì)量穩(wěn)定等優(yōu)點(diǎn),可代替?zhèn)鹘y(tǒng)生產(chǎn)鋁鍶合金線桿臥式擠壓法的生產(chǎn)工藝[1-3]。
2 連鑄連擠工藝的優(yōu)點(diǎn)
臥式擠壓機(jī)是放倒立式模壓機(jī),形成臥式形態(tài),在模壓機(jī)中增添下料室用以坯料下入,并增添壓料室進(jìn)行壓料,但臥式擠壓機(jī)有3個(gè)缺點(diǎn):(1)擠壓機(jī)中的運(yùn)動(dòng)部件來(lái)回運(yùn)動(dòng)做功容易導(dǎo)致磨損,無(wú)法準(zhǔn)確地保持精度,保養(yǎng)維修費(fèi)用高;(2)占地面積較大,浪費(fèi)車間場(chǎng)地空間,不方便操作;(3)底部面積大,造成材料浪費(fèi),增加了生產(chǎn)成本。
連鑄連擠工藝解決了上述問題,具備以下優(yōu)點(diǎn):(1)連續(xù)擠壓機(jī)結(jié)構(gòu)簡(jiǎn)單,占地面積小,有效節(jié)約了車間場(chǎng)地空間,便于安裝,為連鑄連擠機(jī)奠定了空間基礎(chǔ)和生產(chǎn)條件;(2)連鑄連擠機(jī)的底部面積小,殘余材料浪費(fèi)較少,節(jié)約了生產(chǎn)成本;(3)連鑄連擠工藝提升了生產(chǎn)效率,普通生產(chǎn)工藝需要先將液態(tài)鋁鍶合金鑄成固體坯料后經(jīng)過轉(zhuǎn)運(yùn)、下料,進(jìn)入臥式擠壓機(jī)后才可擠壓成鋁鍶合金線桿,而連擠連鑄工藝使用液體鋁鍶合金作為坯料,在鑄機(jī)成型后直接進(jìn)入擠壓機(jī)制成鋁鍶合金線桿,前后生產(chǎn)工藝連貫順暢,節(jié)約了時(shí)間。
3 連鑄連擠工藝流程
連鑄連擠工藝過程在正常的工作狀態(tài)下分為4 個(gè)階段:調(diào)配原材料、鑄造錠坯、錠坯下料、擠壓成型。
調(diào)配原材料:原材料使用純金屬鍶和純鋁,按配料單稱重好配制合金所需熔融的鋁液和純金屬鍶,將鋁液浮渣打撈干凈后升溫至750 ℃左右,加入金屬鍶,加入時(shí)進(jìn)行人工下壓攪拌并用氬氣保護(hù),加入完畢后升溫至850 ℃左右,等待金屬鍶完全融化形成熔融的液態(tài)鋁鍶合金坯料。
鑄造錠坯:鑄造時(shí)需將溜槽進(jìn)行充分預(yù)熱和清理,保證合金經(jīng)過溜槽進(jìn)入控流箱后溫度不低于800 ℃,合金液經(jīng)過接湯盆進(jìn)入控流箱,導(dǎo)入結(jié)晶輪,經(jīng)過結(jié)晶輪冷卻凝固,形成T型錠坯,鑄造擠壓速度控制在5 m/s。
錠坯下料:錠坯隨著軌道進(jìn)入擠壓機(jī)的轉(zhuǎn)輪下料口,跟著轉(zhuǎn)輪的運(yùn)動(dòng)而向前移動(dòng),進(jìn)入擠壓機(jī)的模具口,進(jìn)入模具口時(shí)需要足夠強(qiáng)的摩擦驅(qū)動(dòng)力,保證達(dá)到擠出所需要的擠出力。
擠壓成型階段:錠坯在模具口處會(huì)遇到金屬擋塊,阻擋其繼續(xù)跟隨轉(zhuǎn)輪運(yùn)動(dòng),從而改變方向進(jìn)入擠壓腔,在擠壓腔400 ℃的高溫狀態(tài)下,錠坯的延展性明顯增強(qiáng),這有利于錠坯在擠壓腔內(nèi)被擠壓整型,在轉(zhuǎn)輪轉(zhuǎn)速6.5 r/min 時(shí),鋁鍶合金錠坯可以穩(wěn)定在模具口擠壓成線桿成品。
4 鋁鍶合金連鑄連擠生產(chǎn)實(shí)踐
4.1 合金原材料及試驗(yàn)設(shè)備
目前市場(chǎng)上原材料的型號(hào)和廠家較多,為了確保試驗(yàn)的可靠性,減少雜質(zhì)對(duì)試驗(yàn)結(jié)果的影響,選購(gòu)純度99.7%以上的純鋁和99.4%以上的純金屬鍶作為原料,其主要成分見表1和表2。

表1 純鋁的主要成分(質(zhì)量分?jǐn)?shù)) %
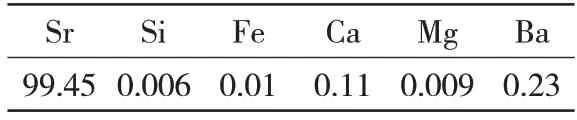
表2 純金屬鍶的成分(質(zhì)量分?jǐn)?shù)) %
試驗(yàn)設(shè)備:中頻感應(yīng)電爐;連鑄連擠機(jī)1 臺(tái);ICP-電感耦合等離子發(fā)射光譜儀1臺(tái);金相顯微鏡1臺(tái)。
4.2 試驗(yàn)工藝創(chuàng)新點(diǎn)
線桿生產(chǎn)試驗(yàn)工藝:調(diào)配原材料→制造錠坯→錠坯下料→擠壓成型→成品檢驗(yàn)。
(1)通過生產(chǎn)實(shí)踐,發(fā)現(xiàn)純金屬鍶化學(xué)性質(zhì)活潑,極易發(fā)生氧化,特別是在與高溫鋁液反應(yīng)時(shí),投入的瞬間就會(huì)形成氧化物。為保證金屬鍶的吸收率,保證合金液的純凈度,在投入純金屬鍶時(shí)使用氬氣保護(hù),即用純氬氣對(duì)感應(yīng)爐進(jìn)行大流量多方向的覆蓋保護(hù),基本模仿真空爐的反應(yīng)條件,減少了純金屬鍶的燒損,減輕了氧化物的卷入。
(2)在生產(chǎn)過程中,由于鋁鍶合金的冷卻速率很快,必須提高擠壓速度,將鑄造擠壓速度提升至5 m/s得到的線桿外觀質(zhì)量最為優(yōu)良。同時(shí)在制作線桿時(shí)必須將接湯盆、流槽、控流箱等位置進(jìn)行預(yù)熱操作,要求合金液在控流箱內(nèi)導(dǎo)入結(jié)晶輪之前必須維持在800 ℃以上,否則極易導(dǎo)致鋁鍶合金液在控流箱口處部分凝結(jié),造成控流失敗,合金液在結(jié)晶輪中向輪軌外溢出。
4.3 試驗(yàn)結(jié)果
4.3.1 外觀及金相組織
該工藝生產(chǎn)的鋁鍶線桿產(chǎn)品的表皮外觀明亮,無(wú)暗沉氧化皮及裂紋裂痕,線桿輪廓圓潤(rùn)均勻;斷口處質(zhì)地均勻,無(wú)明顯夾雜和氧化物。
連鑄連擠工藝對(duì)鋁鍶合金材料金相的影響可參考圖1,未經(jīng)過連鑄連擠工藝的鋁鍶合金T 型錠產(chǎn)品對(duì)比經(jīng)過連鑄連擠工藝的鋁鍶合金線桿產(chǎn)品。
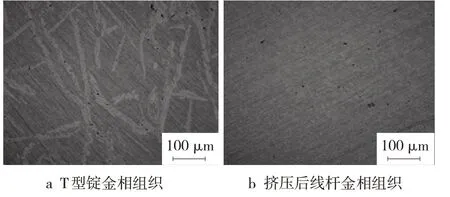
圖1 T型錠產(chǎn)品與線桿產(chǎn)品金相組織
隨機(jī)抽取3 份線桿金相檢驗(yàn)的顯微組織相關(guān)數(shù)據(jù),如表3所示。
從金相顯微鏡能清晰觀察到未經(jīng)過連鑄連擠工藝處理的T型錠鋁鍶產(chǎn)品,Al4Sr相呈明顯粗大的長(zhǎng)柱狀,平均尺寸>800 μm。而經(jīng)過連鑄連擠工藝的線桿鋁鍶產(chǎn)品,Al4Sr 相大致彌散均勻,平均尺寸約在40 μm左右,氧化物和鹽類夾雜物遠(yuǎn)小于要求長(zhǎng)度。因此,連鑄連擠工藝制作的AlSr(10%)合金滿足金相要求,達(dá)到了預(yù)期的效果。
4.3.2 成分及力學(xué)性能
抽選的三段AlSr(10%)合金線桿進(jìn)行成分檢測(cè),其Sr 含量穩(wěn)定在10%左右,金屬鍶燒損率僅7.14%,其他成分均符合標(biāo)準(zhǔn)要求。成品成分檢驗(yàn)結(jié)果見表4。
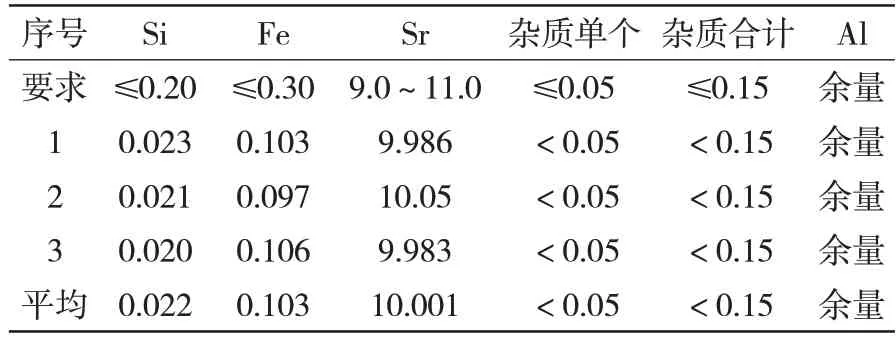
表4 成品成分檢驗(yàn)結(jié)果 %
參考YS/T 447.1—2011《鋁及鋁合金晶粒細(xì)化用合金線材第1 部分鋁-鈦-硼合金線材》和YS/T 447.2—2011《鋁及鋁合金晶粒細(xì)化用合金線材第2部分鋁-鈦-碳合金線材》標(biāo)準(zhǔn)進(jìn)行力學(xué)性能檢測(cè),級(jí)別要求見表5。
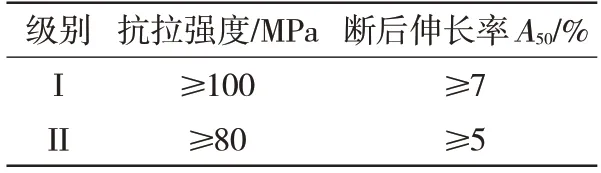
表5 成品力學(xué)性能檢驗(yàn)級(jí)別要求
經(jīng)檢驗(yàn),試驗(yàn)AlSr合金線卷產(chǎn)品抗拉強(qiáng)度實(shí)測(cè)值112 MPa,斷后伸長(zhǎng)率實(shí)測(cè)值7.2%,已經(jīng)達(dá)到鋁鍶合金I級(jí)別產(chǎn)品,能夠滿足規(guī)定要求。
5 結(jié)語(yǔ)
從試驗(yàn)成品的檢驗(yàn)結(jié)果可以看出,各項(xiàng)檢驗(yàn)結(jié)果均符合市場(chǎng)需求和國(guó)家標(biāo)準(zhǔn)。通過調(diào)整鑄造和擠壓的技術(shù)條件,采用科學(xué)有效的操作方法,連鑄連擠技術(shù)工藝用以制備鋁鍶合金線桿可以實(shí)現(xiàn)工業(yè)生產(chǎn)。山東濱州華創(chuàng)金屬有限公司研發(fā)的鋁鍶合金線桿制備的連鑄連擠工藝技術(shù)條件與操作方法,現(xiàn)已進(jìn)行大規(guī)模工業(yè)生產(chǎn),生產(chǎn)線運(yùn)行正常,合金成分穩(wěn)定,性能優(yōu)良,經(jīng)濟(jì)效益明顯,具有推廣價(jià)值。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
