方坯連鑄結晶器液面波動的原因及控制措施
2022-01-08 07:53:06李浩,李新
山東冶金 2021年6期
李 浩,李 新
(馬鞍山鋼鐵股份有限公司特鋼分公司,安徽 馬鞍山 243000)
1 前言
結晶器液面出現波動將造成鑄坯質量的下降,較大的液面波動會破壞穩態澆注,保護渣易卷入鑄坯內,被凝固坯殼捕捉,鑄坯內部夾雜物特性超標;同時,現場生產實踐及文獻均表明,隨著液面波動的惡化,鑄坯非金屬氧化物夾雜含量明顯增多[1],進而惡化軋材質量。液面波動劇烈時,出現縱裂漏鋼或渣漏生產事故的概率加大[2],生產事故將增加非計劃停機時間,影響連鑄機生產效率。因此,研究結晶器液面波動的產生因素并采取對應優化方案,不僅可以提高連鑄的穩定生產,而且對保證穩態澆注,得到優質鑄坯有顯著意義。
某鋼廠方坯連鑄機由Danieli公司工藝總負責,主要產品為軸承鋼、齒輪鋼、彈簧鋼等優特鋼,此類鋼種對鑄坯質量要求非常嚴格,結晶器液面波動>±3 mm,將進行判廢處理。結合現場生產,分析了造成方坯連鑄機液面波動的各類因素,同時制定出穩定結晶器液面波動的優化工藝。
2 工藝流程及結晶器液面波動特征
該廠方坯連鑄機工藝流程為:UHP-LF-RHCCM-緩冷-入庫-軋制或直接熱送-軋制。方坯連鑄機主要參數指標見表1。

表1 方坯連鑄機主要參數指標
該廠定義,在澆注過程結晶器內的鋼水實際液位大于設定液位±3 mm,維持超過20 s 以上,為結晶器液面波動。現場實際跟蹤發現,該方坯連鑄機結晶器液面波動有如下特征:(1)具有偶發性,整個澆次中個別爐次存在,且液面波動產生的時間段也具有偶然性。(2)較大的液位波動,往往在鑄坯表面留下較嚴重的凹坑缺陷。(3)液面波動情況與塞棒吹氬量有直接關系。
3 方坯結晶器液面波動形成原因
3.1 保護渣
該廠方坯連鑄機引用達涅利設計先進的結晶器液位自動控制技術,采用Cs137檢測結晶器內液態鋼水的位置,通過在系統內預先設定液位值,然后將檢測到的鋼水液位與之進行對比分析。根據對比得出的信號,系統自動控制塞棒位置動作,實現結晶器液位的自動控制[3]。
然而,射源液位檢測技術難以規避保護渣的干擾,實際射源檢測的液位為高溫鋼水液位和熱態保護渣厚度疊加之和。同時,加入結晶器的保護渣會干擾射源射線的傳輸與吸收,有文獻表明,當保護渣加入20~30 mm 厚度時,將會給Cs137 液位檢測系統產生一定的13~19 mm 的虛假鋼液信號,即Cs137液位檢測系統產生一個較大量程的波動虛假信號,而實際鋼液面將會產生12.6~18.9 mm 的波動[4]。這將對連鑄坯質量產生重大影響,甚至出現卷漏生產事故。
根據該廠現場操作人員推渣及生產的錄像調取,發現個別操作人員推保護渣容易引起結晶器液面波動,從第1流到第5流或從第5流至第1流順序產生液面波動,液面波動頻率較為固定,間隔周期與守流人員推渣周期相同。
3.2 水口結瘤物脫落
使用鋁脫氧的鋼種,鋼中鋁含量較高,澆注時極易發生如下反應:

Al2O3為高熔點夾雜物,該類夾雜物會隨著連澆時間的延長而慢慢絮集在棒頭、SEN 碗部及內壁,堵塞水口[5],進而發生結瘤。雖然澆注過程水口結瘤較為緩慢,但是當結瘤物剝離附著點,此時水口堵塞瞬間解除,由于液位控制系統的閉環作用,塞棒位置自動瞬間調整,結晶器內發生較大波動。
3.3 塞棒吹氬參數
對可澆性不好的鋼種,國內鋼廠通常使用塞棒吹氬技術。塞棒吹入氬氣,可以使SEN內鋼液流場發生變化,杜絕Al2O3等在SEN碗部及內壁的絮集,從而避免因水口碗部及內壁堵塞造成的棒位上漲及結瘤物剝離而造成的結晶器液面波動。但是,若吹入的氣體量控制不合適,將會加重液面波動。氬氣流量太小,防堵效果差,容易結瘤,且氬氣管道背壓無法保證正壓,容易吸入空氣,污染鋼水,加劇結晶器液面波動;流量太大,結晶器內上浮的氬氣泡變大,在氣泡脫離鋼液面時炸裂瞬間產能的動能增加,對結晶器內液面的擾動變大,極易使鋼水因二次氧化而受到污染。
統計了該廠連澆58爐使用塞棒吹氬鋼種的澆注,氬氣流量對液面波動的影響如圖1所示。生產實際發現,氬氣流量控制在2.5 L/min,對液面波動影響最小。
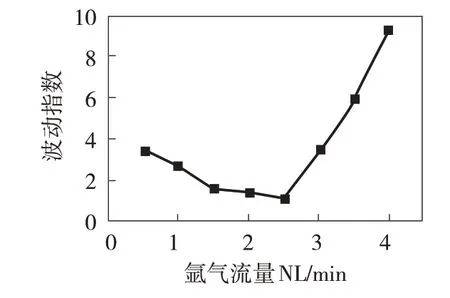
圖1 氬氣流量對結晶器液面波動的影響
3.4 塞棒控制系統
特殊鋼澆注均采用塞棒控流。塞棒控制系統發生故障,塞棒控流效果將會受到影響,必然產生液面波動。生產實踐發現,塞棒控制系統故障主要包括:塞棒機構定位銷松動甚至斷裂、鋼帶卡殼、塞棒電機跳電等。因塞棒控制系統故障而產生的液位波動,均為瞬時、大幅度的波動,故障消除后,塞棒位置恢復。
3.5 水口插入深度
國外冶金學者Teshima 等人,為了定量地研究結晶器內鋼液流場對結晶器液面波動的決定性大小,采用了以下公式來表征結晶器液面波動情況。指出,當F位于3~5,結晶器液面比較穩定[6]。波動函數定義為:

式中:ρ為結晶器內鋼液密度,kg/m3;QL為拉速,m3/s;υe為鋼水流股到達窄面碰撞速度,m/s;θ為鋼水流股與結晶器窄面的碰撞角度,°;D為碰撞點到結晶器液面的距離,m。
由此可見,在浸入式水口的形狀、水口出口角度、拉速固定的情況下,SEN 插入深度決定了液面波動情況。中包鋼水由SEN注入結晶器內,注流由側孔流出,到達銅管壁后,因銅管避的阻擋作用,注流將產生上升流股和下降流股。上升流股向上運動,直接擾動鋼水液面,流股動能越大,越容易引起液面波動。側孔SEN插入深度,決定著結晶器內液面擾動情況:水口插入太淺,上升流股路徑短,動能大,加大對結晶器液面的擾動,形成較大的液位波動,且易引起卷渣;水口插入深度太大,結晶器內溫度場不均勻,表現為鋼水上表面熱能缺乏,影響化渣效果,結冷鋼,造成液面波動。
經過生產實踐統計得出,液面波動隨側孔SEN插入深度變化曲線見圖2。可見,SEN 插入過深或過淺都會引起液面波動的加劇,側孔SEN插入深度在100~120 mm對液面波動影響最小。
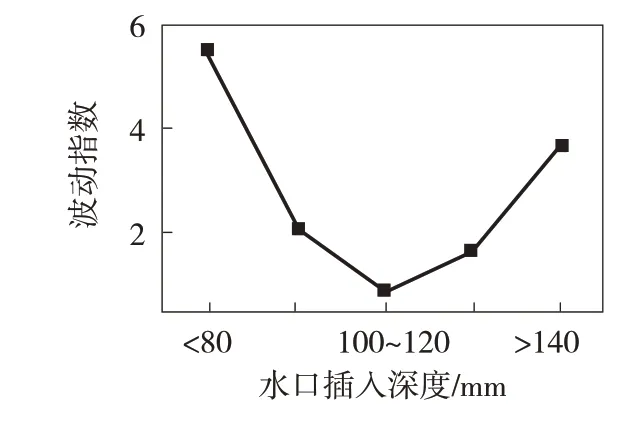
圖2 側孔水口插入深度對結晶器液面波動的影響
4 控制措施
4.1 保護渣
射源液位檢測技術難以規避保護渣的干擾,實際射源檢測的液位為高溫鋼水液位和熱態保護渣厚度疊加之和,保護渣過量加入時,導致結晶器內實際鋼液位遠低于射源檢測的液位值。因此,生產過程中,需做到:(1)標準化作業,添加保護渣需做到每次添加量少、添加頻次多,每次添加的保護渣要均勻覆蓋結晶器,保證總渣層厚度40~50 mm,液渣層厚度7~9 mm。使用專用保護渣厚度測量工具。(2)使用自動加渣設備。
4.2 結瘤及水口堵塞
易結瘤鋼種澆注過程,容易發生結瘤物剝離和因水口碗部、內壁堵塞造成的棒位上漲,繼而造成結晶器液面波動,為此應做到:(1)做好全程保護澆注,杜絕鋼水的再污染,杜絕Al2O3等夾雜物在塞棒頭部、SEN 碗部和內壁的絮集及結瘤物的脫落;做好保護渣添加工作,防止鋼水結冷鋼,造成液面波動。(2)采用吹氬塞棒澆注工藝時,需注意出吹入氣體最合適流量值,既要保證可以有效防止結瘤,也要時刻注意不能產生液面波動[7]。現場實際生產經驗,吹入的氬氣量控制在2.5 L/min 左右,對結晶器內鋼液面影響最小。
4.3 水口插入深度
側孔SEN插入深度直接決定了結晶器內流場,并決定著結晶器內液面擾動情況,必須保證SEN插入深度。現場實踐證明,SEN 插入深度在100~120 mm,可極大地降低液面波動的產生。措施:(1)生產準備期間,在水口固定位置做好標記,便于后續測量。(2)使用SEN 插入深度專用工具測量插入深度。(3)開澆前,中包升降編碼器清零,防止計數故障帶來的測量誤差。(4)使用自動錯水口工藝,保證水口插入深度不受人為升降中包影響。
4.4 塞棒控制系統
保證塞棒—液位控制系統穩定,應例行檢查電纜狀態,包括塞棒機構電源線及信號線是否過燒、短路;檢查機構定位銷安裝是否牢固;保證塞棒電機冷卻不過熱。
5 結語
對比統計了之前生產的410爐澆注液面曲線,波動超過±3 mm 的比例達到11.45%;采用控制措施,統計了500 爐的澆注液面曲線,波動超過±3 mm的比例降低至0.8%。以上優化措施,可有效地穩定結晶器液面,提高了鑄坯質量,鑄坯廢次降率大大降低,為穩態澆鑄高品質鋼提供了有力保障。
猜你喜歡
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
測控技術(2018年9期)2018-11-25 07:45:00
石油化工自動化(2018年5期)2018-11-14 02:34:30
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
電子測試(2017年11期)2017-12-15 08:57:07
新聞傳播(2015年10期)2015-07-18 11:05:40
汽車維護與修理(2015年2期)2015-02-28 12:15:41
