涂料數碼轉移印花干打印膠漿的研制
2022-01-09 13:59:08郝晴晴劉金樹
印染助劑 2021年12期
李 琳,郝晴晴,劉金樹
(河北科技大學紡織服裝學院,河北石家莊 050000)
數碼轉移印花是由數碼噴墨印花機將圖案打印到特定轉印紙上,然后將印花紙覆蓋于待印布料表面,通過加熱加壓將印花紙上的圖案轉移到布料上完成印花。轉移印花能夠精確印制圖案,同時幾乎不會引起環境污染,便于間歇式機械化生產,工藝流程簡單,無需固色,有逐漸替代傳統印花的勢頭。數碼轉移印花多為分散染料對滌綸織物印花,在織物選擇和色域上有很大的局限性[1]。涂料墨水通過黏合劑附著在纖維表面,適用于所有纖維,尤其是混紡織物,有很好的發展前景。我國涂料數碼噴墨印花處于起步階段。本研究采用黏合劑、增稠劑、增塑劑、鈦白粉及其他輔助成分制備涂料數碼印花膠漿,作為涂料墨水和熱熔膠層的連接橋梁,使涂料墨水可以牢固地附著于熱熔膠膜上;再將離型紙揭下,使熱熔膠層貼在織物上,對織物進行加熱加壓,圖案即完全轉印。探討膠漿組成及配比對織物白度、彈性、耐摩擦色牢度及著色K/S值等指標的影響,最終確定制備膠漿的優化工藝。
1 實驗
1.1 材料與儀器
材料:白色緯編32s彈力面料(棉95%,氨綸5%),聚丙烯酸酯類黏合劑,鈦白粉,羥乙基纖維素增稠劑,JFC 非離子型潤濕劑,9166 分散劑,液體石蠟,丙二醇,陽離子增艷劑(含有伯氨基團的聚胺類,自制),高溫交聯劑(市售)。
儀器:A3UV 平板打印機(深圳東申彩印科技有限公司),WSB-2 型數顯白度儀(上海平軒科學儀器有限公司),Color I5 型測色配色儀(美國愛色麗公司),Y-571A 型干(濕)摩擦牢度儀(溫州市大榮紡織標準儀器廠)。
1.2 涂料數碼轉移印花干打印膠漿的制備
向燒杯中加入水、黏合劑、潤濕劑、陽離子增艷劑及分散劑等,一邊攪拌一邊加入鈦白粉,高速攪拌一定時間,待鈦白粉分散均勻后加入一定量增稠劑,攪拌,再加入增塑劑(液體石蠟與丙二醇),制成水性涂料數碼轉移印花膠漿。
1.3 數碼轉移印花工藝
轉印紙的制作:在離型紙上均勻涂覆熱熔膠膜→在熱熔膠層上均勻涂覆或網印干打印水性涂料數碼轉移印花膠漿→在一定溫度下干燥后噴印水性涂料圖案。
轉移印花:揭掉離型紙→將熱熔膠層覆蓋于需要轉印的織物上→在一定溫度、時間、壓力下壓燙完成印花。
1.4 測試
1.4.1 黏度
按照GB/T 22235—2008《液體黏度的測定》,采用數字黏度計測定。
1.4.2 白度
將織物折疊到不透光,按照GB/T 17644—1998《紡織纖維白度色度試驗方法》測定,在不同位置測試3次,取平均值。
1.4.3 K/S值
將印花織物折疊至不透光,用測色儀在D65光源下測量最大吸收波長下的K/S值(每個試樣均采取同一花型的同一位置),測量3 次,取平均值。K/S值越大,織物噴印顏色越深。
1.4.4 色度
將印花織物折疊至不透光,用測色儀在D65光源下測量數碼印花部位的L值,取3 個不同位置測量,取平均值。
1.4.5 耐摩擦色牢度
干摩擦:取一塊50 mm×50 mm 的白色棉布固定于儀器的摩擦頭上,摩擦10 次后取下,用標準比色卡對比摩擦布,評定干摩擦色牢度。
濕摩擦:取一塊50 mm×50 mm 的白色棉布,用儀器的液槽及軋輥浸軋,固定在摩擦頭上,摩擦10 次后取下,用標準比色卡對比摩擦布,評定濕摩擦色牢度。
1.4.6 拉伸韌性
剪取80 mm×40 mm 高彈織物,將配制好的膠漿刮涂于織物上(刮涂3 次),80 ℃烘干,120 ℃焙烘1.5 min。將該彈性織物在高彈方向從原始80 mm 拉伸至150 mm,觀察織物表面的裂紋情況,視裂紋情況將膠膜彈性分為5 個等級(Ⅰ級:初始拉拽時較用力,后突然省力,裂紋寬且長,十分明顯,可看到原本的織物顏色;Ⅱ級:初始拉拽時較用力,后突然省力,裂紋明顯,但相對Ⅰ裂紋較細,有明顯縫隙;Ⅲ級:初始拉拽時較省力,后拉力逐漸變小,裂紋變短變少,有明顯縫隙;Ⅳ級:初始拉拽時較省力,后拉力減小不明顯,裂紋不太明顯,有些許縫隙;Ⅴ級:初始拉拽時省力,后拉力不變,無裂紋,有幾處呈點狀縫隙。)
2 結果與討論
2.1 膠漿組分對膠膜彈性、白度及膠漿黏度的影響
2.1.1 黏合劑用量對膠膜彈性的影響
聚丙烯酸酯類黏合劑能形成光澤度較好的耐水薄膜,在室溫下柔韌且富有彈性,具有黏度低、牢度好、柔韌性好等優點。由表1 可知,隨著黏合劑用量增加,膠膜拉伸韌性逐漸增強,當黏合劑用量為60%時,拉伸織物后膠膜層幾乎無裂紋且具有較好的柔韌性。繼續增加黏合劑用量,裂紋及縫隙變化不明顯,且有粘手現象,故黏合劑用量確定為60%。
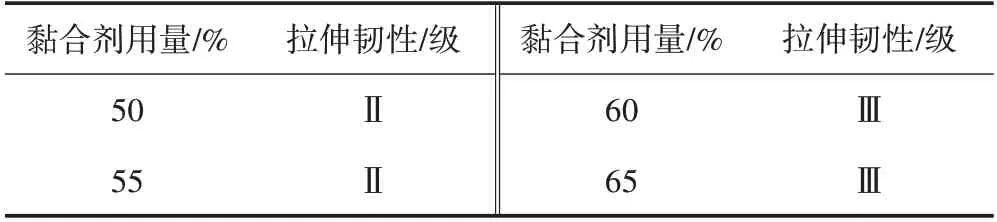
表1 黏合劑用量對膠膜拉伸韌性的影響
2.1.2 增稠劑用量對膠漿黏度的影響
本實驗以羥乙基纖維素作為增稠劑,其水溶性和保水性均較好,對涂膜性能影響小,具有增稠效率高、耐電解質性能好、相容性好、儲存穩定、黏度穩定性佳等優點。纖維素分子鏈是由脫水葡萄糖組成的帶有羥基的聚合鏈,可以通過分子內或分子間形成氫鍵,也可以通過與水發生劇烈的水合作用和分子鏈纏繞實現水相黏度的提高[2-3]。由表2 可知,隨著增稠劑用量增加,印花膠漿黏度逐漸增大。當增稠劑用量低于1%時,黏度偏低,膠漿會滲入織物,造成遮蓋力下降且不平整;當增稠劑用量為1%時,膠漿黏度適中,并具有較好的流動性,涂覆過程流暢;當增稠劑用量高于1%時,膠漿黏度過稠,無法正常進行涂覆且影響牢度。故增稠劑的優化用量為1%。
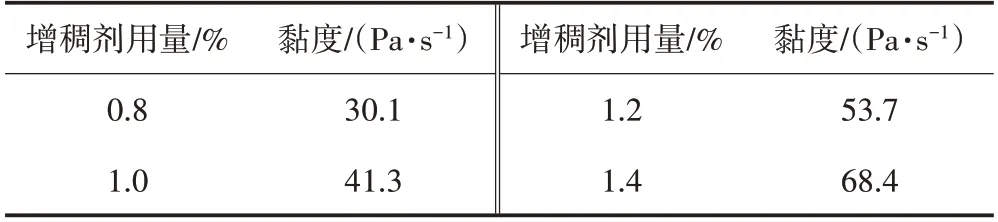
表2 增稠劑用量對膠漿黏度的影響
2.1.3 鈦白粉用量對織物白度的影響
當使用較淺顏色的涂料對深色織物進行印花時,需要膠漿具有一定的遮蓋性與較高的白度,使印花基底白度增加,涂覆后白度越高,印花圖案的色彩越飽和鮮艷。二氧化鈦折射率高,具有純潔的白度和良好的遮蓋力,不僅能增強涂料的性能(使涂料擁有更好的遮蓋力、耐候性),還能提高涂膜的強度和吸附力,防止出現較大的裂縫,延長使用壽命。鈦白粉能夠在膠漿涂層表面形成一層或多層多孔包膜,使涂層孔隙率增大,光線照射時,經過多孔隙的反復折射,大大增加涂覆膠漿后織物的白度[4]。由圖1 可以看出,隨著鈦白粉用量增加,涂覆后織物的白度增加,當鈦白粉用量大于20%后,織物白度增加幅度逐漸平緩,且鈦白粉用量過高會影響牢度,使織物手感變硬,因此確定鈦白粉優化用量為20%。
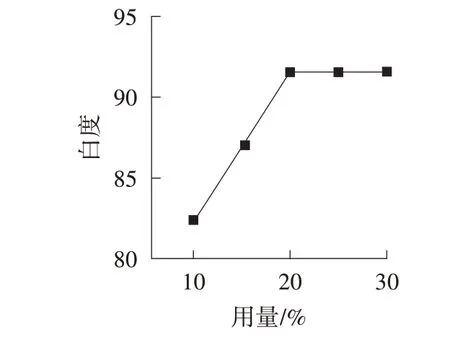
圖1 鈦白粉用量對涂覆膠漿后織物白度的影響
2.2 增塑劑用量對涂覆膠膜織物拉伸韌性的影響
增塑劑是一種分子質量較低、揮發度很小的有機化合物,主要用來增強涂膜的柔韌性,其作用機理是增塑劑分子插入聚合物分子鏈之間,削弱聚合物分子鏈之間的應力,增強聚合物分子鏈的移動性,降低分子鏈的結晶度,從而使聚合物的塑性增加。對于某些脆性的涂料基材來說,要想獲得具有較好柔韌性和其他機械性能的涂膜,加入增塑劑非常關鍵[5]。常用的增塑劑多為鄰苯二甲酸酯類,但此類增塑劑有毒,對人體危害較大,丙二醇為水性增塑劑,液體石蠟為拒水性增塑劑,為獲得良好的打印效果與較強的拉伸韌性,選用兩種增塑劑協同增效。
2.2.1 丙二醇用量
丙二醇是一種非常重要的有機化工原料,其性能優良(黏性、吸濕性好),并且無毒,廣泛用于稀釋劑、增塑劑等。由表3 可以看出,隨著丙二醇用量增加,涂覆膠膜織物的彈性和韌性逐漸增強,當丙二醇用量大于5%后,膠膜拉伸韌性增強效果不明顯,因此丙二醇用量選擇5%。
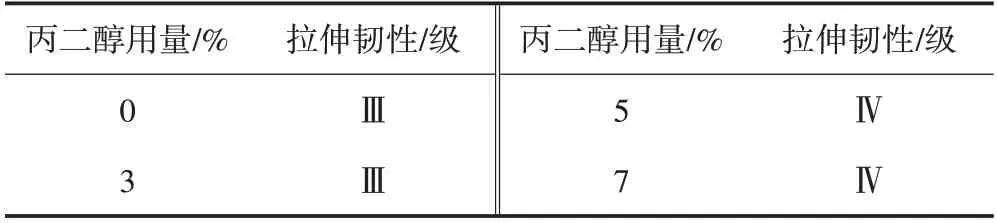
表3 丙二醇用量對涂覆膠膜織物拉伸韌性的影響
2.2.2 液體石蠟用量
液體石蠟是由石油所得精煉液態烴的混合物,主要為飽和環烷烴與鏈烷烴混合物,具有增塑效果好、來源豐富、成本低廉、污染性小等優點。由表4 可以看出,隨著液體石蠟用量增加,涂覆膠膜織物的拉伸韌性逐漸增強,當液體石蠟用量為5%時已達到Ⅴ級,在強力拉伸下膠膜幾乎無裂紋出現,當液體石蠟用量繼續增加時,拉伸效果變化不明顯,因此液體石蠟用量選擇5%。
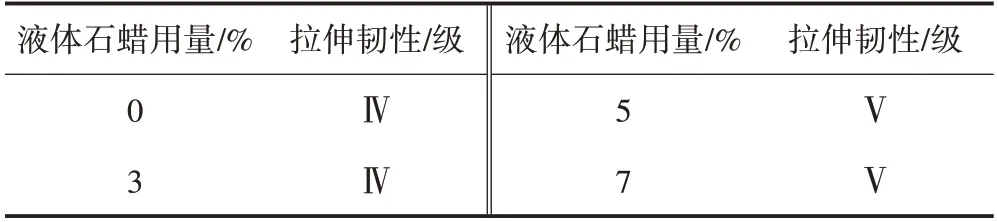
表4 液體石蠟用量對涂覆膠膜織物拉伸韌性的影響
2.3 陽離子增艷劑用量對印花圖案色彩鮮艷度的影響
含有伯氨基團的聚胺類弱陽離子增艷劑與黏合劑中少量陰離子乳化劑具有一定的相容性,能夠增加織物表面張力,提高涂料附著力,得到色澤鮮艷的印花織物[6]。由于伯氨基團為弱陽離子基團,當均勻涂覆于織物表面時,可使織物表面呈弱陽性,與涂料墨水中的陰離子產生親和力,減少墨水的滲入,從而獲得鮮艷的色彩。陽離子增艷劑用量對涂料噴印圖案色彩鮮艷度的影響見表5。
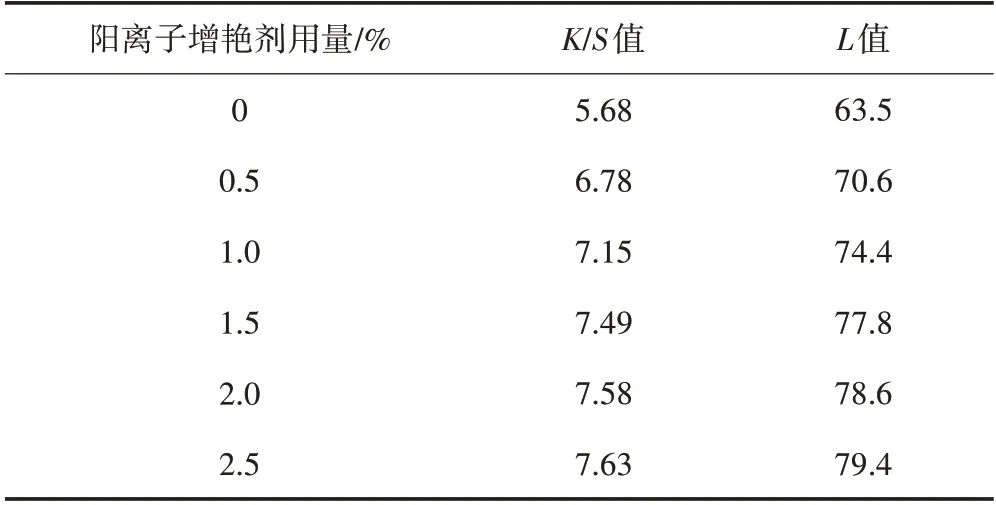
表5 陽離子增艷劑用量對涂料噴印圖案色彩鮮艷度的影響
由表5 可以看出,隨著陽離子增艷劑用量增加,印花圖案的K/S值及L值逐漸增大,圖案色彩更加鮮艷。當增艷劑用量為1.5%時,印花圖案顏色鮮艷、輪廓清晰,織物表面平整;當增艷劑用量大于1.5%時,涂料墨水在織物表面局部分布不均勻,涂料墨水聚集,出現堆墨現象,使圖案模糊不清。因此陽離子增艷劑用量選擇1.5%。
2.4 高溫交聯劑用量對印花圖案色彩鮮艷度及耐摩擦色牢度的影響
由于涂料數碼印花為表面得色,為提高耐摩擦色牢度,需要在膠漿中加入交聯劑,使其在黏合劑大分子長鏈間形成架橋鍵,更好地形成網狀結構,成膜后使得涂料墨水發色成分更加難以脫落,以此增加耐摩擦色牢度[7]。由表6 可以看出,隨著交聯劑用量增加,織物印花圖案的K/S值、L值及耐摩擦色牢度均逐漸增大。當交聯劑用量為1.0%時,耐摩擦色牢度已經達到最大值;當交聯劑用量超過1.0%時,隨著交聯劑用量增加,膠漿體系變得較不穩定,久置會出現破乳跡象。因此交聯劑的優化用量為1%。
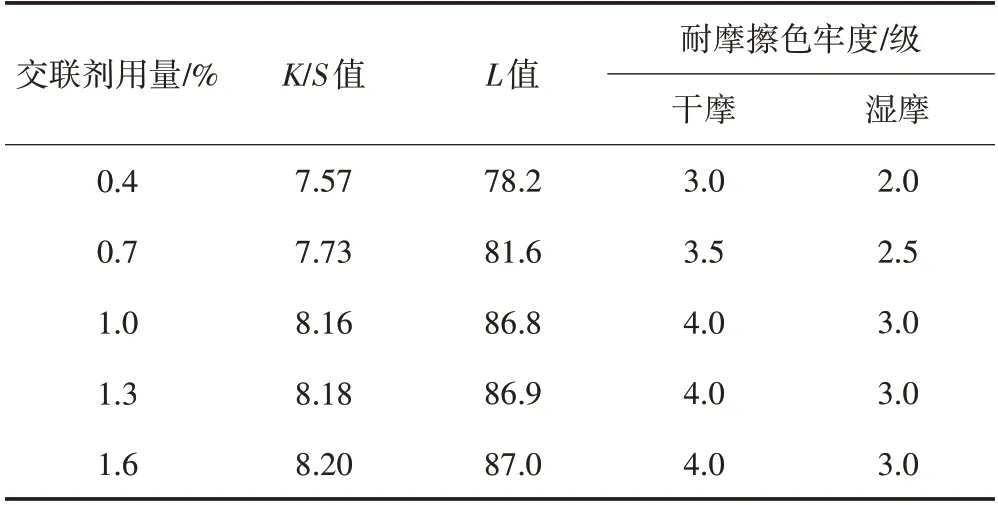
表6 高溫交聯劑用量對印花圖案色彩鮮艷度及耐摩擦色牢度的影響
3 結論
(1)水性涂料數碼轉移印花工藝中膠漿的優化成分和比例:聚丙烯酸酯類黏合劑60%,鈦白粉20%,增稠劑(羥乙基纖維素)1%,丙二醇5%,液體石蠟5%,陽離子增艷劑1.5%,高溫交聯劑1%。
(2)用優化工藝進行涂料數碼轉移印花織物的K/S值為8.16,L值為86.8,手感柔軟,耐干濕摩擦色牢度分別達到4級和3級。
(3)此類方法不局限于滌綸織物,適用于所有纖維,尤其是混紡織物,且涂料噴印后圖案的耐拉伸性能好,使用壽命長。