鐵路EA4T車軸疲勞開裂失效機制及對策
2022-01-10 06:38:40于文壇
鐵道機車車輛 2021年6期
關鍵詞:裂紋
陳 剛,蒲 紅,叢 韜,張 艷,吳 毅,于文壇
(1 寶武集團馬鋼軌交材料科技有限公司,安徽馬鞍山 243021;2 馬鋼股份有限公司,安徽馬鞍山 243021;3 中國鐵道科學研究院集團有限公司 金屬及化學研究所,北京 100081)
高鐵車軸是保障動車組安全可靠運行的關鍵部件之一,與車輪通過過盈配合組成輪對,承受機車車輛的全部質量。車軸在運用中的受載狀態比較復雜,不僅承受簧上垂向力、制動力和車輪的反作用力,而且承受來自線路的沖擊載荷和通過曲線時橫向作用于輪緣的導向力,機車車軸還承受牽引力以及驅動裝置的反作用力,屬于承受疲勞的典型構件[1-6],因此有必要對高鐵車軸進行疲勞分析。
車軸疲勞研究中,輪座位置的微動疲勞、車軸表面殘余應力和車軸車削工藝研究受到人們關注。楊廣雪等研究了車軸輪座部位的微動疲勞,通過試驗和有限元仿真研究軸套間過盈量對微動疲勞的影響,過盈量不同導致接觸邊緣的應力集中不同,摩擦系數和套管長度對接觸壓力的影響主要體現在接觸邊緣的應力集中接觸界面上的摩擦剪切力及其極限值,均隨著過盈量、套管外徑或摩擦系數的增加而增加[7-8]。對于S38C車軸,表面淬火后存在殘余應力,李益華等研究了殘余應力對車軸疲勞性能的影響,包括熱鍛過程和熱處理過程產生的殘余應力,通過調控工藝,使殘余應力提高車軸疲勞性能[9-11]。此外,于鑫等研究了車削表面完整性對車軸疲勞性能的影響[12-14]。
文中采取失效分析的方法,對車軸軸身整體疲勞試驗發生疲勞失效的EA4T車軸,展開了裂紋斷口、裂紋萌生位置的微結構特征等分析,初步探討了生產制造過程中導致車軸疲勞開裂的失效機制,并提出了改進對策,為生產制造工藝優化提供支撐。
1 試驗方法
1.1 車軸疲勞試驗
車軸疲勞試驗在通過CNAS、CMA認證的全尺寸輪軸疲勞試驗臺進行。載荷控制精度高,運行時載荷示值誤差值小于0.5%,且具備早期裂紋自動識別功能,能夠按照歐盟標準EN 13260《鐵路應用—輪對和轉向架—輪對產品要求》、EN 13261《鐵路應用—輪對和轉向架—車軸產品要求》或者其他試驗方法進行車軸的實物疲勞試驗。
車軸疲勞試驗基本步驟如下:
(1)試驗前將車軸考核部位的最大應力幅作為控制參數,對車軸應力進行動態標定,以確定試驗所需施加的載荷。
(2)將車軸與工裝輪過盈配合組裝后的試驗試樣固定在設備連接板上后,由電機帶動不平衡質量系統旋轉產生離心驅動力,進而在試驗試樣上產生循環交變應力。
(3)試驗過程中通過試驗設備旋轉頻率的變化實時監控試樣是否出現裂紋。
(4)試驗結束后,用磁粉探傷方法進一步檢測是否出現裂紋。
1.2 試驗對象
試驗車軸為3根EA4T車軸軸身,按歐標EN 13261《鐵路應用—輪對和轉向架—車軸產品要求》要求,采用旋轉彎曲試驗方法完成了車軸實物疲勞試驗,標準規定EA4T整體實心車軸,疲勞極限值應≥240 N/mm2,經107次循環加載后應沒有裂紋。
3根車軸在進行實物疲勞試驗時,其中1根車軸循環加載到1.55×106次時發生失效(試驗應力為145 MPa,頻率為24.86 Hz),車軸軸身與輪座的圓弧過渡區存在2條周向裂紋。按照EN 13261—2011標準要求,對失效車軸的常規化學成分、拉伸性能、沖擊性能進行了檢驗分析,見表1、表2,均符合標準要求。失效車軸金相試樣顯微組織形貌如圖1所示,表層組織為貝氏體+回火索氏體,1/2半徑處組織為貝氏體+回火索氏體+鐵素體,中心處組織為貝氏體+回火索氏體+鐵素體。

表1 失效車軸的化學成分 單位:wt%

表2 失效車軸的力學性能

圖1 車軸顯微組織形貌
2 車軸疲勞失效分析
2.1 車軸斷口分析
失效車軸在距輪座8.5 mm左右存在2條周向裂紋,該2條裂紋處在輪座與軸身圓弧過渡區的相對稱位置,基本處于同一圓周,宏觀形貌如圖2所示。在車軸的周向裂紋處截取一段80 mm軸塊,裂紋包含在軸塊中間位置,將切下的軸塊進行超聲波探傷,裂紋1向內擴展深約50 mm,周向長約200 mm;裂紋2向內擴展深約22 mm,周向長約130 mm,裂紋向內擴展情況如圖3所示,從周向長度初步判斷裂紋1的產生應早于裂紋2。采用人工法將裂紋打開,裂紋1和裂紋2斷口宏觀形貌如圖4所示,屬于典型的多源疲勞斷裂,裂紋起源于輪座與軸身交界的R角處表面。

圖2 車軸周向裂紋宏觀形貌

圖3 周向裂紋向內擴展情況
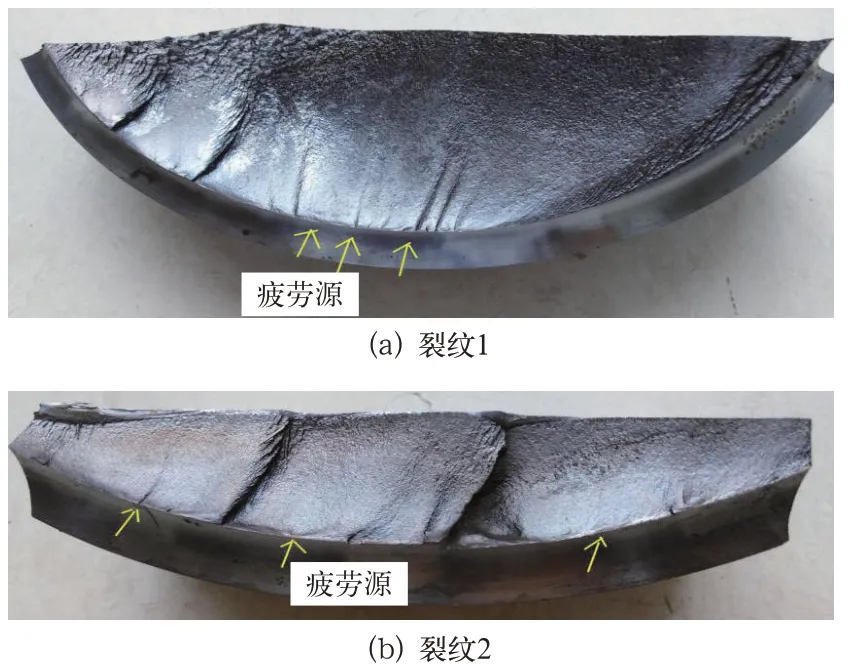
圖4 斷口宏觀形貌
斷口1處宏、微觀形貌和斷口附近車軸表面加工質量如圖5所示。在斷口1處取樣進行SEM斷口分析,發現斷裂起源于車軸表面,疲勞源處斷口宏、微觀形貌如圖5(a)、圖5(b)所示。疲勞快速擴展區可見疲勞輝紋,微觀形貌見圖5(c),斷口面附近車軸R角處表面可見加工刀痕,斷口面與加工刀痕方向基本平行一致,斷口面附近1 mm范圍內車軸表面還可見與刀痕一致的微裂紋,如圖5(d)、圖5(e)、圖5(f)所示。斷口2的情況基本同斷口1,在斷口面附近0.6 mm范圍內車軸表面可見與刀痕一致的微裂紋。

圖5 斷口1處宏、微觀形貌和斷口附近車軸表面加工質量

表3 失效車軸的高倍夾雜級別
將斷口1和斷口2在斷裂源處切開,磨斷口面的側面進行了缺陷金相觀察,斷裂起源處未見非金屬夾雜,斷裂起源處顯微組織為貝氏體+回火索氏體,斷裂源區微觀形貌和顯微組織如圖6所示。
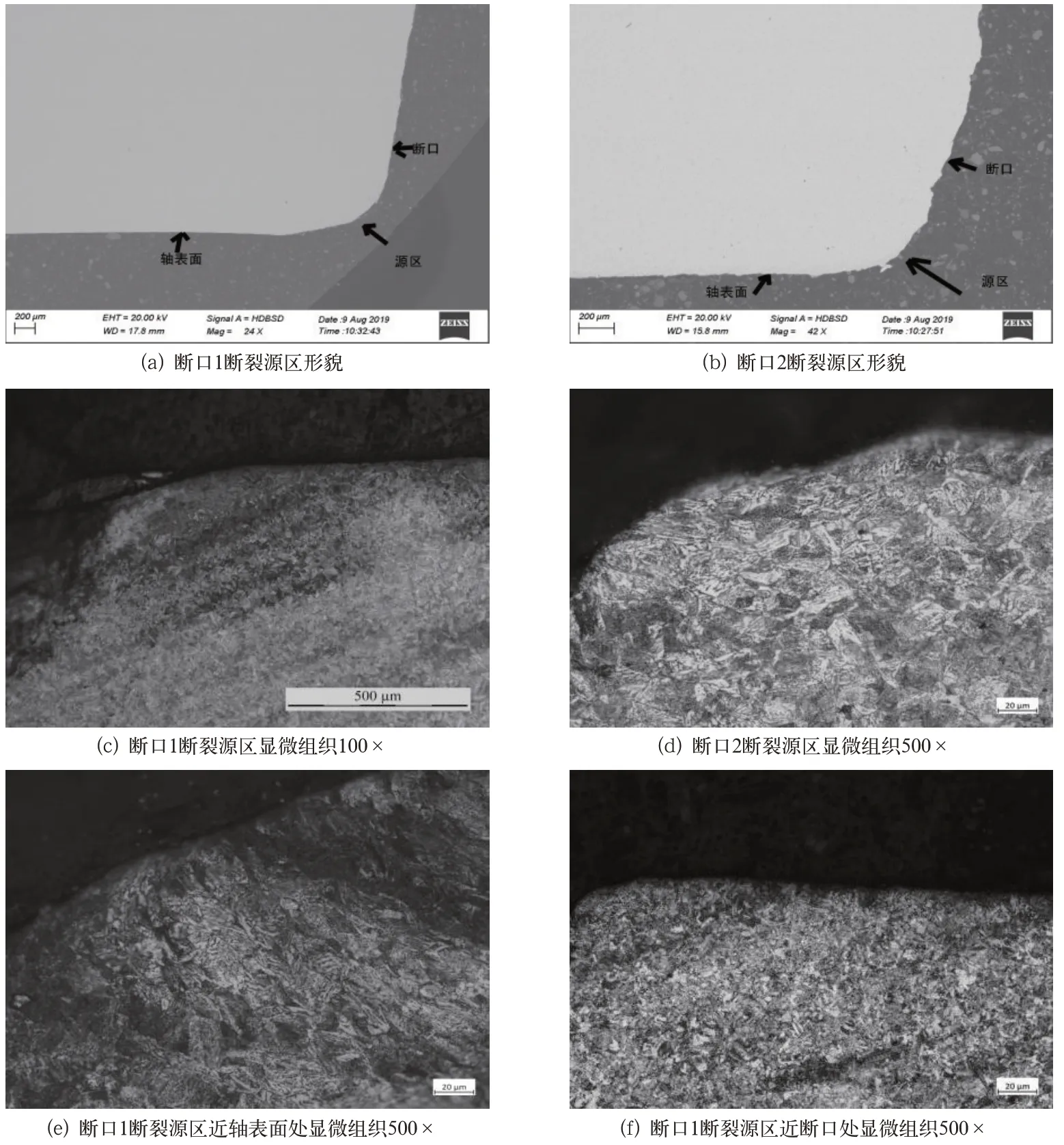
圖6 斷裂源區的微觀形貌和顯微組織
2.2 產生原因淺析和改進方法
通過對車軸周向裂紋的宏觀觀察和SEM觀察分析,如圖5所示,輪座與軸身之間圓弧過渡區2條周向裂紋的斷口均屬于典型的多源疲勞斷裂,裂紋均起源于軸表面,軸表面圓弧過渡區可見加工刀痕,裂紋萌生以及周向擴展方向與軸表面的加工刀痕方向有一致性。輪座與軸身交界處的圓弧過渡區,在車軸進行整體疲勞試驗過程中是一個高應力區。由于該車軸在輪座與軸身的圓弧過渡區加工質量不良,在交變應力的作用下,裂紋會在較深刀痕處萌生,并向內擴展。
此外,EA4T為歐標牌號的低碳合金鋼材,主要用于地鐵車軸和高速動車組車軸,需要通過調質處理來改善車軸的組織—性能匹配,所以標準EN 13261—2011規定,車軸1/2半徑處顯微組織應為貝氏體/回火索氏體組織。而從圖2和圖6可見,雖然該車軸表層顯微組織為貝氏體+回火索氏體組織,但貝氏體含量明顯偏多,且1/2半徑處為貝氏體+回火索氏體+鐵素體組織,存在一定的鐵素體組織,表2所示抗拉強度也處于標準要求的中間偏下水平,可見車軸調質處理效果不太理想,也會加劇疲勞裂紋的向內擴展。
可見,該件車軸發生整體疲勞失效的原因,初步判斷應與輪座和軸身交界處的圓弧過渡區加工質量不良和車軸調質處理效果不太理想有關。
應進一步優化車軸在輪座與軸身圓弧過渡區的加工工藝,消除較深加工刀痕。在不能采用磨削的情況下,車削時需要注意刀具及切削參數的選擇,車削刀片選擇相對較大的刀尖圓角,主要切削參數—線速度300 mm/min左右,高轉速、低進給量,達到較好的表面質量。
此外,應進一步優化車軸熱處理工藝,獲得良好的組織狀態。車軸有效尺寸較大,為改善車軸的組織—性能匹配,以獲得更優的顯微組織分布,可采用冷卻強度較高的水基淬火介質,并在淬火過程中通過淬火液的攪拌和車軸的上下竄動相結合等措施,進一步提高淬火冷卻能力,但要防止冷速過高導致車軸過大的彎曲變形尤其是淬火開裂的危險。
3 結論
初步判斷,車軸發生整體疲勞失效的原因,應與輪座和軸身交界處的圓弧過渡區加工質量不夠理想和車軸熱處理效果不佳有關。
建議應進一步優化車軸輪座與軸身圓弧過渡區的加工工藝,消除較深加工刀痕,同時優化車軸熱處理工藝,獲得更理想的組織—性能匹配。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38