3D打印建筑工程結構設計與施工技術
2022-01-12 06:06:08張永虹王新元戴耀文王新珂
中國建材科技 2021年3期
張永虹 王新元* 戴耀文 王新珂
(1 北京美斯頓科技開發(fā)有限公司,北京 100020;2 北京文和人居建設科技有限公司,北京 100000)
0 前言
3D建筑打印技術是近年來新興的以輪廓工藝為基礎的建筑構筑技術,相較于傳統(tǒng)建筑施工方式,具有環(huán)保、節(jié)能、高效、低成本、施工安全等優(yōu)勢,具有廣闊的發(fā)展前景[1-6]。與傳統(tǒng)施工方式不同,建筑3D打印實施過程是通過打印控制系統(tǒng),按照一定設計路徑將油墨材料噴出,以此成型構筑建筑的主體結構[7-12]。本文結合實體工程案例,介紹基于3D打印的墻體結構方案及技術處理措施,其具有打印基礎穩(wěn)固性高、與墻體結合性好的優(yōu)勢。
1 工程概況
本工程位于北京市昌平區(qū)馬池口鎮(zhèn),為單層3D打印建筑,名為“毛氈房小屋”。建筑面積24.8m2,建筑高度3m,屋頂采用輕鋼結構,基礎圈梁采用現(xiàn)澆混凝土,墻體及基礎均采用現(xiàn)場打印且一體成型方式。
本工程在對原始地面硬化處理后進行,建筑設計使用年限為5年,打印墻體的厚度基于現(xiàn)有混凝土墻參數(shù)及打印噴頭的尺寸綜合考慮確定,打印基礎及圈梁由計算確定。
2 設計方案
本設計方案包括打印基礎、現(xiàn)澆圈梁、打印墻體和門窗過梁及房頂設計方案,除圈梁及房頂外,其余全部采用3D打印技術方式完成。本工程提出一種基礎、圈梁及墻體的連接施工方式。
2.1 基礎設計
整個打印基礎寬度為800mm,打印形狀為“凹”字樣式,打印機采用70mm打印噴頭,由里向外連續(xù)打印12圈完成。打印基礎的高度為局部200mm,兩邊側140mm寬度處高度為300mm。見圖1~圖3。
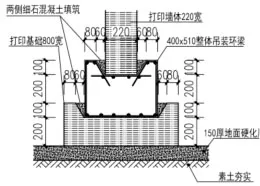
圖2 基礎整體剖面圖Fig.2 Overall profile of foundation
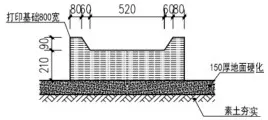
圖3 基礎1-1剖面Fig.3 Foundation 1-1 section
2.2 圈梁設計
圈梁采用現(xiàn)澆混凝土方式完成,打印基礎上設置400mm×510mm整體吊裝圈梁,兩部分之間采用3D打印部分的凹槽連接,同時采用表面鑿毛法使其形成更緊密的連接。而后空隙部分采用填充細石混凝土,加強了兩部分的連接。設置圈梁的目的在于防止地基的不均勻沉降或較大振動荷載等對房屋的不利影響,以增強房屋的整體剛度及墻體的穩(wěn)定性。考慮到后期吊裝和移動情況,此圈梁內(nèi)預埋四根φ100mm×6mm鋼套管,平均分布。見圖4。
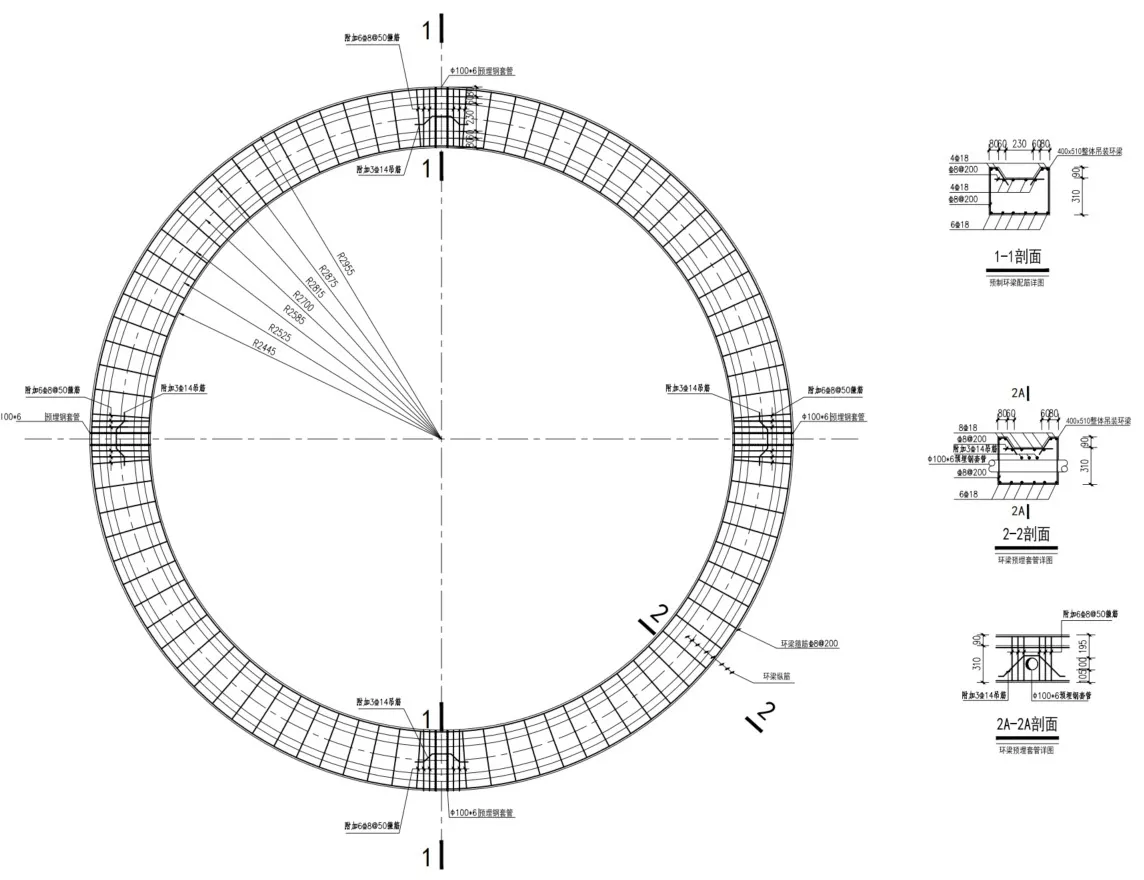
圖4 圈梁平面圖Fig.4 Circle beam plan
2.3 墻體及門窗設計
圈梁上打印墻體的部分采用同樣方式完成兩部分的結合。打印過程中在墻體高度為573mm、861mm、1347mm、1833mm和2463mm處分別水平布設橫向鋼筋,整個墻體打印中只需局部添加水平的橫向鋼筋,規(guī)格為Φ12mm。鋼筋添加位置在門窗附近,防止后期結構受力造成裂縫。門窗采用臨時模板,完成后用15mm厚砂漿覆面。墻體鋪設Φ12mm橫向鋼筋,門、窗邊鋪設Φ6mm豎向鋼筋,用15mm厚的砂漿涂抹,加強墻體和門窗的一體性。見圖5、圖6。
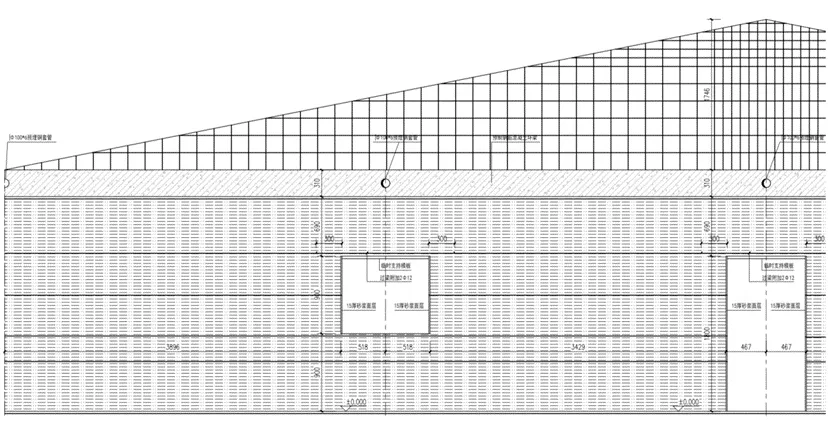
圖5 打印墻體外立面Fig.5 The facade of the printing wall
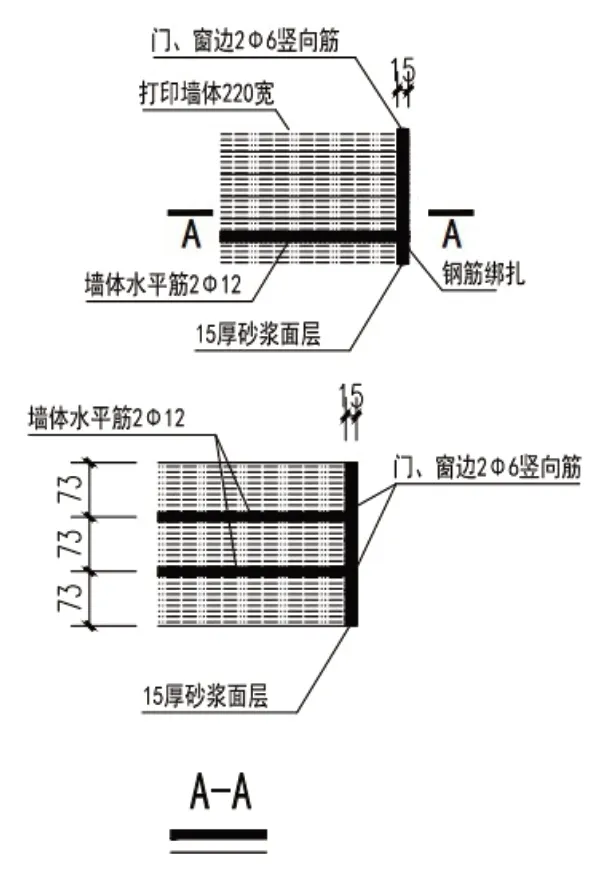
圖6 門窗邊構造詳圖Fig.6 The detail construction of windows and doors
2.4 房頂設計
墻體打印完成后,將15mm厚的水泥砂漿涂覆于墻體的最頂層橫向鋼筋上,涂覆時添加預埋件;房頂采用鋼結構形式,質(zhì)量輕,結構強,如圖7所示,中心為直徑1000mm玻璃,外側共劃分為12份單體區(qū)域,單體弧長為1628mm,相鄰區(qū)域夾角為30°,圓弧通過焊接形成臺式結構,高1507mm,通過膨脹螺栓與墻體連接。
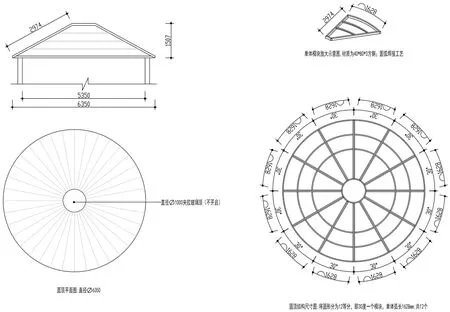
圖7 房頂平面及尺寸圖Fig.7 The roof plane and dimension
3 施工階段方案
3.1 施工總流程
在3D打印建筑過程中,建筑設計的同時進行預準備階段,包括材料、設備進場就位、地面硬化等,墻體打印過程包括程序路徑設計、墻體打印、洞口預留、預留預埋件等,后期包括墻體的養(yǎng)護等。具體流程如下:施工準備→水、電、道路布設→材料進場、場地平整→地面硬化→建筑物放線、定位→打印設備就位→機械臂定位→打印程序編制→基礎鋼筋、模板、混凝土→墻體打印、鋼筋預埋、門窗洞口預留→過梁模板安裝→打印過梁上部墻體→埋設預埋件→墻體養(yǎng)護→屋頂安裝→裝飾、機電安裝。
3.2 打印工序
打印前需對基體進行找平處理,基體表面高差≤±10mm,確保打印厚度滿足設計要求。打印過程中隨時觀察打印出料端的儲料量、打印材料的質(zhì)量、打印速度及打印成型的質(zhì)量情況。打印時,每打印完一層進行構件寬度和打印層厚度的檢測,驗證實際打印的寬度、厚度與設定值之間的誤差,當誤差大于5mm時進行相應調(diào)整。經(jīng)現(xiàn)場實際打印檢測,打印氣溫在10~20°C時,每天打印的層數(shù)約20層,每層厚度控制在20mm。
3.3 總施工過程的注意要點
1)打印材料屬于速凝材料,打印層次明顯,層次間承載力較低,打印時同一豎向位置上下打印時間不宜超過材料的初凝時間,不得超過終凝時間,同一水平位置相鄰橫向打印時間不得超過材料的初凝時間。
2)對打印時需要配置鋼筋處,需要提前加工制作鋼筋,非整根鋼筋搭接時需要滿足搭接要求,不得后置鋼筋。
3)打印材料砂和尾礦的選用需滿足規(guī)范對級配、顆粒強度及含泥量的要求。
4)墻體打印完成后7天方可施工屋面及相應的屋面支持構件。
5)建筑物和機械臂定位、放線準確,在編制打印程序時,需觀測是否存在影響打印的障礙物、打印完成的墻體與打印設備是否相互影響。
6)建筑物預留吊裝孔的位置和孔徑需滿足吊裝要求,孔徑易于吊裝和操作、利于運輸。
7)打印過程中隨時觀察、檢測拌合物的流動度,確保打印流暢,出料均勻不流淌,不易堵管。
8)打印過程中隨時觀察、檢測打印完成產(chǎn)品的位置、高程、垂直度、截面尺寸、平整度、觀感質(zhì)量,及時處理問題。
4 結語
采用本文的打印方法打印的墻體既可保證建筑墻體的承重與圍護的合一性,又可保證打印墻體的節(jié)能、美觀等。
建筑行業(yè)采用3D打印技術構建工業(yè)用房或民用住宅,不僅智能、環(huán)保、安全、快捷,且成本低廉,可實現(xiàn)就地取材,具有廣闊發(fā)展前景。隨著人類居住文化的改變及環(huán)保理念的提升,3D打印建筑形式會成為未來發(fā)展的一種趨勢。
猜你喜歡
建材發(fā)展導向(2022年10期)2022-07-28 03:04:36
北方建筑(2021年6期)2021-12-31 03:03:54
建材發(fā)展導向(2021年18期)2021-11-05 09:19:50
建材發(fā)展導向(2021年9期)2021-07-16 07:11:36
文苑(2020年10期)2020-11-07 03:15:36
現(xiàn)代裝飾(2020年6期)2020-06-22 08:43:12
現(xiàn)代裝飾(2020年4期)2020-05-20 08:55:08
福建農(nóng)業(yè)科技(2016年10期)2016-03-07 09:46:49
中國房地產(chǎn)業(yè)(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34
