基于RobotStudio仿真軟件的ABB工業機器人去毛刺打磨工作站的設計
2022-01-12 01:08:44張濱濤
機電信息 2022年1期



摘要:通過RobotStudio軟件對ABB工業機器人實現去毛刺打磨工作站仿真,在仿真工作站中,建立ABB工業機器人的工件坐標,設置機器人工具,創建Smart組件,創建工具坐標系,創建軌跡、編程,進行仿真設計以及相應的驗證。該仿真為亞龍YL-1360A型工業機器人去毛刺系統控制和應用裝備打磨運動軌跡的設計提供了重要的參考依據,能夠進一步提高現場工作效率。
關鍵詞:RobotStudio;ABB工業機器人;去毛刺打磨
中圖分類號:TP242.2;TP391.9? 文獻標志碼:A? 文章編號:1671-0797(2022)01-0067-03
DOI:10.19514/j.cnki.cn32-1628/tm.2022.01.018
0? ? 引言
RobotStudio作為一款ABB機器人官方離線編程軟件,不僅具有強大的模擬仿真、離線編程功能,還具有自動生成路徑功能、仿真監控碰撞功能,能夠實現真實場景機器人的模擬仿真,從而及時對機器人已有程序進行優化。現場示教編程會影響現場正常的生產活動,而RobotStudio軟件離線編程的應用能夠減少現場示教編程時間[1]。
去毛刺打磨作為機械加工的一項傳統工藝,應用范圍極廣。但長期以來,在人工去毛刺打磨過程中,工人之間在操作方面存在差異,人工操作重復性不高,去毛刺效果不穩定,導致產品成品的表面質量和使用壽命受到嚴重影響[2];且工作環境中有大量粉塵飄散,條件惡劣,嚴重危害勞動者的身心健康。隨著“中國制造2025”的提出,智能制造生產成為未來制造業轉型升級的重要發展方向[3],重復性的批量加工作業采用工業機器人自動化生產線,不但可以極大地提高生產效率,還可以大幅提高產品的良品率和生產穩定性。因此,在設計機器人打磨程序前,如果已知被打磨工件的形狀、尺寸及打磨量,則可根據現有條件在RobotStudio軟件上編寫出機器人離線程序,從而提高現場編程工作效率。
1? ? 設計任務描述
本任務為在ABB機器人仿真軟件RobotStudio中新建一個仿真工作站,相對應現實中的實訓設備為亞龍YL-
1360A型工業機器人去毛刺打磨系統控制和應用裝備,仿真工作站的工業機器人選型與法蘭盤安裝的打磨頭參考亞龍YL-1360A型工業機器人去毛刺打磨系統控制和應用裝備,工件自定義。該ABB工業機器人去毛刺打磨工作站仿真實訓過程包括:創建工作站,設置工具,Smart組件創建,創建工具坐標系,創建軌跡、編程,仿真設計、驗證。
2? ? 任務實施
2.1? ? 創建工作站
導入機器人:首先在RobotStudio軟件中新建一個仿真工作站,工作站名字為自命名,再導入相應的工業機器人IRB1410,機器人位置默認不變。創建機器人系統,修改系統選項,勾選上709-1 DeviceNet Master/Slave后,語言選擇中文,其余選項默認不變即可,接著點擊確認創建機器人系統。待機器人系統創建完成后,隱藏工業機器人IRB1410,以方便后面工作站操作。
導入工件:此處工件為自定義,根據現場實際選擇相應的工件。本文采用RobotStudio軟件里原有工件Curve_thing,將其導入工作站后,根據機器人的可達范圍,將工件放置在機器人可達范圍內合適的位置即可,如圖1所示。
導入打磨轉頭工具:首先在SolidWorks三維軟件中新建好打磨轉頭工具組件——轉頭—副本(2)與轉頭—副本,其中轉頭—副本(2)為可旋轉打磨轉頭,轉頭—副本為工具本體,為打磨轉頭機架,并安裝到機器人法蘭盤上,如圖2所示。
2.2? ? 設置工具
先將可旋轉打磨轉頭與工具本體一起以A點為基準移動到本地原點,并調整好初始工具角度,令打磨轉頭與大地坐標系x軸平行,如圖3所示。設定工具本體此時的本地原點,位置x、y、z改為0、0、0,方向x、y、z改為0、0、0。
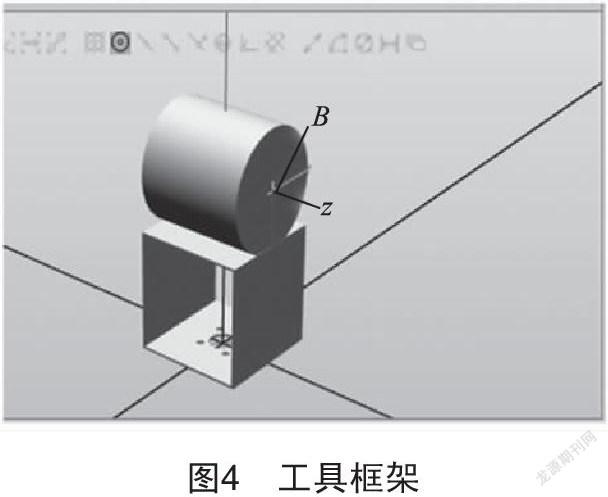
在工具本體的B點位置新建一個框架,命名為“框架1”,并調整框架1的方向,令z軸垂直于B點平面,具體方向如圖4所示。
2.3? ? Smart組件創建
調用Rotator組件:該組件作用為讓可旋轉打磨轉頭能夠在仿真時旋轉,模擬打磨真實場景。在Rotator組件的參數中,設置參考Reference為Object,參考對象Reference
Object為框架1,Object為轉頭—副本(2)可旋轉打磨轉頭,轉速Speed為120 mm/s(打磨頭轉速會影響打磨成品品質),參考中心軸為z軸(以框架1為基準,centerpoint中心點的x、y、z設置為0、0、0,Axis設置x、y、z為0、0、1 000 mm)。
調用Attach組件:該組件作用為讓可旋轉打磨轉頭能夠與工具本體連為一體,當工具本體安裝在法蘭盤時,可以一同跟隨著法蘭盤運動。在Attach組件的參數中,設置子對象為轉頭—副本(2)可旋轉打磨轉頭,父對象為轉頭—副本工具本體,偏移量offset與orientation根據B點相對于原點的偏移量而設定,可用RobotStudio軟件中的測量工具進行測量,測量后進行參數設置。
驗證:將轉頭—副本工具本體安裝到機器人法蘭盤上,再點擊Attach組件中的執行Execute,即可觀察此時可旋轉打磨轉頭的位置是否正確,有偏差時及時調整位置,如圖5所示。
2.4? ? 創建工具坐標系
在轉頭中心處采用六點法在機器人示教器上創建工具坐標系Tooldata_1。在基礎選項中更改工具坐標系為Tooldata_1,此時點擊機器人手動線性,可以隨意拖動機器人線性移動。
2.5? ? 創建軌跡、編程
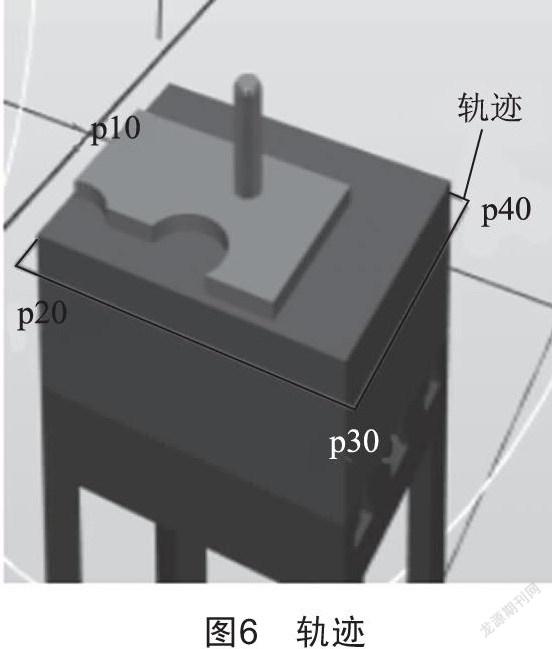
確定軌跡:根據工作任務要求,在工件周邊設計好打磨軌跡,確定打磨軌跡所需的軌跡點、過渡點,打磨的動作過程如圖6所示。
設置I/O、編程:亞龍YL-1360A型工業機器人去毛刺打磨系統控制和應用裝備采用DSQC652的I/O通信板,地址為10,Do1為數字量輸出信號,地址為1。先設置I/O板,再設置I/O數字輸出信號Di1后,在仿真示教器上編程,程序如下:
PROC main()
Set Do1;置位Do1信號,讓外部打磨轉頭開始旋轉動作
WaitTime 1;機器人待在原地不動作,等待1 s,讓打磨轉頭轉到指定轉速,過渡
MoveAbsj jpos10\NoEOffs, v1000, z50, Tooldata_1;機器人移動到p10點上方初始點jpos10,jpos10點作為機器人動作的開始點、結束點
MoveL p10, v1000, z50, Tooldata_1;直線打磨移動到p10點
MoveL p20, v1000, z50, Tooldata_1;直線打磨移動到p20點
MoveL p30, v1000, z50, Tooldata_1;直線打磨移動到p30點
MoveL p40, v1000, z50, Tooldata_1;直線打磨移動到p40點
MoveL p10, v1000, z50, Tooldata_1;直線打磨移動到p10點
MoveAbsj jpos10\NoEOffs, v1000, z50, Tooldata_1;機器人移動到p10點上方初始點jpos10
WaitTime 1;等待1 s,過渡
Reset Do1;復位Do1信號,讓轉頭停止旋轉
ENDPROC
2.6? ? 仿真設計、驗證
仿真設計:創建一個Smart組件輸入Di1信號,用Di1信號模擬外部打磨啟動信號,來執行Smart組件的Rotator組件、Attach組件,達到打磨轉頭旋轉打磨的視覺效果。再在工作站邏輯設計里面,將Smart組件輸入Di1信號與機器人Do1信號關聯起來,實現機器人信號Do1能夠控制Smart組件輸入Di1信號,從而控制打磨轉頭旋轉動作的啟動和停止。
驗證:在示教器的程序中先設置pp指令移至Main后,再設置機器人啟動方式為自動。在RobotStudio軟件的仿真中點擊播放,驗證軌跡是否與設想的一致,針對仿真存在的問題,及時優化路徑。
3? ? 總結及展望
本設計是基于亞龍YL-1360A型工業機器人去毛刺系統控制打磨機器人工作站的編程仿真,從創建工作站,設置工具,Smart組件創建,創建工具坐標系,創建軌跡、編程,仿真設計、驗證等方面入手,通過RobotStudio軟件的Smart組件功能實現了工作站的打磨仿真,動畫效果直觀、逼真,不僅方便教學演示,還有利于程序的調試,對生產和教學都具有應用價值。
在工件打磨軌跡的規劃設計中,針對工件不同的粗糙度、打磨量工藝要求,打磨轉頭的轉速、進給速度、進給量、打磨角度也是不同的,可以根據現場情況及時調整進給量、進給速度、轉頭轉速、打磨角度等參數,適當調整后再在RobotStudio軟件上將運動軌跡用相應的程序編寫出來,進一步降低實際調試過程中發生機器人碰撞以及軌跡中包含奇異點的可能性,優化路徑,提高調試工作效率。
[參考文獻]
[1] 鄭明輝.基于RobotStudio的工業機器人焊接工作站仿真設計[J].現代信息科技,2020,4(23):118-121.
[2] 溫濤.五金件砂帶磨削機器人單元設計及程序復用技術研究[D].廣州:廣東工業大學,2016.
[3] 劉海龍,張蕾,吳海波.基于多工業機器人的輪轂打磨工作站系統[J].計算機與現代化,2020(9):118-121.
收稿日期:2021-10-20
作者簡介:張濱濤(1994—),男,廣東揭陽人,助理講師,研究方向:工業機器人應用技術。
