航空薄壁管件三輥斜軋減徑段壁厚變化規律
2022-01-14 07:04:28葉博海束學道夏迎香
寧波大學學報(理工版) 2022年1期
關鍵詞:效果
葉博海, 束學道*, 夏迎香
航空薄壁管件三輥斜軋減徑段壁厚變化規律
葉博海1,2, 束學道1,2*, 夏迎香1,2
(1.寧波大學 機械工程與力學學院, 浙江 寧波 315211; 2.浙江省零件軋制成形技術研究重點實驗室, 浙江 寧波 315211)
創新三輥斜軋工藝可實現薄壁管件減徑增厚. 利用剛塑性有限元方法, 以5056鋁合金薄壁管件為研究對象, 對薄壁管件三輥斜軋進行數值模擬, 探究薄壁管件坯料端部壁厚對力能參數與壁厚增厚效果的影響. 研究表明, 增厚段壁厚越大, 軸向軋制力越大, 不利于薄壁管件的增厚; 選擇坯料端部壁厚為2.5mm, 成形增厚效果較好, 符合增厚段成形后壁厚要求.
三輥斜軋; 薄壁管件; 坯料端部壁厚; 增厚效果
飛機操縱拉桿作為飛機硬式機械操縱系統中的關鍵零件[1], 國內多采用端部熱擠壓工藝, 由于工藝原因, 端部熱擠壓工藝容易出現制件缺陷, 成品率低下, 導致生產成本高. 三輥斜軋由于具有高效節材節能等優點, 在回轉類成形上得到廣泛應用, 其原理如圖1所示. 夾具夾持的軋件周向有3個軋輥相對于軋件軸線成120°對稱擺布, 且軋輥的軸線與軋件的軸線在空間上非一組平行線, 存在一個送進角. 軋輥的成形區錐母線與軋件軸線所成角度為輾軋角. 從右向左看, 軋輥順時針旋轉, 帶動軋件逆時針旋轉, 軋件沿軸線方向向右運動, 所以軋件運動的反方向為軋制方向[2-3].
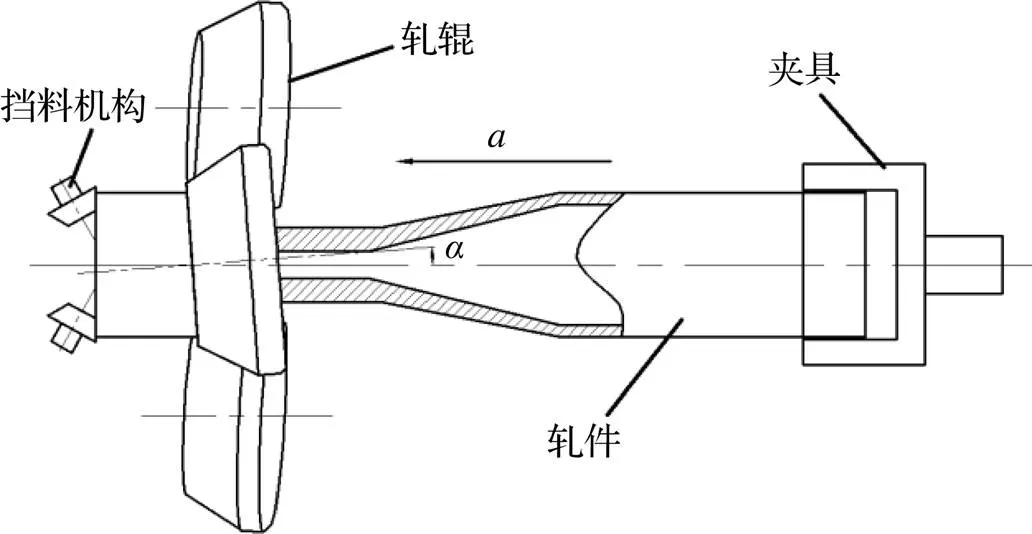
圖1 三輥斜軋原理
隨著有限元理論的日益完善, 各國學者通過數值模擬技術對三輥斜軋成形過程進行了深入研究. Pater等[4-5]對三輥斜軋成形卡車車軸進行了有限元仿真, 驗證了該工藝成形階梯軸的可行性以及通用性. 2015年波蘭琴希托霍瓦工業大學的斯蒂芬妮克教授對于三輥斜軋鋁棒成形機理進行了研究及實驗[6]. 王付杰等[7]對管坯在三輥斜軋穿孔過程中的應力應變分布及軋輥扭矩的變化規律進行了數值模擬分析, 并在實驗平臺上驗證了模擬結果. 尹元德等[8]建立了Assel三輥斜軋工藝成形薄壁管過程的有限元模型, 分析了芯棒運動方式、送進角和軋輥輾軋帶線型對軋件螺紋缺陷的影響規律. Shen等[9]提出了一種鋁合金拉桿的設計方法, 并從管體材料類型、閉合段尺寸設計和表面保護等方面進行了研究, 驗證了該方法的可行性和實用價值. 杜冰等[10]研究了薄壁管件成形過程中的彈性失穩規律, 提出了預測縮松褶皺、提高成形件質量的方法和技術手段.
綜上可知, 已有三輥斜軋研究主要聚集于階梯軸成形. 對于薄壁管件的三輥斜軋成形研究報道較少. 為此, 本文開展坯料端部厚度對薄壁管件三輥斜軋端部增厚效果研究, 對提高航空薄壁管件的成形質量, 降低成本具有重要的工程意義.
1 三輥斜軋力學模型與有限元模擬參數確定
1.1 力學模型
三輥斜軋的軸向運動是在軋輥旋轉的同時給予軋件軸向摩擦, 使得軋件呈現先螺旋式前進. 軋件的軸向速度為軋輥線速度在軋件軸線上的分量, 軸向速度的表達式[11]為:
式中:為軋輥圓周速度;為軋輥與軋件軸線的偏轉角;為軋輥直徑;0為軋輥轉速.
作為穩定軋制的前提, 旋轉條件是保證軋制順利進行和保持工藝穩定性的基礎. 三輥斜軋的旋轉條件以簡單橫軋的旋轉條件為基礎, 其旋轉條件表達式[10]為:
或
式中:為摩擦系數;為軋件直徑;為壓縮量; 其中, 系數滿足公式:
式中:空為空心軸軸向力作用力臂;實為實心軸軸向力作用力臂.
在軋制飛機拉桿時, 將坯料置于夾具夾緊, 軋輥繞自身軸線旋轉, 夾具夾持此軋件向軋制方向進給; 并且軋件由于軋輥的旋轉帶動, 繞反方向轉動. 軋輥在徑向的進給和軋件軸向的進給會相互協調, 達到軋件需要的外形尺寸以及軋件壁厚增厚的目的. 若管材的增厚量較大, 則需要在端部設置擋料機構, 對材料端部施加軸向力, 進而限制材料的軸向延伸, 迫使材料向阻力更小的徑向方向流動, 使增厚效果更加顯著. 在加工時, 夾具對軋件進行夾緊定位, 防止軋件在加工過程中竄動, 以提高成形質量.
1.2 軋件參數確定
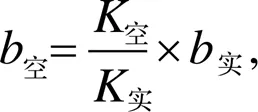
本文以長150mm的管形件為例, 尺寸如圖2所示, 為了更好地觀察端部增厚效果, 將端部長度增長至70mm, 由于拉桿的對稱性, 這里僅采取50%進行軋制. 100%成形件尺寸如圖3所示. 薄端長度大約為74mm, 厚端長度為70mm, 兩端中間以坡度角為10°的過渡段連接. 采用的軋輥各參數為直徑86mm, 成形角26°, 退出角35°, 整形區長度2mm.
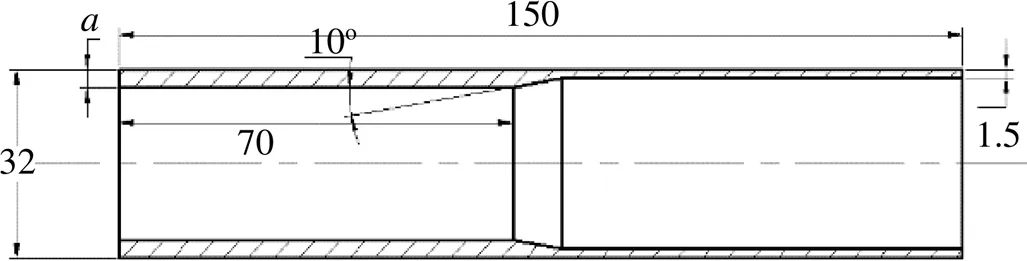
圖2 坯料尺寸(mm)
圖3 成形件尺寸(mm)
在Solidworks中建立管形件坯料、軋輥、夾具的幾何模型后, 根據實際需要進行裝配. 然后將裝配好的模型轉換成STL格式導入Simufact軟件中.
1.3 毛坯材料及網格劃分
在Simufact.Forming 14.0軟件中, 對管形毛坯件采用Sheetmesh進行網格劃分, 對研究坯料厚度的改變在精度提高上有很好效果. 單元長度設置為1.4mm, 共生成22896個單元. 本文中管形坯料均采用此種形式劃分網格, 管形件坯料定義為彈塑性體, 軋輥和夾具都定義為理想狀態的剛性體, 并且設置軋件與夾具粘接. 3個軋輥設置為旋轉以及徑向進給運動, 夾具設置軸向進給運動帶動坯料軸向進給, 實行軋制. 軋輥與坯料的摩擦系數為0.95. 環境溫度設置為20℃, 毛坯材料為5056鋁合金. 5056鋁合金材料的本構模型如下(源自于有限元軟件Simufact.Froming 14.0), 其相應性能參數見表1.
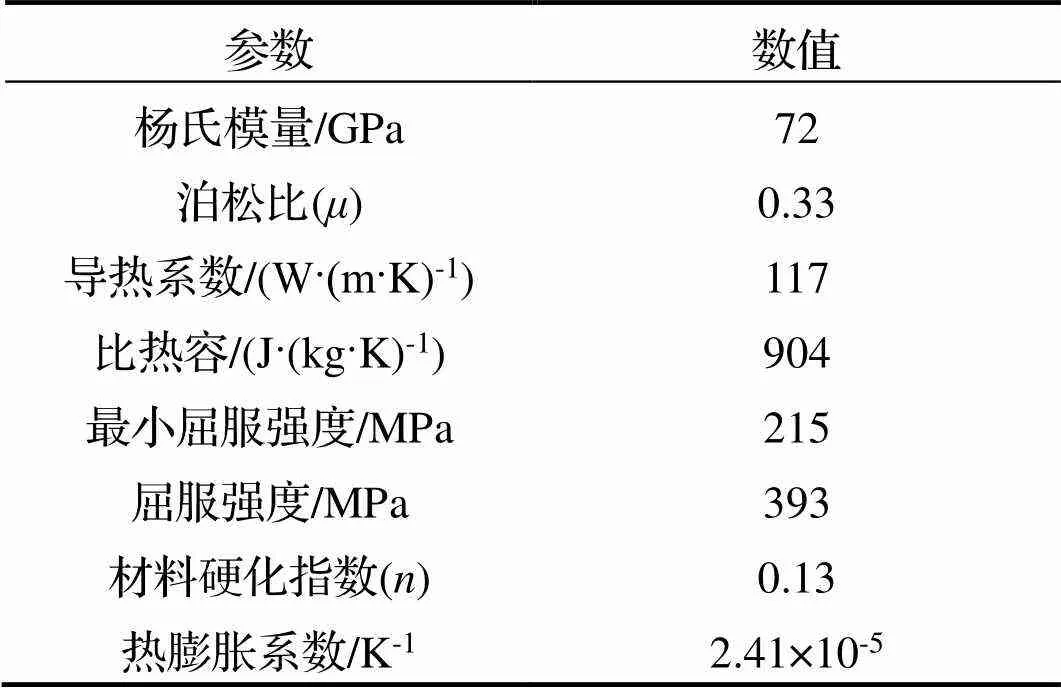
表1 5056鋁合金材料性能參數


1.4 仿真參數確定
具體仿真參數見表2, 軋輥轉速為90r?min-1; 軋輥的徑向壓下速度為0.526mm?s-1, 夾具的軸向進給速度減徑段進給速度為5mm?s-1; 增厚段進給速度為2.5mm?s-1. 總壓下量為16mm.
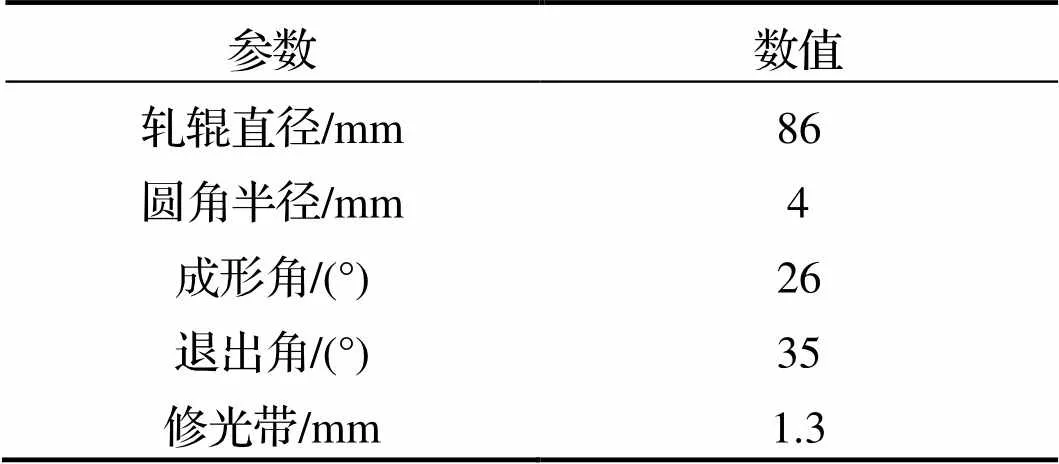
表2 軋輥參數
2 仿真結果與分析
由于飛機拉桿具有對稱性, 為增加模擬仿真的計算效率, 仿真過程使用二分之一薄壁管件坯料進行模擬. 軋制過程的0%~50%階段為徑縮段, 軋輥在此階段以0.526mm?s-1的速度勻速壓下. 隨著軋輥的下壓, 坯料直徑均勻減小, 達到徑縮效果, 成形為一個錐形表面. 坯料右端使用夾具夾緊. 左端不設置擋料板如圖4所示.
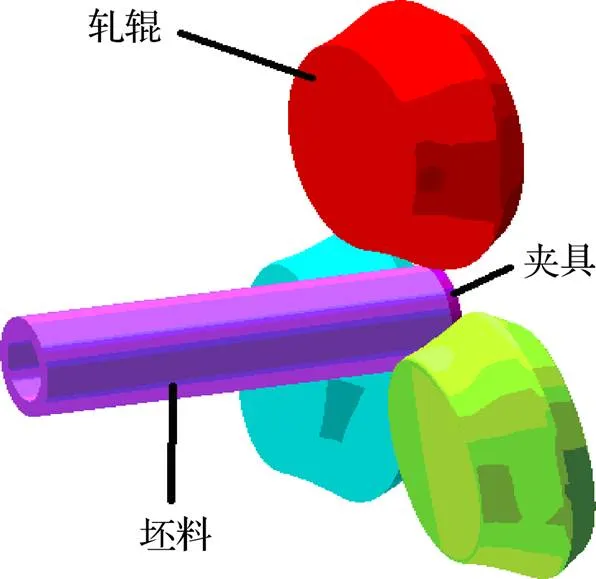
圖4 無擋料板模型
左端無擋料時, 左端不限制金屬材料的流動. 軋制過程中, 坯料由于軸向軋制力的作用, 金屬材料產生大量的軸向流動. 軋制前后軋制的壁厚分布圖如圖5和圖6所示
軋制后與軋制前相比較, 坯料的長度增加了50%左右, 平均壁厚由5.0mm縮減為3.3mm. 由此可見, 對于三輥斜軋工藝成形薄壁管件, 需要在左端添加擋料板, 來阻礙金屬材料的軸向流動, 以此來提高徑縮段壁厚增厚效果.

圖5 軋制前坯料壁厚分布

圖6 軋制后坯料壁厚分布
在仿真模型中加入擋料板之后, 三維模型如圖7所示.
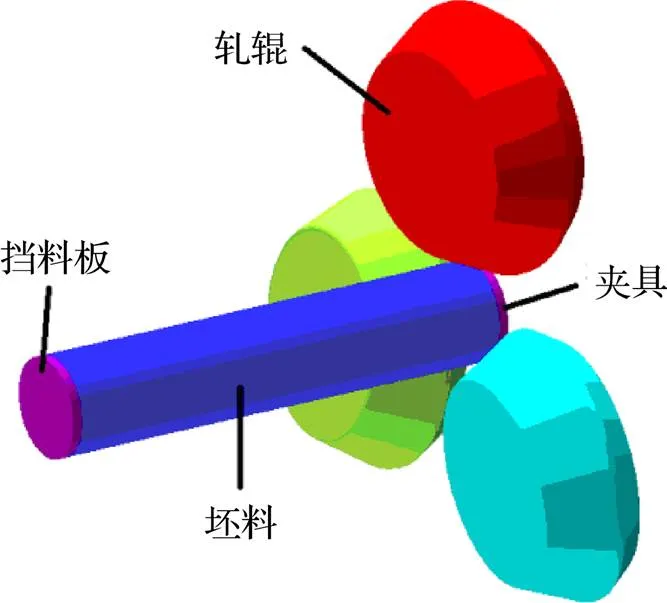
圖7 含擋料板模型
添加擋料板后, 金屬的軸向流動被限制, 金屬流動主要為徑向流動, 端部的壁厚增厚效果提高, 仿真結果過程如圖8所示, 分別為成形至20%、40%、60%、80%、100%時的狀態.
如圖9和圖10所示, 在徑縮階段, 管件坯料的壁厚隨著軋制過程的進行而逐漸增大. 在軸向進給60~80mm的區間內, 壁厚增加的速度加快, 原因是由于60~80mm區間為薄端壁厚與厚端壁厚的過渡區域. 在過渡區域中, 坯料壁厚由1.5mm向2.5mm過渡. 在軋制時間0~12s的時間段內, 軸向軋制力在0kN左右波動, 表明在徑縮階段1.5mm管件坯料壁厚較薄, 軋制過程中軋輥軸向所受的力較小, 金屬軸向流動不明顯, 管件坯料的壁厚增厚效果隨著直徑的縮小越來越明顯. 在12~20s的時間段內, 軸向軋制力急劇增大. 根據仿真的軸向進給速度計算, 該時間段內, 軸向進給距離為65~ 93mm, 軋制進行到過渡區域, 由于管件坯料壁厚的增加, 軸向軋制力增大, 可能會導致金屬的軸向流動變大, 影響到管件坯料減徑的增厚效果. 隨著管件坯料原始厚度的增大, 減徑增厚效果減小, 金屬軸向流動明顯. 此時金屬的軸向流動明顯會在成形的尾部堆積, 不利于制件的成形和材料的有效利用.
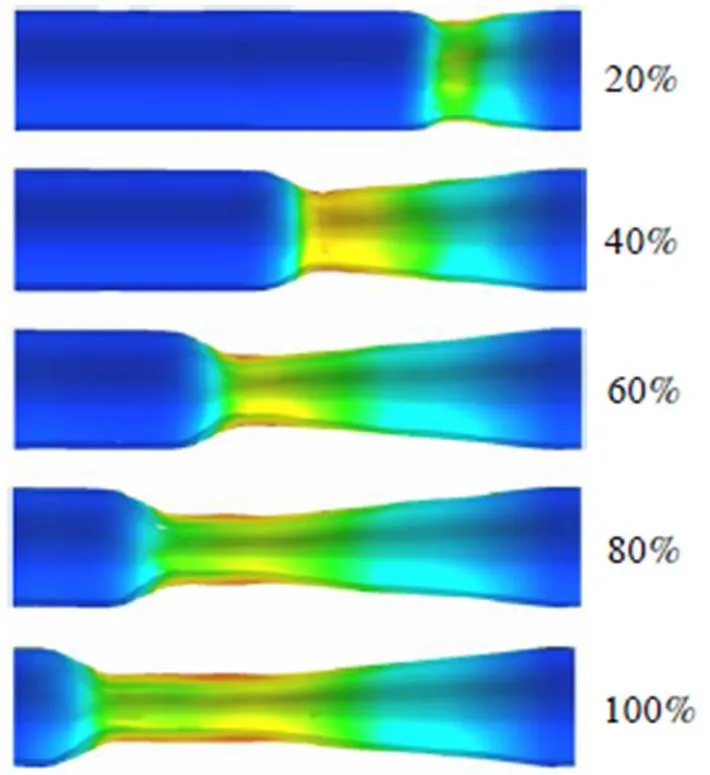
圖8 仿真過程
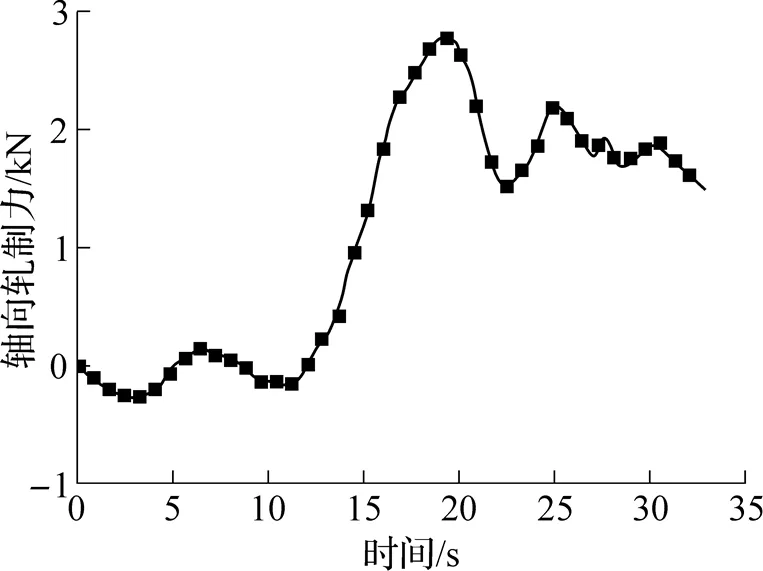
圖10 軸向軋制力曲線
圖11和圖12為管件坯料厚端厚度4.0mm與2.0mm時, 成形尾部材料堆積狀態的對比. 由圖11可見, 管件坯料原始厚度為4.0mm時, 成形尾部a區域管件坯料正在發生塑性變形, 且成形時有明顯的隆起, 表明在該成形尾部金屬堆積嚴重. 成形尾部b區域等效塑性應變集中在管件表面, 金屬在軸向方向上的流動越來越明顯, 同時徑向金屬材料的流動變差. 由圖12可知, 管件坯料原始厚度為2.0mm時, 成形尾部a區域未見明顯的隆起, 且隨著成形的進行, 壁厚逐漸增大, 剖切截面成錐形, 成形尾部材料堆積良好. 成形尾部b區域等效塑性應變滲透至管件內壁, 金屬主要朝徑向方向流動.
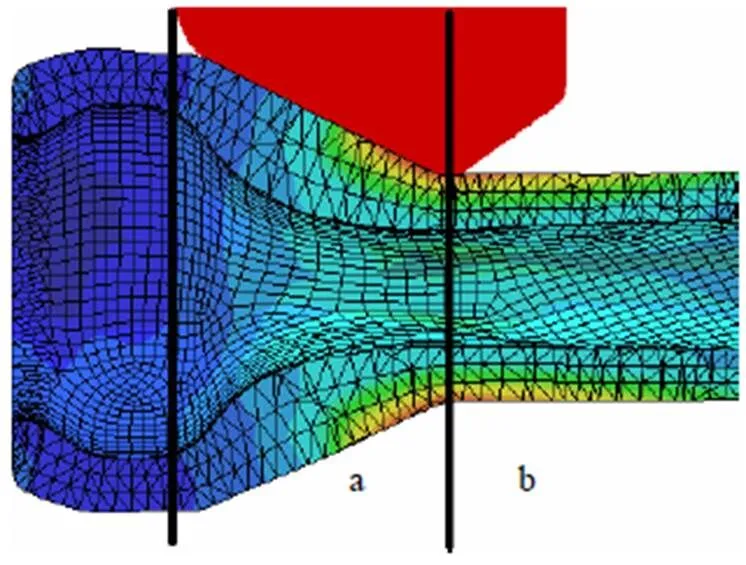
圖11 4.0 mm原始壁厚
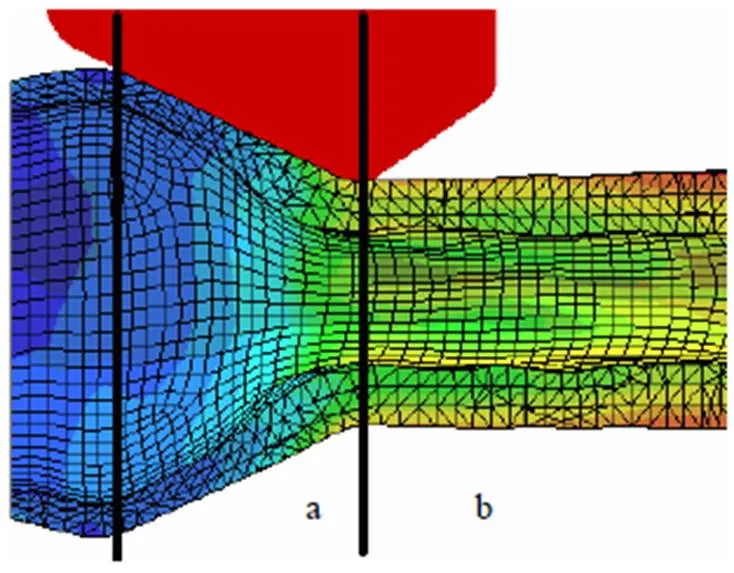
圖12 2.0 mm原始壁厚
3 坯料端部壁厚對力能參數與端部成形厚度的影響
3.1 力能參數的影響
圖13和圖14為不同原始坯料壁厚在軋制過程中, 軸向軋制力與徑向軋制力隨時間的變化. 由圖13可知, 原始壁厚設定得越大, 軋制過程中的徑向軋制力越大. 原始壁厚1.5、2.0、2.5mm時, 徑向軋制力由小到大分布在20kN左右, 且隨著徑縮量的增大, 徑向軋制力逐漸增大, 在到達增厚段后, 徑向軋制力趨于平穩. 原始坯料為4.0mm時, 徑向軋制力無平穩階段, 全階段均呈現增加趨勢, 且徑向軋制力達到60kN時, 非常不利于軋制. 由圖14可知, 當原始壁厚為1.5、2.0、2.5mm時, 軸向軋制力呈增大趨勢, 且大致分布在0kN左右, 即在這些原始壁厚下, 軸向軋制力并不明顯. 原始壁厚為4.0mm時, 軸向軋制力在過渡段與增厚段均增加, 軸向軋制力遠大于前3組原始壁厚.
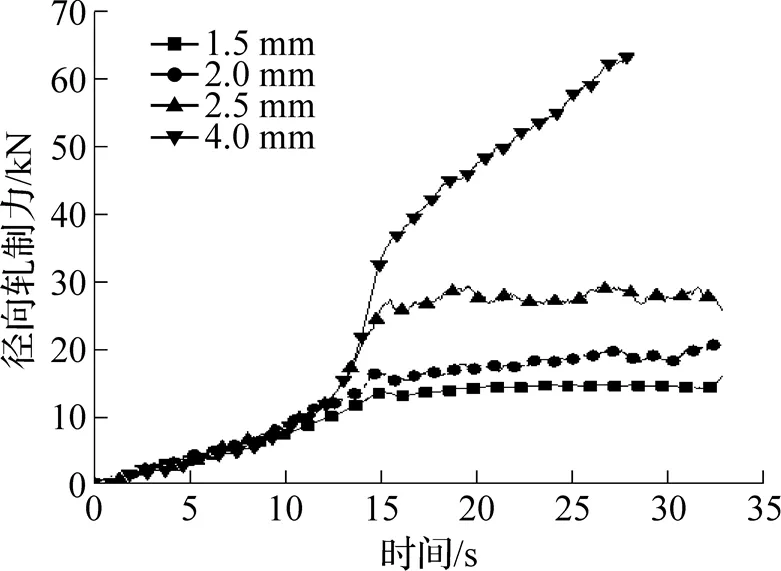
圖13 徑向軋制力
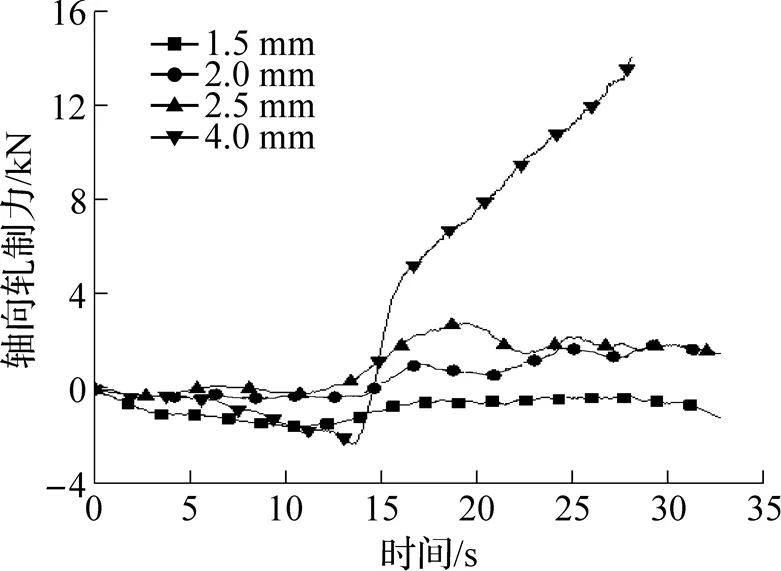
圖14 軸向軋制力
3.2 軋件厚度的影響
原始坯料的厚度設定對坯料厚度增厚效果的影響如圖15所示, 圖中軸向距離為增厚段軸向距離. 如圖可見, 1.5mm原始壁厚的坯料增厚段厚度在2.6~3.4mm范圍內, 且隨成形的進行越來越大. 2.0mm原始壁厚的坯料增厚段厚度在3.5~4.5mm范圍內, 且隨成形的進行呈現先增大后減小再增大的趨勢. 2.5mm原始壁厚的坯料增厚段厚度在3.8~5.5mm范圍內, 變化趨勢與2.0mm原始壁厚坯料大致相同. 4.0mm原始壁厚的坯料增厚段厚度在3.1~4.6mm范圍內, 隨著成形的進行呈現逐漸增大的趨勢. 且4.0mm原始壁厚增厚段軸向距離較小, 原因是隨著成形的進行, 容易造成金屬材料在成形尾部堆積, 以致軋制力變大, 成形困難. 上述4種尺寸壁厚的坯料均在壁厚過渡段有壁厚降低又升高的過程, 原因是過渡段由薄壁厚向厚壁厚過渡, 該區域壁厚分布不均勻, 且軸向沒有金屬組織阻礙其金屬流動, 有部分金屬向軸向的方向流動, 且流動方向與軋制方向相反, 導致該區域增厚效果降低.
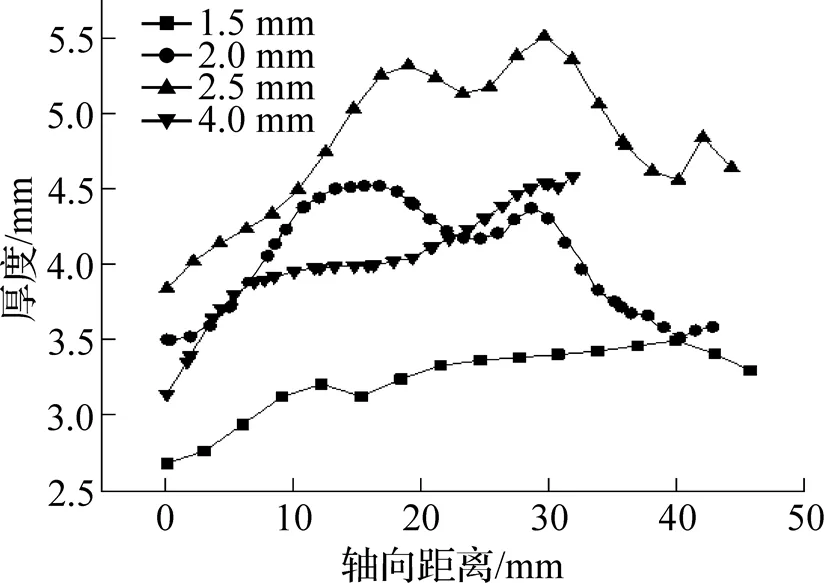
圖15 坯料各端部壁厚成形厚度
為衡量坯料原始厚度對成形增厚效果, 引入壁厚增厚率作為指標, 對各原始壁厚增厚量進行對比:

分析計算后, 1.5mm原始壁厚的增厚率為78%~ 127%, 2.0mm原始壁厚的增厚率為75%~125%, 2.5mm原始壁厚的增厚率為52%~120%, 4.0mm原始壁厚的增厚率為-22.5%~15%. 隨著原始壁厚的增加, 壁厚的增厚效果呈現逐漸減弱的趨勢. 原始壁厚為1.5mm時, 壁厚增厚效果最好, 且原始壁厚為2.0mm與原始壁厚為1.5mm的壁厚增厚效果相差不大.
4 結論
(1)在三輥斜軋成形不等壁厚管形件, 對端部進行增厚的工藝中, 控制軸向軋制力處于一個比較小的水平有利于提高壁厚增厚的效果.
(2)增厚段原始坯料的厚度對增厚段增厚效果有重要影響; 隨著增厚段原始坯料厚度的增加, 增厚段增厚效果逐漸減小; 對于材料為5056鋁合金直徑為32mm的管形件, 1.5mm原始壁厚的管形件增厚效果最好, 原始壁厚為4.0mm時的壁厚增厚效果不明顯, 且有部分區域出現壁厚減薄; 增厚段原始壁厚選擇2.5mm, 成形后增厚段壁厚處于4.0~ 5.5mm, 符合成形需求, 端部材料堆積良好, 坯料材料利用率較高.
[1] 謝華, 魏自明. 飛機操縱系統的發展與飛行安全[J]. 中國安全科學學報, 2000, 10(4):59-63.
[2] 賈尚武, 王召林, 劉松, 等. 三輥斜軋空心減徑的輥形設計及實驗驗證[J]. 精密成形工程, 2013(5):18-23; 28.
[3] 張小平, 秦建平. 軋制理論[M]. 北京: 冶金工業出版社, 2006.
[4] Pater Z, Tomczak J, Bulzak T. Numerical analysis of the skew rolling process for rail axles[J]. Archives of Metallurgy and Materials, 2015, 60(1):415-418.
[5] Pater Z, Bulzak T, Tomczak J. Numerical analysis of a skew rolling process for producing a stepped hollow shaft made of titanium alloy Ti6Al4V[J]. Archives of Metallurgy and Materials, 2016, 61(2):677-682.
[6] 李勝祗, 陳大宏, 孫中建, 等. 二輥斜軋穿孔時圓管坯的變形與應力分布及其發展[J]. 鋼鐵研究學報, 2000, 12(5):26-30.
[7] 王付杰, 雙遠華, 胡建華, 等. 三輥斜軋穿孔工藝的數值模擬與實驗分析[J]. 熱加工工藝, 2014, 43(9):95-98; 105.
[8] 尹元德, 李修葉, 黃浩, 等. Assel軋機軋制薄壁管壁厚螺旋性不均研究[J]. 鋼鐵研究學報, 2018, 30(7):542- 547.
[9] Shen G L, Pu L J. Design and research of aircraft aluminum alloy tie rod[J]. Mechanical Engineering, 2015 (4):189-190.
[10] 杜冰, 謝軍, 關風龍, 等. 金屬薄壁管件外壓縮徑成形理論及實驗研究[J]. 中國有色金屬學報, 2018, 28(3): 586-593.
[11] 許暢. 三輥斜軋高速列車空心車軸成形可行性研究[D].寧波: 寧波大學, 2019.
Variation of wall thickness in reducing section of aeronautical thin-walled tube in three-roll skew rolling
YE Bohai1,2, SHU Xuedao1,2*, XIA Yingxiang1,2
( 1.Faculty of Mechanical Engineering & Mechanics, Ningbo 315211, China; 2.Zhejiang Provincial Key Laboratory of Part Rolling Technology, Ningbo 315211, China )
The innovative three-roll skew rolling process can reduce the diameter and increase the thickness of thin-walled tubes. Using 5056 aluminum alloy thin-walled tubes as the research object, the three-roll skew rolling of thin-walled tubes is numerically simulated by the rigid-plastic finite element method. The influence of end wall thickness of thin-walled tube blank on the mechanical parameters and wall thickness thickening effect was explored. The research shows that the axial rolling force increases with the increase of the wall thickness of the thickening section, which is not conducive to the thickening of the thin-walled tube. When the wall thickness at the end of the blank is 2.5mm, the forming thickening effect is better, which meets the thickness requirements of the thickening section.
three-roll skew rolling; thin-walled tube; blank end wall thickness; thickening effect
TG335.7
A
1001-5132(2022)01-0057-06
2020?10?30.
寧波大學學報(理工版)網址: http://journallg.nbu.edu.cn/
國家自然科學基金(51975301); 北侖區科技創新團隊(2020BL0003).
葉博海(1995-), 男, 浙江寧波人, 在讀碩士研究生, 主要研究方向: 塑性成形工藝與裝備. E-mail: 876580523@163.com
束學道(1968-), 男, 安徽舒城人, 教授, 主要研究方向: 塑性成形工藝與裝備. E-mail: shuxuedao@nbu.edu.cn
(責任編輯 章踐立)
猜你喜歡
中老年保健(2021年12期)2021-11-30 02:58:01
好日子(2021年8期)2021-11-04 09:02:46
小學生學習指導(爆笑校園)(2020年6期)2020-07-03 10:01:10
攝影之友(影像視覺)(2019年2期)2019-03-05 08:27:14
攝影之友(影像視覺)(2018年12期)2019-01-28 09:01:02
攝影之友(影像視覺)(2018年12期)2019-01-28 09:01:02
中華詩詞(2018年11期)2018-03-26 06:41:34
小學生學習指導(低年級)(2017年11期)2017-10-23 01:32:36
Coco薇(2016年8期)2016-10-09 02:11:50
中國醫藥科學(2015年19期)2015-02-27 12:33:11