燒結溫度對Ti28Nb2Zr8Sn合金微觀組織和力學性能的影響
2022-01-19 10:17:08安旭光孔清泉潘小強
成都大學學報(自然科學版) 2021年4期
郭 溢,張 靖,安旭光,孔清泉,潘小強
(1.成都大學 機械工程學院,四川 成都 610106;2.成都大學 四川省粉末冶金技術研究中心,四川 成都 610106;3.中國核動力研究設計院,四川 成都 610013)
0 引 言
鈦及鈦合金與其他生物醫用材料相比,由于具有低密度、高強度、良好的耐磨耐腐蝕性能和生物相容性等優點,常常在臨床中作為承力結構件[1-2].在鈦基材料中,純鈦、TC4、Ti6Al7Nb是常用的生物材料,但由于其彈性模量與人骨嚴重不匹配,容易出現“應力屏蔽現象”而使得植入失敗[3-6].
近年來,具有低彈性模量、高比強度、良好生物相容性的新型鈦合金得到相關行業的持續關注和研究,這些鈦合金主要是β鈦合金,試驗中通常加入大量昂貴或稀缺的合金元素,如Ta、Zr、Nb、Hf、Mo等,制備出如Ti-13Nb-13Zr、Ti-29Nb-13Ta-4.6Zr和Ti-35Nb-5Ta-7Zr等新型生物醫用鈦合金[7-10].上述元素的加入不僅能降低材料的彈性模量,提高材料的強度和耐磨性,而且具有良好的生物相容性[11-12].中國科學院金屬研究所采用真空熔煉和熱鍛技術,開發了T24Nb2Zr8Sn高強度低彈性模量β鈦合金,該合金彈性模量低至40~60 GPa(稍高于人骨),但其屈服強度僅為1 000~1 200 MPa[13].昆明理工大學采用粉末冶金的方法制備Ti24Nb4Zr8Sn合金,該合金組織由β-Ti相、Ti-Nb固溶體及少量α-Ti相組成,彈性模量介于58~61 GPa之間,抗壓強度高達1 600~1 700 MPa[14].由此可見,采用粉末冶金技術有利于高強度β-Ti合金的制備.
為了進一步提高β鈦合金的力學性能,本研究采用機械合金化和放電等離子燒結技術(Spark Plasma Sintering Technology,SPS),制備具有高強韌性的Ti28Nb2Zr8Sn(TNZS)鈦合金,并對其微觀組織和力學性能進行分析研究.
1 實 驗
將Ti、Nb、Zr、Sn粉末(粒度<45μm,純度為99.9%)按照一定的質量百分數(Nb:28 %、Zr:2 %、Sn:8 %、余量Ti)與3 %硬脂酸混合.將混合粉末放入行星球磨機的真空球磨罐中,按10∶1球料比放入鋼球,然后充入高純氬氣進行保護,以380 r/min進行高能球磨,球磨時間分別為10 h、20 h、30 h和45 h,取少量粉末進行XRD表征.將球磨45 h的粉末放入石墨模具中,采用放電等離子設備進行燒結,燒結溫度分別為750 ℃、850 ℃、950℃和1 050 ℃,升溫速率為100 ℃/min,保溫時間為10 min,研究不同燒結溫度對合金顯微組織和力學性能的影響.
燒結完畢后,采用阿基米德排水法測量樣品的致密度;采用MHVD-50AP型維氏硬度計測量試樣的硬度,試驗力為5 kN,加載時間為15 s;采用X射線衍射儀對不同溫度下燒結樣品的相組成進行分析;用掃描電鏡背散射電子成像檢測不同燒結溫度下合金的顯微組織;采用萬能力學試驗機對尺寸為Φ4×10 mm的樣品進行室溫壓縮測試,壓縮速率為0.5 mm/min.
2 結果與討論
2.1 球磨時間對TNZS粉末物相的影響
經過不同球磨時間所得Ti28Nb2Zr8Sn粉末的XRD圖譜如圖1所示.當球磨時間為10 h時,XRD圖譜中存在明顯的Nb、Zr和Sn單質衍射峰,說明球磨10 h后仍有大量Nb、Zr和Sn未固溶到Ti基體中;當球磨20h時,從XRD圖譜中已經觀察不到Zr、Sn衍射峰,表明Zr、Sn元素幾乎完全固溶,僅剩下大量的Ti、Nb混合物;當球磨30 h時,各元素進一步固溶,但其XRD圖譜與20 h時相比峰位沒有明顯的變化;當球磨時間達到45 h時,α-Ti峰位消失,Nb、Zr、Sn固溶于Ti中形成β-Ti固溶體,同時,位于2θ=38.3°的衍射峰明顯寬化,說明在機械合金化時,粉末在沖擊、剪切、破碎的過程中發生了晶粒細化,可成功制備出單相的β-Ti合金化粉末.
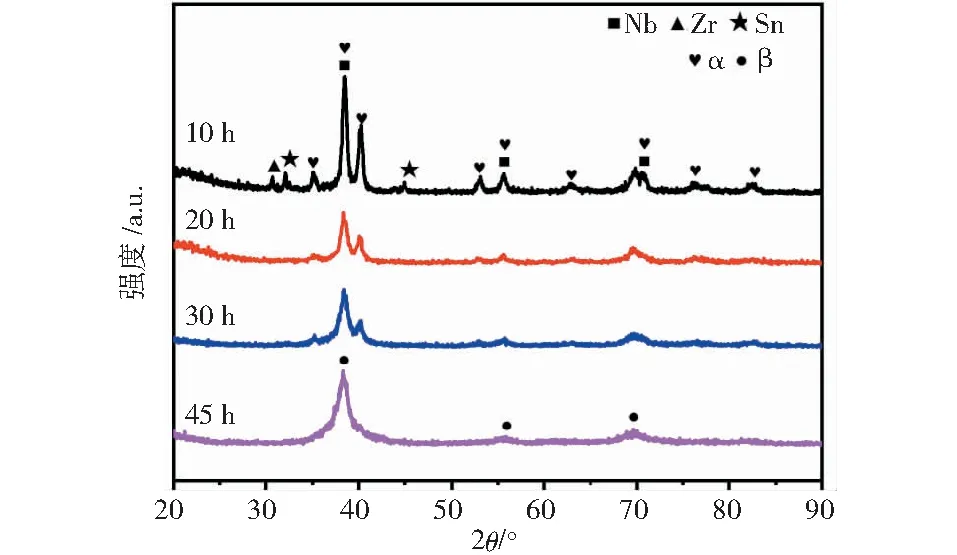
圖1 不同球磨時間粉末的XRD衍射圖
圖2為混合并球磨后的TNZS粉末形貌圖.由圖2可以看出,球磨10 h時粉末主要呈片狀,其粉體尺寸高達~70 um.這是由于在球磨過程中,粉體與磨球在球磨罐中不斷的發生撞擊和摩擦,導致顆粒嚴重變形,并團聚冷焊在一起.進一步延長球磨時間至45 h,粉末的粒徑明顯變小,平均粒徑僅~10 um,這是由于隨著球磨時間延長,粗片狀顆粒中滋生大量的缺陷,并破碎成細小的粉末顆粒,有利于后續粉末燒結成型[15].
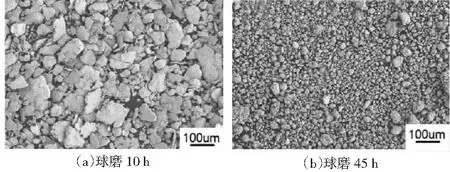
圖2 混合并球磨后TNZD粉末形貌圖
2.2 燒結溫度對TNZS合金相對密度的影響
圖3為球磨45 h的粉末在不同燒結溫度下的密度和致密度變化曲線.從圖中可以看出,合金在750 ℃、850 ℃、950 ℃和1 050 ℃下燒結后均獲得了致密度較高的合金塊體,且隨著燒結溫度的升高,合金致密度逐漸增大,依次為97.6 %、97.8 %、99.8 %和99.8 %,逐漸接近于合金的理論密度5.433 g/cm3.這是由于燒結溫度升高,促進了原子的擴散速率,使固相擴散變快,降低了孔隙率,加速致密化進程.
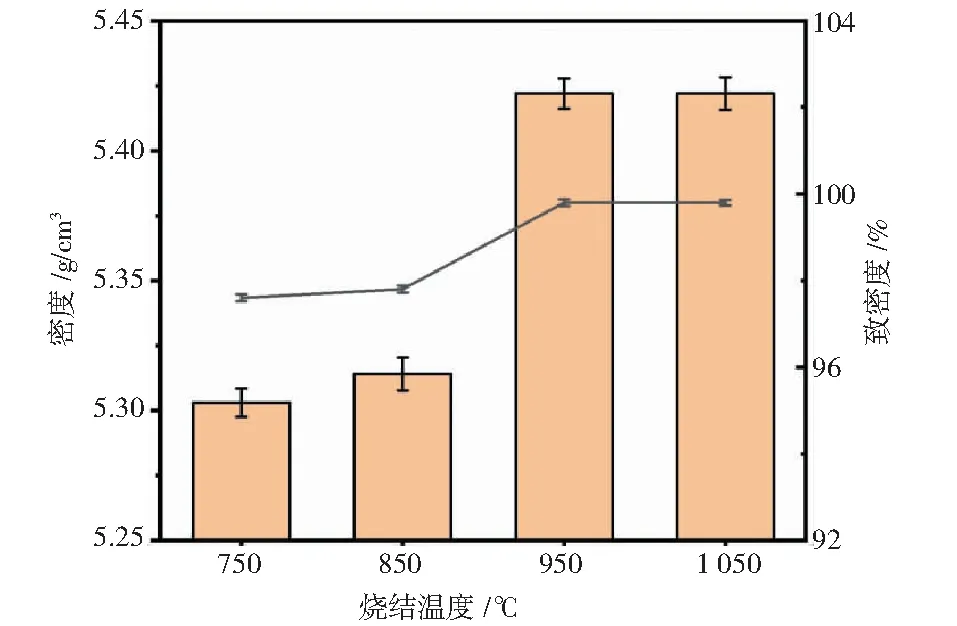
圖3 燒結溫度對TNZS合金致密度的影響
2.3 燒結溫度對TNZS合金相組成和顯微組織的影響
在750 ℃、850 ℃、950 ℃和1 050℃ 4種燒結溫度下制備得到合金塊體后,測量其XRD圖譜如圖4所示.從圖中可以看出,合金主要由β-Ti相及少量α″相組成,未見其他金屬間化合物生成,說明所制備的合金屬于近β型鈦合金.
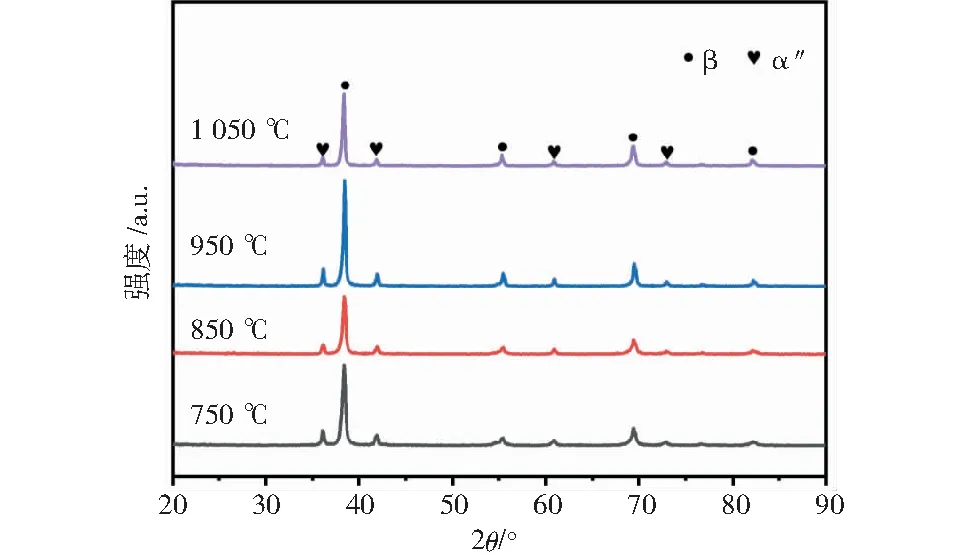
圖4 不同燒結溫度下TNZS合金的XRD圖譜
圖5為不同燒結溫度下制得TNZS合金的背散射電子像(BSE).從圖5(a)~(d)可以看出,不同溫度下燒結的合金都存在黑相和白相,數百納米大小的黑相均勻分布在白色基體相中.結合圖4中的XRD分析判斷,白色基體相為β-Ti相,黑相為α″相.α″相是β鈦在快速冷卻過程中以非擴散轉變形成的過飽和非平衡斜方馬氏體[16].當燒結溫度從750 ℃升高至950 ℃時及以上時,隨著溫度升高,相變驅動力隨之提高,導致β相晶粒長大,從而使β相轉變形成的α″相顆粒尺寸變大.
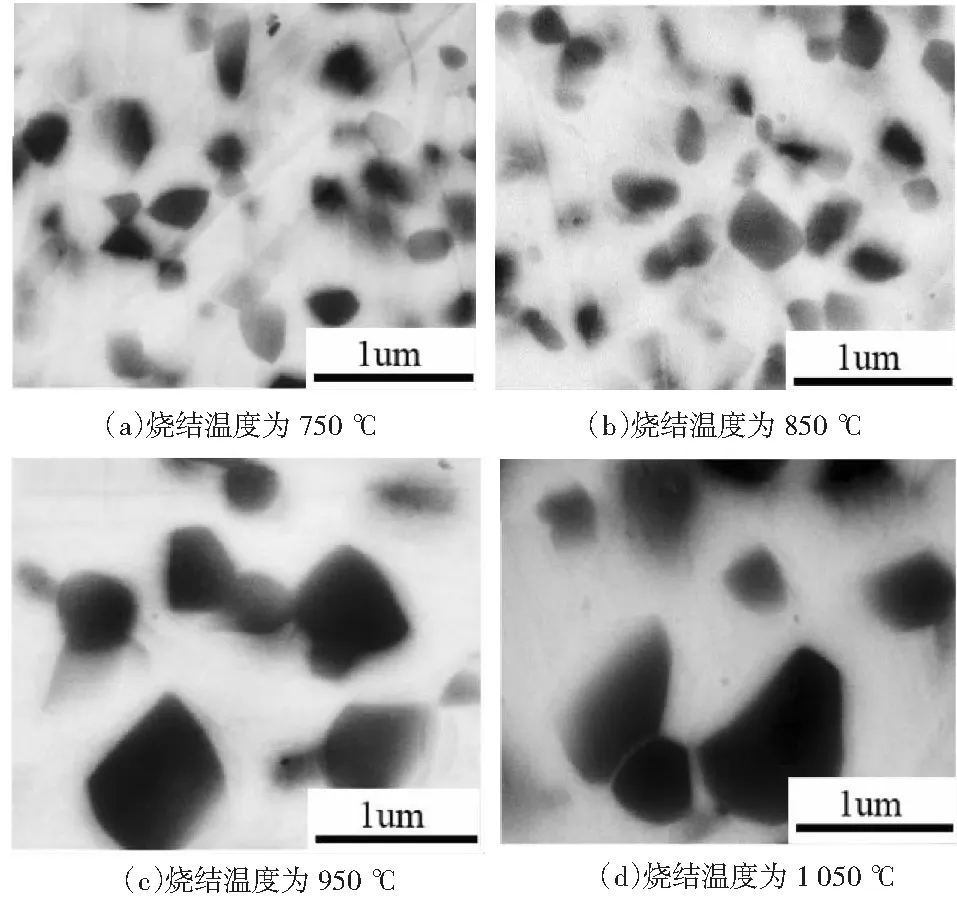
圖5 不同燒結溫度下TNZS合金的BSE
2.4 燒結溫度對TNZS合金力學性能的影響
對不同燒結溫度下TNZS合金進行硬度和壓縮性能測試,結果如表1和圖6所示.不同溫度燒結后的合金硬度均為460 HV左右,說明燒結溫度對合金的顯微硬度影響較小.由表1可以看出,不同燒結溫度下制備的TNZS合金抗壓強度均達到較高水平(2 090~2 022 MPa).Zhang L C等[17]采用鑄造法制備的Ti2448合金的抗壓強度為600~1 100 MPa,最大壓縮應變為6%,鄧麗萍等[18]采用真空電弧熔煉制備的Ti20Zr20Al壓縮強度高達2 000 MPa,但壓縮斷裂應變僅為5%,均低于本研究的抗壓強度和斷裂應變.這說明粉末冶金法在制備高強度高韌性的β-Ti合金材料方面具有獨特的優勢.
將圖6的TNZS壓縮應力曲線結合表1可以看出,當燒結溫度為750℃時,合金屈服強度為1 751 MPa,斷裂應變為16.87 %;當燒結溫度為850 ℃時,合金屈服強度無明顯變化,斷裂應變增加至19.91 %,這是由于850 ℃燒結時致密度相較于750 ℃有明顯的提升,裂紋源減少,延遲了斷裂的發生;當燒結溫度提升至950 ℃時,屈服強度明顯下降至1 655 MPa,斷裂應變大幅提升至28.16 %;當燒結溫度進一步升至1 050 ℃時,屈服強度和斷裂塑性幾乎與950 ℃保持一致.

表1 不同燒結溫度下TNZS合金的性能表
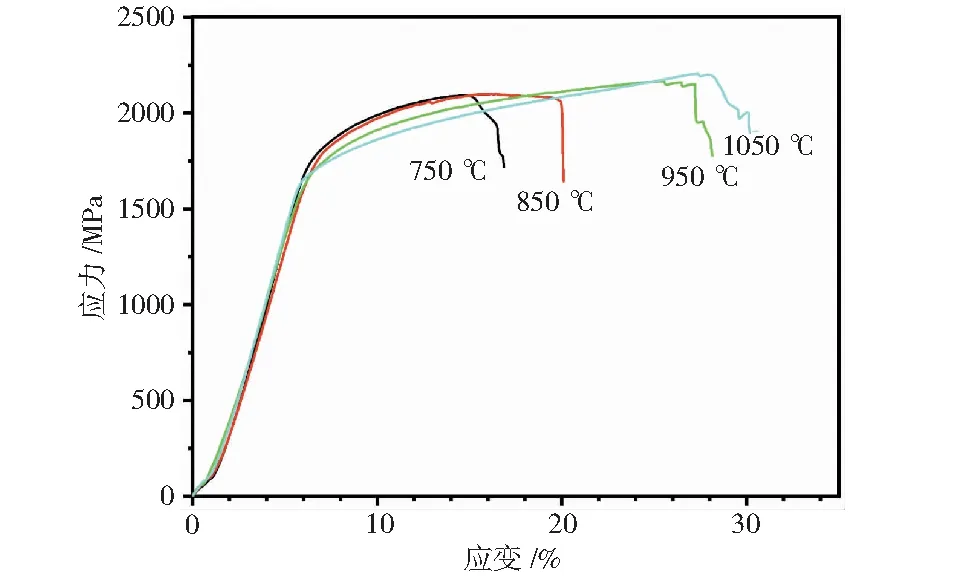
圖6 TNZS合金的壓縮應力—應變曲線
結合致密度(圖3)和BSE(圖5)可知,燒結溫度從850 ℃增至950 ℃,合金的致密度顯著提升至99.8 %,合金幾乎達到全致密,裂紋源急劇減少,且合金中α″相的平均直徑明顯增大,導致合金的塑性顯著提高[10].燒結溫度為950 ℃和1 050 ℃時的屈服強度和斷裂應變基本接近,這是由于在950 ℃和1 050 ℃燒結的合金具有相近的致密度和晶粒組織所致.
3 結 論
1)隨球磨時間增加,Ti28Nb2Zr8Sn混合粉末中的單質元素逐漸消失,當球磨時間達到45 h時,粉末已完全固溶,形成單相β-Ti合金粉末.
2)燒結后的Ti28Nb2Zr8Sn合金由大量β-Ti相及少量α″相組成,隨燒結溫度的升高,合金致密度不斷增加,當燒結溫度不高于850 ℃時,致密度低于98 %,α″相均勻且細小;當燒結溫度上升到950 ℃后,其致密度提升至99.8 %,α″相的尺寸顯著增大.
3)機械合金化的Ti28Nb2Zr8Sn粉末經過1 050 ℃放電等離子燒結后,壓縮屈服強度達到1 647 MPa,斷裂應變達到30.58 %,具有較佳的綜合力學性能.
