凸輪軸凸輪表面缺陷檢測與診斷方法的研究
2022-01-20 08:24:39徐剛強周康康曹毅胡火明闞李近
內(nèi)燃機與配件 2022年4期
徐剛強 周康康 曹毅 胡火明 闞李近


摘要:凸輪軸是高速運轉(zhuǎn)的復雜軸類零件,是發(fā)動機五大核心部件之一。由于凸輪異形,在智能制造中采用視覺檢測技術(shù)時,其磨削后凸輪面反光,對檢測系統(tǒng)的設計帶來挑戰(zhàn)。本研究提出一種凸輪視覺檢測方法,利用拍攝凸輪圖片進行閾值二值化,提取凸輪輪廓,得到凸輪表面選定區(qū)域,再進行缺陷輪廓提取,得到缺陷輪廓,對表面缺陷的大小和周長進行篩選后實現(xiàn)缺陷的分類。同時還探討視覺檢測CPS數(shù)據(jù)模型融入凸輪軸智能制造大系統(tǒng)的方案。
Abstract: Camshaft is a complex shaft part running at high speed. It is one of the five core components of the engine. Due to the special shape of cam, when visual inspection technology is used in intelligent manufacturing, the reflection of cam surface after grinding brings challenges to the design of inspection system. In this study, a cam visual detection method is proposed. The threshold binarization is carried out by taking cam pictures, the cam contour is extracted, the selected area of cam surface is obtained, and then the defect contour is extracted to obtain the defect contour. After screening the size and perimeter of surface defects, the defect classification is realized. At the same time, the scheme of integrating visual inspection CPS data model into camshaft intelligent manufacturing system is also discussed.
關(guān)鍵詞:凸輪軸;表面缺陷;視覺檢測;智能制造
Key words: camshaft;surface defects;visual inspection;intelligent manufacturing
中圖分類號:TP391.4 ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文獻標識碼:A ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文章編號:1674-957X(2022)04-0008-03
0 ?引言
作為各類發(fā)動機的核心零件,凸輪軸作為發(fā)動機“五大關(guān)鍵核心零部件(缸體、曲軸、連桿、凸輪軸、缸蓋)”之一,是各類發(fā)動機的最為關(guān)鍵傳動核心零部件,其性能對發(fā)動機的功率、扭矩、油耗、排放等性能起決定性作用。凸輪表面形狀是異型的,有桃形、負曲、偏心等復雜外形,對其自動檢測技術(shù)應用帶來很大困難;而且高精度磨削加工使凸輪表面反光,加上磨削液和碎屑殘留,對視覺系統(tǒng)光路設計和算法的智能性帶來很大考驗。
機器視覺檢測通過用機器模擬人眼能實施非接觸式、快速檢測,可用于產(chǎn)品尺寸測量、缺陷檢測、定位與識別與控制,能大幅提升產(chǎn)品的質(zhì)量和可靠性,提高生產(chǎn)效率、降低勞動強度。隨著機器視覺和計算機技術(shù)的不斷發(fā)展,工業(yè)界中機器視覺的技術(shù)應用也越來越多。因此,不同行業(yè)、不同領(lǐng)域都在嘗試利用機器視覺進行技術(shù)升級與改造[1]。
早在1976,Nordqvist,K.G 就設計和制造了一款缺陷檢測系統(tǒng),該系統(tǒng)能檢測出金屬表面的缺陷和對于缺陷分類。二十世紀末期,汽車制造企業(yè)開始應用機器視覺來檢測表面缺陷,這個舉動極大的推進了機器視覺在檢測領(lǐng)域的發(fā)展。21世紀初,Yogitha.S和Sakthivel.P[2]提出了一種用于檢測水果評級的分類的系統(tǒng)。當前,TOKIMEC和PARSYTEC等公司都能提供完整的表面缺陷檢測系統(tǒng)[3]。
進入21世紀來,我國也出現(xiàn)了大批的基于機器視覺的零件和金屬表面缺陷等的檢測系統(tǒng)[4,5]。2013年,孫雪晨等人[6]就基于機器視覺設計了凸輪軸檢測系統(tǒng)。2016年,李孝祿等人[7]利用視覺檢測技術(shù)對汽車制動管路中氣泡進行檢測。2018年,王凱等人[8]都利用機器視覺對于零件進行了檢測。2018年,厲榮宣等人[9]在軸類零件表面裂紋檢測的時候使用了圖形學的方法。2019年,廖家驥[10]研發(fā)了一套將機器視覺與機器手結(jié)合起來的分揀系統(tǒng)。
針對以凸輪軸為代表的車用復雜軸類零件具有結(jié)構(gòu)異形、高速高精、高反射性的特性,本文以凸輪軸為例,研究適合于復雜軸類零件智能生產(chǎn)線作業(yè)特點,且具有質(zhì)檢定制化、操作簡易化、顯示人性化特色的視覺檢測方法,并在現(xiàn)有凸輪軸智能生產(chǎn)線投入應用[11]。本研究還設計了一個完整的檢測系統(tǒng)運動控制算法,設計了視覺檢測環(huán)節(jié)的信息模型和軟件信息系統(tǒng),為質(zhì)量大數(shù)據(jù)應用、優(yōu)化融入智能制造大系統(tǒng)的制造活動提供技術(shù)基礎。
1 ?視覺檢測方法設計技術(shù)路線
根據(jù)凸輪軸結(jié)構(gòu)特點和公差要求,給出其視覺選型和檢測性能技術(shù)指標,進行視覺檢測方法的集成設計,以驗證視覺檢測方法的有效性,技術(shù)路線如圖1所示。
2 ?視覺檢測方法設計
2.1 凸輪軸凸輪表面區(qū)域的提取
以單次采集到的凸輪軸表面圖像為例說明凸輪軸凸輪表面區(qū)域的提取過程。圖像主要由兩部分組成:光滑的白色的凸輪軸凸輪表面和粗糙的黑色非凸輪表面。提取出圖片中凸輪表面,是后續(xù)的凸輪表面缺陷提取的先決條件。在對凸輪軸圖像灰度化后,通過Gamma矯正的方式提高了圖像的對比度。比對不同γ值后,選用γ=1.5對圖像進行處理,如圖2所示。
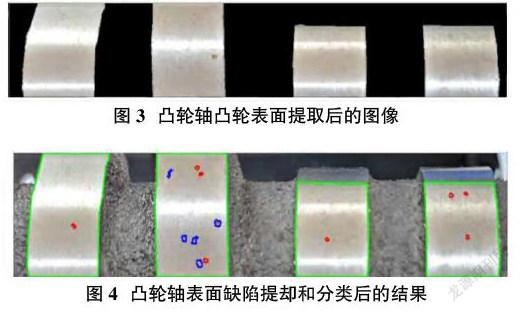
經(jīng)過Gamma矯正后,得到了對比度較強的凸輪軸灰度圖像。通過分析這些處理后的凸輪軸圖像,發(fā)現(xiàn)凸輪表面和非凸輪部分的顏色差相當明顯,所以采用了閾值分割的方法就可以得提取出凸輪表面的大概形狀。通過膨脹和腐蝕操作就能得到光滑邊緣的凸輪表面圖像。通過對凸輪圖像的邊緣提取和邊緣填充就能得到一張用于提取凸輪表面的掩膜,再通過掩膜與原圖像的運算完成了凸輪表面圖像的提取,如圖3所示。
2.2 凸輪表面缺陷的提取
采用Gamma矯正的方法對凸輪軸凸輪表面提取后的圖像進一步增強其對比度,通過二值閾值化和輪廓提取就可以得到凸輪表面缺陷的輪廓。通過對凸輪表面缺陷大小和周長的分析,將凸輪表面主要分為兩類:一類是面積較小為黑色狀缺陷,另一類面積較大為凹坑狀缺陷,如圖4所示。
3 ?基于CPS分層遞進質(zhì)量檢測診斷方法設計
利用CPS融合技術(shù)的基于CPS的凸輪軸加工質(zhì)量機器視覺在線檢測方法,采用“預先設計圖檢模板-綜合尺寸一次快檢-缺陷標記精細分揀-人機協(xié)同成因診斷”的系統(tǒng)設計和分層遞進檢測控制方法,保證凸輪軸表面嚴重缺陷100%檢出、桃尖等關(guān)鍵部位缺陷零容忍等質(zhì)檢要求,并為質(zhì)量追溯鑒定大數(shù)據(jù)基礎。實時性、魯棒性好的圖像處理算法與視覺檢測軟件技術(shù),是實現(xiàn)“綜合快檢、精細分揀、質(zhì)量診斷”的分層遞進質(zhì)量檢測診斷目標的關(guān)鍵。
首先是綜合尺寸快檢,采用預先設計標準輪廓圖像與凸輪截面圖像比對,一次性快速檢測輪廓缺陷,采用優(yōu)化的圖像處理算法及高速通訊協(xié)議,保障現(xiàn)場高精度、實時性檢測要求;其次是缺陷檢測識別,結(jié)合工人經(jīng)驗預先設計缺陷查找表,基于最大熵分割、SMV、決策樹加權(quán)組合算法,保證缺陷定位誤差在3個像素以內(nèi),氣孔等嚴重缺陷100%檢出,桃尖缺陷零容忍,并兼顧檢測精度和效率的提升。最后是人機協(xié)同診斷分析,采用機器學習技術(shù)分析質(zhì)檢數(shù)據(jù),結(jié)合人工標記建立精磨缺陷成因診斷數(shù)據(jù)集,基于振動信號特征提取技術(shù)評估潛在內(nèi)部缺陷嚴重性,為質(zhì)量追溯鑒定大數(shù)據(jù)基礎。
基于分層遞進檢測分析方法,按照CPS網(wǎng)絡跨時空協(xié)調(diào)控制的組織方式,采用“視覺感知-PLC電控-IPC監(jiān)控-多源數(shù)據(jù)庫”的多層協(xié)同的信息傳遞模型,實現(xiàn)綜合尺寸檢測線、表面缺陷檢測線、包裝傳送線、次品精分線的四線協(xié)同控制,采用機器學習技術(shù)人機協(xié)同分析質(zhì)檢數(shù)據(jù),結(jié)合人工標記,建立精磨缺陷成因診斷數(shù)據(jù)集,基于振動信號特征提取技術(shù)評估潛在內(nèi)部缺陷嚴重性,為質(zhì)量監(jiān)控系統(tǒng)優(yōu)化設計、設備故障診斷提供有力的支撐。
4 ?視覺檢測CPS數(shù)據(jù)模型方法融入智能制造大系統(tǒng)的方案
利用CPS融合技術(shù),設計CPS數(shù)據(jù)模型構(gòu)建、網(wǎng)絡化質(zhì)量監(jiān)控和制造模擬技術(shù),提高了系統(tǒng)參數(shù)調(diào)優(yōu)、缺陷成因診斷和設備故障預測報警等CPS高層智能融合和綠色制造技術(shù)應用的可行性。按照加工時序建立基準升程-刀具軌跡模型-凸輪型線的數(shù)據(jù)轉(zhuǎn)換模型,形成質(zhì)量設計、加工監(jiān)控、綜合檢測相統(tǒng)一的基準體系;基于平底、滾柱和尖頂?shù)葟膭蛹\動規(guī)律,研究凸輪軸“桃型”、“負曲”等異型凸輪基本尺寸和輪廓關(guān)系模型,進而研發(fā)適合復雜曲面回轉(zhuǎn)體加工狀態(tài)的插值擬合和誤差校正算法,減少數(shù)據(jù)處理誤差,據(jù)此開發(fā)數(shù)據(jù)模型轉(zhuǎn)換和質(zhì)量信息管理軟件系統(tǒng),實現(xiàn)質(zhì)檢定制化,滿足用戶多樣化生產(chǎn)需求;基于分層遞進檢測分析方法,按照CPS網(wǎng)絡跨時空協(xié)調(diào)控制的組織方式,采用“視覺感知-PLC電控-IPC監(jiān)控-多源數(shù)據(jù)庫”的多層協(xié)同的信息傳遞模型,實現(xiàn)綜合尺寸檢測線、表面缺陷檢測線、包裝傳送線、次品精分線的四線協(xié)同控制,采用機器學習技術(shù)人機協(xié)同分析質(zhì)檢數(shù)據(jù),結(jié)合人工標記建立精磨缺陷成因診斷數(shù)據(jù)集,基于振動信號特征提取技術(shù)評估潛在內(nèi)部缺陷嚴重性,為質(zhì)量監(jiān)控系統(tǒng)優(yōu)化設計、設備故障診斷提供有力的支撐。
參照五層CPS體系框架,基于軸類零件智能制造生產(chǎn)線,進行CPS視覺監(jiān)控融入智能制造大系統(tǒng)的總體方案設計,確定核心模塊和拓展模塊系統(tǒng)結(jié)構(gòu),總體方案如圖5所示。
在CPS體系結(jié)構(gòu)頂層設計基礎上,以帶齒輪的凸輪軸為例,結(jié)合信息模型,進行多工位檢測平臺軟硬件設計;結(jié)合圖像處理算法和分層遞進策略的研究,根據(jù)加工工藝和質(zhì)量標準,建立工藝數(shù)據(jù)轉(zhuǎn)換模型,建立網(wǎng)絡化CPS加工質(zhì)量監(jiān)控系統(tǒng),基于質(zhì)檢大數(shù)據(jù),基于機器學習進行特征分析、缺陷識別和質(zhì)量診斷。構(gòu)建視覺檢測CPS數(shù)據(jù)模型方法,融入智能制造大系統(tǒng)。
5 ?總結(jié)
本文設計了一種視覺檢測CPS數(shù)據(jù)模型及凸輪軸凸輪表面檢測方法,在參考國內(nèi)運用機器視覺等技術(shù)的基礎上,提出了一種運用圖像處理技術(shù)來提取凸輪軸凸輪表面缺陷的檢測方法。攝像頭采集到的凸輪圖像后,通過Gamma矯正的方式來增強了凸輪圖像的對比度,對于Gamma矯正后的圖像先進行二值化操作,再進行閾值分割和輪廓提取,成功提取圖像中凸輪表面區(qū)域。設計了缺陷的提取和分類算法,通過對凸輪表面缺陷的輪廓提取,提取出了凸輪表面缺陷,并通過對凸輪表面缺陷的特征分析,對凸輪的缺陷進行分類。利用CPS融合技術(shù),基于CPS的凸輪軸加工質(zhì)量機器視覺在線檢測,設計CPS分層遞進質(zhì)量檢測診斷方法。在CPS體系結(jié)構(gòu)頂層設計基礎上,建立網(wǎng)絡化CPS加工質(zhì)量監(jiān)控系統(tǒng),基于質(zhì)檢大數(shù)據(jù),基于機器學習進行特征分析、缺陷識別和質(zhì)量診斷,構(gòu)建視覺檢測CPS數(shù)據(jù)模型方法,融入智能制造大系統(tǒng)。
參考文獻:
[1]李孝祿,梁思偉,王文越,趙進慧,朱俊江,李運堂.汽車液壓制動系統(tǒng)氣液兩相流流型的識別[J].中國機械工程,2017,28(04):492-496.
[2]Yogitha.S, Sakthivel.P. A distributed computer machine vision system for automated inspection and grading of fruits[J]. International Journal of Computer Science and Mobile Computing, 2014, 3(4):522-527.
[3]Li Ping, Li Fengjun, Cai Anke, Wei Bokang. Fracture analysis of chilled cast iron camshaft [J]. China Foundry, 2009, 6(2):104-108.
[4]王清晨,景軍鋒.采用機器視覺的金屬表面橫向裂紋檢測[J].電子測量與儀器學報,2018,32:71-76.
[5]吳強,崔躍利,張耀.基于機器視覺的零件缺陷檢測算法[J]. 科學技術(shù)創(chuàng)新,2018,26:65-66.
[6]孫雪晨,姜肖楠,傅瑤,韓誠山,文明.基于機器視覺的凸輪軸表面缺陷檢測系統(tǒng)[J].紅外與激光工程,2013,42(6):647-1652.
[7]李孝祿,王文越,張遠輝,吳善強,李運堂.液壓制動管路中氣液兩相流流型聚類分析識別[J].農(nóng)業(yè)機械學報,2016,47(02):377-383.
[8]王凱,周律,章佳佳.基于機器視覺的圓孔零件內(nèi)外徑尺寸精密檢測[J].農(nóng)業(yè)裝備與車輛工程,2018,56:59-62.
[9]厲榮宣,沈希忠,張樹行,陳圣杰.基于圖像處理的軸類零件表面裂紋檢測[J].圖學學報,2015,36(1):62-67.
[10]廖家驥,劉建群,高偉強,胡釗雄.基于機器視覺的工業(yè)機器人分揀系統(tǒng)設計[J].組合機床與自動化加工技術(shù),2019(04): 25-27,31.
[11]徐剛強,周康康.汽油機凸輪軸數(shù)字化車間建設的探索與實踐—以博星84系列凸輪軸數(shù)字化產(chǎn)線為例[J].內(nèi)燃機與配件, 2019(18):31-32.