破碎機刀齒自動化堆焊可行性研究
2022-01-20 21:15:46姜世超王永宏陳兵趙一鳴
內(nèi)燃機與配件 2022年4期
姜世超 王永宏 陳兵 趙一鳴



摘要:目前礦用破碎機刀齒堆焊層大多為手工堆焊,但隨著焊接機器人系統(tǒng)的成熟,刀齒自動化焊接成為了可能。本文給出了刀齒自動化焊接的方案,并對其工作效率,堆焊層外觀質(zhì)量與作業(yè)難度做出了對比與論述。其結(jié)果證明:礦用破碎機刀齒自動化焊接是可行的,且相對于傳統(tǒng)手工堆焊,機器人刀齒堆焊具有明顯的優(yōu)勢。
Abstract: At present, the surfacing layer of cutter teeth of mining crusher is mostly manual surfacing, but with the maturity of welding robot system, automatic welding of cutter teeth has become possible. This paper presents the scheme of automatic welding of cutter teeth, and compares and discusses its working efficiency, appearance quality of surfacing layer and operation difficulty. The results show that the automatic welding of cutter teeth of mining crusher is feasible, and robot cutter teeth surfacing has obvious advantages over traditional manual surfacing.
關鍵詞:破碎機刀齒;焊接機器人;堆焊方案;焊接效率
Key words: cutter teeth of crusher;welding robot;surfacing scheme;welding efficiency
中圖分類號:TD451 ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文獻標識碼:A ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文章編號:1674-957X(2022)04-0137-03
0 ?引言
刀齒是礦用破碎機上的重要零件。刀齒的機械性能直接影響破碎機工作效率以及設備工作質(zhì)量,為了提高采煤工作效率,降低企業(yè)生產(chǎn)成本,市場對刀齒的堆焊質(zhì)量要求不斷提高。目前,分廠采用人工方式進行刀齒耐磨層的堆焊,此種工藝焊接強度大,在堆焊過程中會產(chǎn)生大量焊接煙塵,人工焊接會將工人直接暴露在惡劣環(huán)境之中,影響員工身心健康;同時手工堆焊焊接成型差,焊接外觀不統(tǒng)一,影響刀齒產(chǎn)品質(zhì)量。而機器人焊接比較人工焊接具有焊接效率高,焊接質(zhì)量穩(wěn)定,操作人員勞動強度低等優(yōu)點,因此采用機器人堆焊刀齒具有重要意義。
1 ?礦用破碎機刀齒工藝結(jié)構(gòu)分析
礦用破碎機是煤炭開采設備的重要組成部分。刀齒則是礦用破碎機的重要核心零件。由于刮板轉(zhuǎn)載機在工作過程中承受著復雜的受力狀況,刀齒和煤礦石的接觸形式以及連續(xù)運行的惡劣工況條件影響,刀齒是進行高效作業(yè)的基本保證,提高刀齒耐磨層的硬度、耐磨性是高效作業(yè)的基礎。
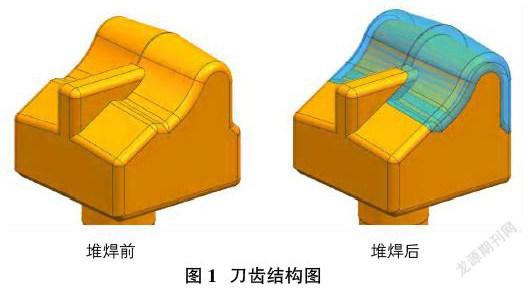
刀齒表面需要堆焊耐磨層(詳見圖1),破碎機刀齒堆焊曲面較為復雜,人工焊接中需要不斷進行翻面,導致其焊接效率難以保證;同時堆焊中為了使堆焊層有較高的硬度,施工過程中對層間溫度要求較高,不能連續(xù)焊接。
2 ?礦用破碎機刀齒焊接方案
2.1 手工堆焊
不使用輔助焊接設備,純?nèi)斯ず附印F涠押竿庥^完全取決于焊接操作人員,其外觀難以規(guī)范化,流程化。
2.2 機器人自動堆焊方案設計
2.2.1 方案目標
利用現(xiàn)有工業(yè)機器人技術,實現(xiàn)對礦用破碎機刀齒的自動化堆焊。
2.2.2 方案內(nèi)容設計
目前焊接機器人技術較為成熟,功能強大理論上可以完成刀齒堆焊曲面的焊接,但采用何種焊接路徑,何種編程方式需要進行不斷嘗試;同時使用何種工裝做到既可以保證連續(xù)焊接,又可以保證焊接質(zhì)量也是本方案的一大難點。
2.2.2.1 擬解決的主要技術難點和問題分析
①工裝夾具設計難點:如何根據(jù)刀齒外形數(shù)據(jù)統(tǒng)計設計一款能夠一次性快速裝夾多個刀齒,并做到工裝夾具能夠反復從機器人變位機工作平臺裝卸仍能保證工裝裝夾精度以及快速定位,同時要保證工裝夾具不妨礙機器人運行是本項目一大難點。這個過程需要工裝夾具設計人員與程序設計人員反復交流試驗,驗證過程中溝通交流、試驗驗證的是否充分,將直接決定了操作指導方案的簡潔明了、可指導性。
②程序設計難點:如何做到程序最簡仍能夠保證熔敷質(zhì)量,以及程序中采用何種熔敷方法(焊接路徑、焊接順序等)這個過程專業(yè)性較高,對操作人員有較高要求,如何將人工熔敷中的優(yōu)點利用起來相對難度較大。
③參數(shù)選擇難點:熔敷程序中需要對參數(shù)(行走速度、焊接電流電壓、焊接中機器人擺動頻率等)進行反復調(diào)試,這同樣是項目一大難點,這個過程需要熔敷經(jīng)驗較為豐富的焊接大師與程序設計人員通力配合調(diào)試焊接參數(shù),最終刀齒熔敷質(zhì)量也將由此直接決定。
2.2.2.2 技術方案
①將需要堆焊的刀齒進行統(tǒng)計,將刀齒按照形狀進行分類,明確各個刀齒熔敷所需的焊接參數(shù),同時觀察人工熔敷刀齒工藝,將人工熔敷刀齒工藝中的優(yōu)缺點進行歸納;
②根據(jù)所得的數(shù)據(jù)進行機器人熔敷刀齒初步方案敲定,并設計制作刀齒裝夾夾具;
③采用機器人對刀齒熔敷進行示教編程,并在編程后對刀齒熔敷模擬焊接,將程序進一步優(yōu)化;
④驗證程序無誤后進行試焊接,在最后跟蹤成型程序操作流程,并對試件進行工藝驗證。
2.2.2.3 最終方案
經(jīng)過多次嘗試,并綜合考慮編程可操作性以及產(chǎn)品質(zhì)量要求,最終方案如下:
①離線編程。目前焊接機器人編程方式適合下料公差要求較高的工件焊接,礦用刀齒大多采用鍛件,公差范圍較大,項目前期嘗試后效果不佳;且不同型號刀齒外形尺寸差異較小,多種刀齒可共用一種程序,不需要頻繁編程。同時,目前離線編程軟件購買成本普遍偏高,與刀齒利潤不相配。
②在線編程。在線編程既示教編程,經(jīng)過多種方案論證后決定使用翻轉(zhuǎn)機,使用焊接機器人聯(lián)動焊接、高低電弧跟蹤以及多層多道偏移功能結(jié)合使用。
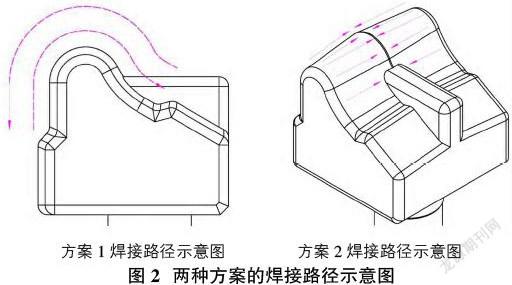
其中焊接方案示意圖如圖2。
其中方案2示教路徑過多,且不能夠保證每一道焊縫的焊接位置水平姿態(tài),而方案1能夠過變位機實時調(diào)整工件姿態(tài)從而實現(xiàn)堆焊過程中的每一時刻的焊接姿態(tài)都為水平,故選擇方案2的焊接路徑。
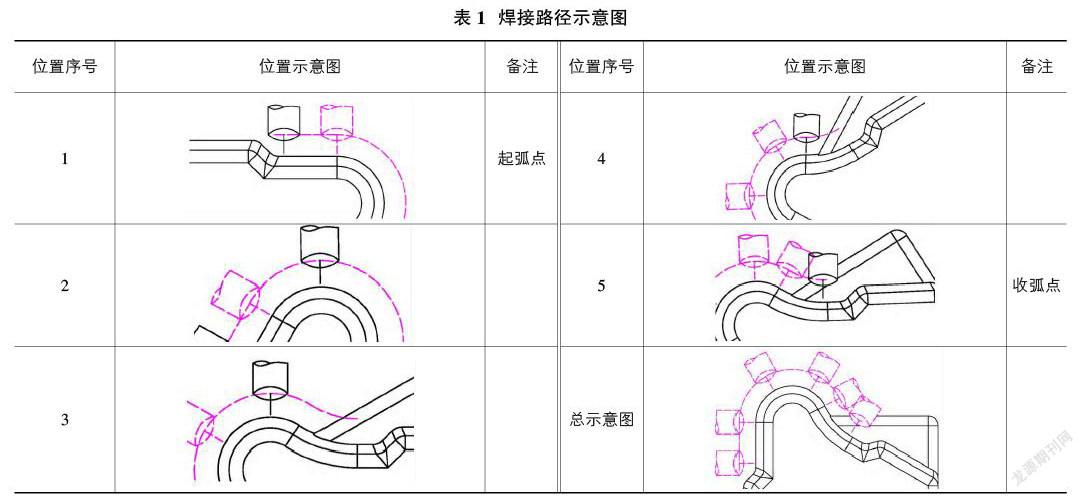
所選方案各個時間點焊槍姿態(tài)示意圖如表1。
由表1可知,在程序示教編程時需保證焊接中每一點焊接位置均為水平焊接,通過大量實地試驗,該種狀態(tài)下,刀齒堆焊效果最佳。
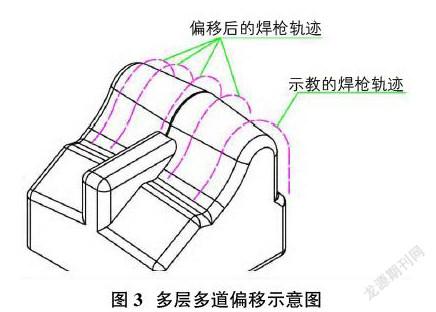
在第一次編程后利用多層多道偏移功能將手工示教的焊接路徑進行偏移,如圖3所示。
由于刀齒為鍛件,外形尺寸上存在一定差異,如果不加處理,可能會產(chǎn)生焊絲干伸長忽長忽短的情況導致產(chǎn)品外觀不一致,故編程中使用了上下電弧跟蹤功能(焊接機器人通過焊接電壓的變化計算干焊絲伸長,并根據(jù)計算結(jié)果調(diào)整焊槍高度,進而保證焊接中焊絲干伸長一致)。
焊接中的層間溫度的控制直接影響著刀齒堆焊層的硬度以及使用壽命,在多次嘗試后,發(fā)現(xiàn)機器人在一個刀齒上連續(xù)堆焊,其層間溫度遠遠超標,為了保證焊接效率,本項目沒有采取停留一段時間后再次進行下一次焊接的方法,而是通過焊接工裝增加同時焊接的刀齒個數(shù),每個刀齒每次只焊接一道,就開始下焊接一個刀齒的下一道焊縫,往復循環(huán)。
小結(jié):機器人堆焊刀齒是可行的。
3 ?礦用破碎機刀齒自動化堆焊分析
3.1 焊接質(zhì)量分析
選擇現(xiàn)場具有焊接工作經(jīng)驗2年以上的焊接人員堆焊的刀齒與本項目中堆焊的刀齒堆焊外觀質(zhì)量進行對比(兩者選擇的焊接參數(shù)、焊件型號與焊材相同),對比如表2。
在相同焊接參數(shù)下的刀齒堆焊層硬度對比如表3。
小結(jié):相對于傳統(tǒng)手工堆焊,機器人刀齒堆焊具有明顯的優(yōu)勢:能夠在保證堆焊層硬度的情況下,能夠有效提升刀齒堆焊層的外觀質(zhì)量。
3.2 焊接效率分析
傳統(tǒng)手工堆焊中,由于堆焊焊絲煙塵大,焊件預熱溫度高導致焊接操作人員極易產(chǎn)生疲勞感,且為了保證層間溫度,操作人員不能夠連續(xù)施焊進一步降低了焊接效率。同時,在傳統(tǒng)焊接中操作人員為了保證施焊位置始終為水平焊接,需要不斷手工翻活,在翻活中輕微碰傷砸傷情況時有出現(xiàn),造成一定損失。
而采用焊接機器人焊接,操作人員只需要進行上活及夾緊工作,有效避免了由于焊件溫度高導致的操作人員的疲勞,進而保證焊接效率。
具體堆焊時間差異如表4。
小結(jié):機器人堆焊刀齒在保證堆焊質(zhì)量的前提下能夠最大程度地降低操作人員的勞動強度;同時相對于人工堆焊,機器人堆焊刀齒效率提高了50%。
4 ?結(jié)論
目前礦用破碎機刀齒堆焊層大多為手工堆焊,但隨著焊接機器人系統(tǒng)的成熟,刀齒自動化焊接成為了可能。本文給出了了刀齒自動化焊接的方案并對其焊接效果進行了論述。其結(jié)果證明:
礦用破碎機刀齒自動化焊接能夠在保證堆焊層硬度的情況下,能夠有效提升刀齒堆焊層的外觀質(zhì)量,其效率相對于手工堆焊提高了50%。同時采用機器人堆焊刀齒能夠有效避免由于焊接中翻活導致的安全風險。
綜上所述,礦用破碎機刀齒自動化焊接是可行的,且相對于傳統(tǒng)手工堆焊,機器人刀齒堆焊具有明顯的優(yōu)勢。
參考文獻:
[1]李恒.中部槽機器人MAG焊接工藝與接頭組織性能研究[D].機械科學研究總院,2019.
[2]董曼淑,朱晗,張曉超,等.礦用鏈輪鏈窩電弧增材制造路徑規(guī)劃[J].焊接,2021(1):51-55.
[3]王俊濤,穆潤青,郁海濱.刮板輸送機發(fā)展現(xiàn)狀及智能化技術創(chuàng)新方向探討[J].煤炭技術,2020(8):156-158.
[4]寧夏天地奔牛實業(yè)集團有限公司.礦用破碎機刀齒焊接用輔助裝置:CN201420026405.8[P].2014-07-16.
[5]楊澤坤,董曼淑,周坤,等.齒軌座雙機器人柔性焊接裝備研發(fā)[J].煤礦機械,2021,42(7):97-99.