一種注塑模具自動定位方法研究
2022-01-22 06:06:06鄭森偉孫德紅
裝備制造技術 2021年10期
鄭森偉,孫德紅
(閩南理工學院光電與機電工程學院,福建 泉州 362700)
0 引言
注塑生產效率與產品質量決定了企業的效益,而模具的質量、注塑成型工藝參數、模具安裝定位等決定著注塑生產的效率與產品的質量[1]。模具位置的安裝定位對注塑成型的質量與成本有很大的影響。進行注塑生產前,需要把模具澆注系統主流道中心與噴嘴中心線對中。傳統的模具安裝定位需要依靠技術工人的經驗進行反復多次的挪動與試模才能最終確定模具位置,大大降低了注塑模具安裝效率。由于依靠經驗與試模的方法來安裝定位,其中心定位的精度低且波動性較大。當中心線偏離較大的時候,經過一段時間的生產容易出現噴嘴注射出來的熔融塑料從模具主流道進料口旁跑膠,不僅浪費了材料,而且注射的壓力也出現嚴重損失,造成產品質量的缺陷[2]。為此,需要一種能高效實現自動定位模具中心的方法來解決中心定位精度低且波動較大有問題。在移動平臺方面王磊等人提出了可以實現雙方向多工位移動的平臺,并且可以實現自動控制的方案[3]。朱曉東提出了關于使用吊機與壓板定位安裝模具的方法[4]。王鈺超提出了PLC控制在模具裝卸上的應用[5]。為使模具能平穩快速地實現定位,并有較高的精準度。本研究考慮把模具先放置一平臺上,采用PLC控制平臺移動,通過絲杠傳動實現平臺的自動走位[6],最后實現模具中心定位的方法。
1 定位平臺與零點定位件
自動定位裝置的平臺主要是為了承載模具,并帶動模具移動調整位置[7]。整個平臺主要由支撐板和零點定位件組成。不同尺寸的支撐板可以更替使用。不同型號的注塑機,其拉桿的間距不同。允許裝模的最小模厚不同。注塑機允許安裝的最小模厚10~20mm,平臺的長度比拉桿間距小10~20mm,運動平臺的結構與所在位置如圖1(a)所示。
平臺上的零點定位器如圖1(b)所示,零點定位器為一條形定位件。其安裝固定在平臺邊上,主要用來與所要安裝的模具對齊。使每套模具放到平臺上后,模具的一邊都能在平臺的固定位置,作為模具的運動起點位置,通過輸入模具的長寬,便可知道模具的中心位置。之后通過移動平臺的移動帶動模具中心,便可使注塑機噴嘴中心與模具中心在同一條中心線上,最后定位。

圖1 注塑機自動定位裝置中的運動平臺
2 定位工作原理
自動定位裝置如圖2所示,模具1置于平臺2上,模具緊靠平臺側邊的零點定位件7,當模具在平臺上的位置定好之后,將模具的Y方向尺寸與Z方向尺寸值輸入工作控制面板,如圖3所示。啟動自動定位裝置,系統通過三菱PLC控制Y軸電機4與Z軸電機6運轉。Y軸電機控制平臺沿著Y軸方向移動,Z軸電機控制平臺沿著Z軸方向移動。系統根據輸入的模具Y,Z方向的尺寸,實時計算模具主流道中心與注塑機噴嘴中心的Y,Z坐標偏差,并在控制面板上顯示。當工作控制面板中的模具澆口中心Y與Z顯示為零時,則對準中心,受控電機停止轉動,平臺停止運動,完成模具定位。定位工藝流程,如圖4所示。

圖2 注塑機自動定位裝置

圖3 工作控制面板

圖4 工作流程圖
當啟動系統后,根據模具中心位置偏差,當Y,Z方向的位置偏差數據非0的時候,PLC中X1,X2始終接通,Y1,Y2始終執行,Y軸與Z軸始終運動。當Y,Z方向的位置偏差數據為0的時候,PLC中X1,X2斷開,Y1,Y2停止工作,Y軸與Z軸停止運動。為防止運動超過行程,設置有Y,Z方向的限位裝置,當Y,Z軸運動超過行程后碰到限位塊,X3,X4斷開,Y,Z軸停止運動。具體三菱PLC的I/O分配,如表1所示。

表1 三菱PLC對中裝置I/O分配表
3 定位實驗分析
人工定位由于受操作人員技術熟練程度的影響比較大,所以定位精度容易產生波動,需采用多組實驗取平均值。現使用人工和PLC控制自動定位方法對不同規格的模具,進行多次定位,對定位中心偏差與定位時間取平均值對比。實驗裝置按表2所列的內容進行。
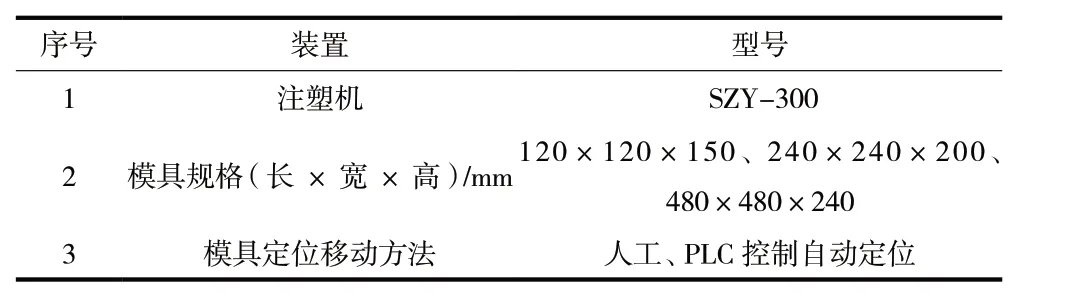
表2 實驗裝置
圖5為實驗設備場景圖片,圖5(a)圖為自動定位裝置結構圖,Y軸與Z軸的運動分別由Y軸電機與Z軸電機控制。圖5(b)為注塑機與PLC工作狀態圖,PLC單獨控制Y,Z軸的運動不與注塑機聯機,當模具定位完全并固定后,在啟動注塑機進行工作。圖5(c)圖為自動定位裝置安裝在模具上的位置。

圖5 實驗設備場景圖
如圖6(a)所示,使用人工定位時,模具越大定位的中心偏差越大。模具尺寸為480mm×480mm×240mm,產生的偏差為35~45μm;模具尺寸為120mm×120mm×150mm,產生的偏差為25~35μm。因此人工定位精度低,穩定性差。如圖6(b)所示,自動定位方法,不論模具大小產生的平均偏差基本為12~15μm,因此自動定位相對于人工定位,其定位精度高且穩定性好。

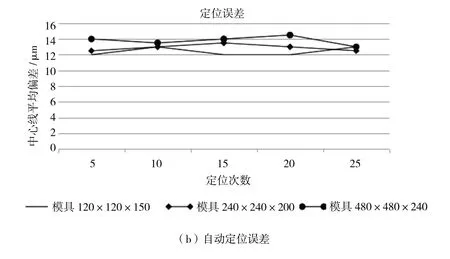
圖6 定位誤差
如圖7(a)所示,使用人工定位時,同一套模具定位的平均時間波動不大,但模具越大所需要的定位時間越長。定位的平均時間為4~10min。如圖7(b)所示,自動定位方法,不論模具大小其定位所用的平均時間為2~3min,每一套模具定位時間波動均在0.5min以內。因此自動定位比人工定位所需要的時間短。
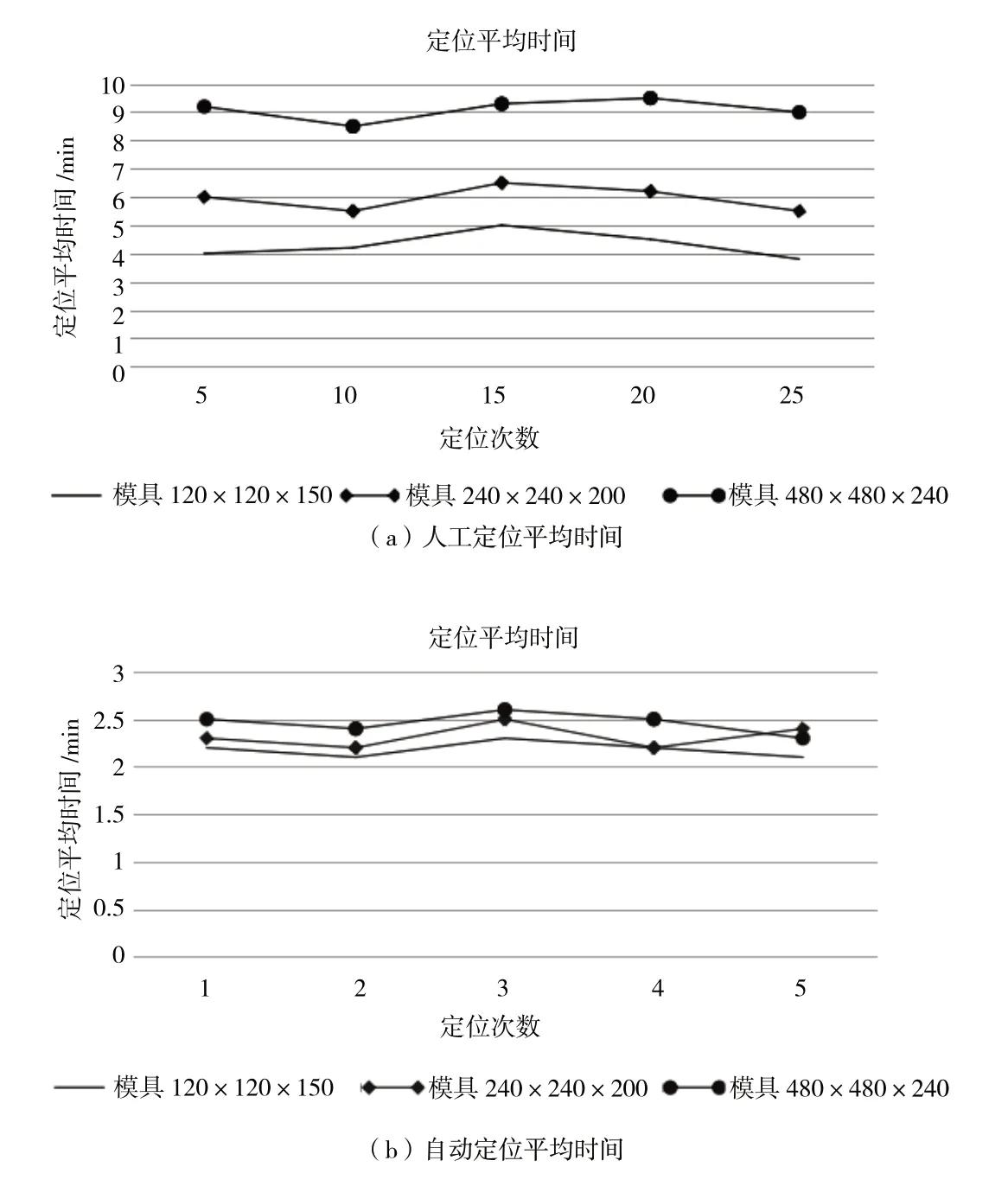
圖7 自動定位平均時間
平臺運動由PLC控制,并通過信息反饋移動坐標位置,因此能實時監控模具所在位置,定位精度高且穩定。產生的誤差主要由于絲杠的加工與配合誤差造成。只要平臺與主軸能承受載重,定位速度基本一致,且時間比較短。
4 結論
由PLC控制載有模具的移動平臺進行自動定位,可實時監控注塑機噴嘴中心與模具主流道中心的偏移量,其定位精度高,時間短且能適應多種型號模具進行自動定位,可為企業注塑生產提高效率,降低成本。