支撐輥倒角對熱軋鋼板板形的影響
2022-01-25 08:44:36賈俊彪吳成軍
上海金屬 2022年1期
賈俊彪 嚴 彪 吳成軍
(1.同濟大學材料科學與工程學院,上海 200092;2.上海聚重金屬材料科技有限公司,上海 200433)
四輥可逆式熱軋機的支撐輥在軋制過程中承受有害彎矩[1]繼而發生撓曲,造成支撐輥與工作輥之間的接觸應力沿輥身方向分布不均,在支撐輥邊部出現應力集中。應力集中區域在加工硬化、局部過度磨損、交變剪切應力的作用下,易出現疲勞裂紋并最終導致輥面剝落,造成支撐輥失效[2-3]。為解決這一問題,較為常見的方案是對支撐輥增加倒角設計或優化已有的倒角形狀。通常采用影響函數法[4]或有限元軟件計算[5]方法,分析不同倒角形狀輥系應力分布,從而找到軋機輥系最佳的倒角形狀。針對不同的軋機輥系,倒角形狀有直線型[6]、圓弧型[7]、冪函數型[8]等。
目前業內普遍認為,優化支撐輥倒角有助于板形的控制,但有學者提出過大的支撐輥倒角長度可能會產生肋浪板形缺陷[9]。某企業2 800 mm中厚板軋機支撐輥倒角優化后,抗剝落性明顯提高,但鋼板中間浪形缺陷的出現概率大幅度上升,嚴重影響了產品質量(如圖1所示)。本文通過有限元模擬軋制分析不同支撐輥倒角形狀下鋼板橫截面形狀的差異及其對鋼板板形的影響,為解決鋼板中間浪形缺陷提供依據和新途徑。
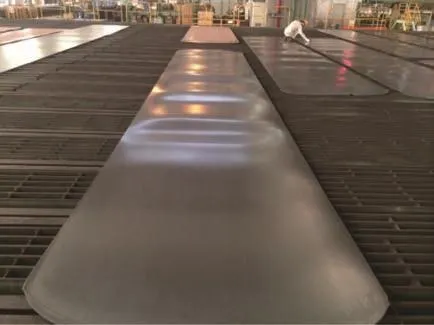
圖1 熱軋鋼板中間浪形缺陷Fig.1 Center buckles of the hot-rolled steel plate
1 有限元模型的建立
根據軋制板形控制理論,鋼板中間浪形與其軋制過程中橫向變形不均勻有關,不均勻程度可以用鋼板凸度以及軋制道次間鋼板比例凸度的變化程度來描述[10],因此模型重點關注軋制后鋼板的橫截面形狀,并輔以沿輥身軸向接觸應力的分布來討論支撐輥倒角對接觸應力分布的影響。為簡化模型,假設軋輥、鋼板都為均質材料,不施加復雜的溫度場,同時假設軋輥不發生磨損。
根據實際生產數據,使用Abaqus軟件創建軋制過程的三維模型,根據軋機的對稱性,只取軋機及鋼板的1/4部分進行建模(如圖2所示),部件包括支撐輥、工作輥以及鋼板,具體幾何尺寸和材質設置如表1所示。為了比較,選用3種不同倒角的支撐輥以及3種不同寬度的鋼板。
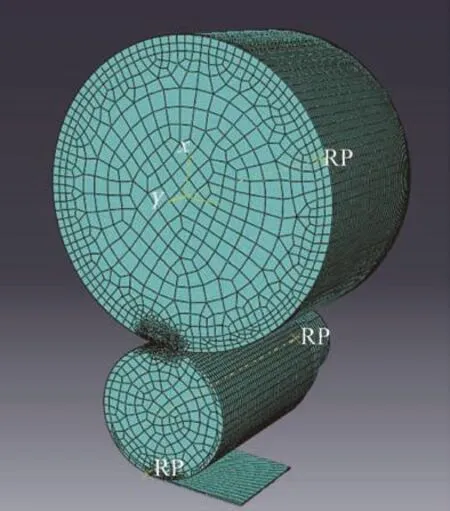
圖2 Abaqus軋制模型Fig.2 Rolling model in Abaqus

表1 Abaqus模型部件尺寸及材料屬性Table 1 Parts size and material properties in Abaqus model
3種支撐輥倒角均采用兩段式倒角設計(如圖3所示),分別為原始設計倒角(簡稱backup1型)、為解決支撐輥剝落問題而設計的優化倒角(簡稱backup2型)以及將backup2型倒角主倒角長度縮短的對比倒角(簡稱backup3型),具體尺寸如表2所示。從主倒角尺寸看,backup2、backup3、backup1型倒角長度依次減小,倒角長高比依次減小。

圖3 支撐輥倒角示意圖Fig.3 Schematic diagram of the backup roll chamfer
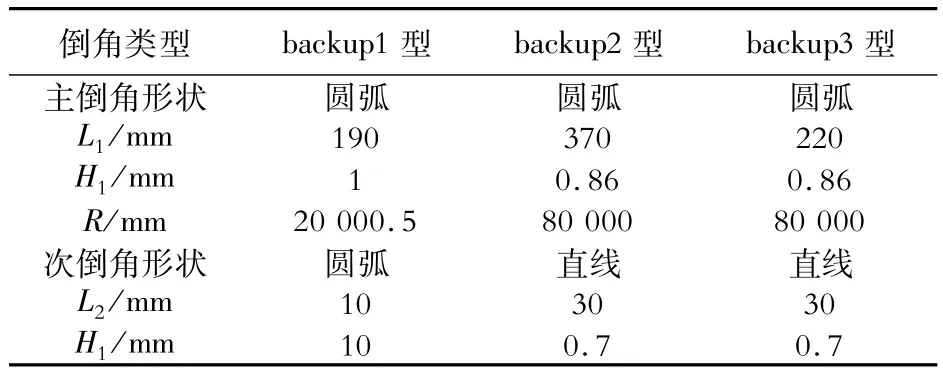
表2 支撐輥倒角尺寸Table 2 Size of the backup roll chamfer
在單元設計上,鋼板的橫截面形狀是由軋制過程中工作輥的實際輥縫形狀決定的,因此輥系變形的計算十分重要。二次單元因剪力自鎖問題不適用于非線性接觸的問題求解[11],因此對于計算精度要求較高的軋輥表面接觸區域,選用線性單元中應力和位移計算精度較高的8節點線性實體非協調單元(C3D8I),其余部分則使用計算成本更低的縮減積分單元(C3D8R),軋輥接觸區的網格也進行細分。根據文獻[8]和實際測量結果,將徑向尺寸設置在2 mm內以保證計算精度。軋輥均設置為均質的彈性體,材料屬性如表1所示,鋼板設置為彈塑性體,流變應力參數按照實現20%~25%變形率進行設置。各部件間接觸均設為硬接觸,采用罰函數進行處理,摩擦因數設為0.25。約束方面,通過軋輥端部綁定剛性面來實現加載以及軋輥的轉動[11]。模型計算分3步,先在支撐輥端部施加小載荷靜壓下實現部件接觸,之后將該載荷增大至設定軋制力大小,最后在工作輥端部施加1 m/s的轉動約束以及彎輥力以實現軋制模擬。
模型設置了3種軋制力(30 000、40 000、50 000 kN)、3 種板寬(1 500、1 800、2 100 mm)以及4 種彎輥力(1 800、2 000、2 300、2 500 kN)。使用Abaqus/Explicit模塊進行軋制模擬計算。
2 模擬結果與討論
圖4為在2 100 mm板寬、1 800 kN彎輥力和50 000 kN軋制力條件下,3種支撐輥接觸應力的軸向分布。從圖4可知,支撐輥端部50 mm區域(大于次倒角長度)均未與工作輥接觸,因此副倒角對本次結果沒有影響,3種支撐輥接觸應力均在倒角根部附近取得最大值,backup1、backup2、backup3型支撐輥的接觸應力峰值分別為1 685、1 561、1 625 MPa,backup2 型的應力峰值最小,倒角根部附近的應力變化最平緩,說明隨著倒角長度的增加,倒角長高比增大,支撐輥應力峰值降低,應力沿軸向分布更均勻,改善支撐輥受力的效果最好。這一規律與采用影響函數法計算的結果一致[12]。

圖4 3種支撐輥接觸應力的軸向分布Fig.4 Axial distributions of contact stress in the three kinds of backup rolls
根據板形控制理論,鋼板板形良好的條件是鋼板凸度的絕對值較小且道次間鋼板比例保持不變[10]。當凸度和道次比例凸度變化為負值時,鋼板可能出現中間浪形缺陷。
圖5為在2 100 mm板寬、2 500 kN彎輥力和30 000 kN軋制力條件下,采用3種支撐輥軋制的鋼板橫截面厚度差。可以看出,采用backup1、backup2、backup3型支撐輥軋制的鋼板在距離邊部150 mm處的凸度(用C150表示)分別為-37、-75、-64 μm,結合倒角形狀特點,說明隨著倒角長度的增加,倒角長高比增大,鋼板凸度減小。

圖5 采用3種支撐輥軋制的鋼板橫截面厚度差Fig.5 Difference in the cross-sectional thickness of steel plates rolled by the three kinds of backup rolls
匯總不同試驗條件下的鋼板凸度,以軋制力、彎輥力、鋼板寬度作為變量X,凸度作為響應Y進行響應曲面法(response surface methodology,RSM)分析,確定主要影響變量,結果如表3所示。

表3 板凸度C150的響應曲面法分析結果Table 3 Response surface methodology analysis result of the plate crown C150
根據各項因子的顯著性分析可知,鋼板寬度、寬度平方、軋制力、彎輥力的P值遠小于0.05,說明是顯著因素,因此可以選這4項作為參數,對鋼板凸度C150進行線性回歸,回歸方程為:

式中:a0~a4為各項系數;W為鋼板寬度;Fb為彎輥力;Fr為軋制力。
表4為不同支撐輥條件下鋼板凸度C150的線性回歸結果(為方便討論,對各自變量進行了歸一化處理)。從表4可以看出,各條件下的擬合優度R2值均大于95%,驗證了回歸方程的有效性。回歸方程的各項系數中,軋制力和彎輥力的系數變化很小,在不同軋制力、彎輥力條件下支撐輥倒角變化引起的板凸度C150變化基本相同;鋼板寬度的系數變化較大,鋼板越寬,支撐輥倒角變化引起的板凸度C150差異越大。以圖5所示的軋制條件為例,改用backup2型支撐輥后板凸度減小并出現負值,可能產生中間浪形缺陷,從而解釋了實際生產中使用backup2型支撐輥后中間浪形缺陷發生率升高的現象。相較backup2型,采用backup3型支撐輥對板凸度的影響較小。

表4 鋼板凸度C150的線性回歸結果Table 4 Linear regression result of the plate crown C150
根據上述板凸度的計算結果,進一步討論不同支撐輥倒角對軋制過程中道次比例凸度變化的影響。道次比例凸度變化ΔCp是指某道次軋制前后鋼板比例凸度的差值,計算公式為:

式中:H1、H2為道次入口、出口側鋼板厚度;Cr0、Cr1分別為道次入口、出口側鋼板凸度。
在相同軋制規程條件下,比較采用支撐輥A(原始設計)和支撐輥B(優化設計)條件下鋼板最后一個軋制道次的比例凸度變化ΔCp,以A為參照,設ΔCr為某一工藝條件下采用支撐輥B后的板凸度變化量,則支撐輥B的道次比例凸度變化為:

根據式(3)可知,不同支撐輥之間道次比例凸度變化不同,該差異與ΔCr(支撐輥輥型、鋼板寬度)、(H1-H2)/H1(道次壓下率)成正比,與道次出口厚度H2成反比,即支撐輥輥型變化引起的板凸度變化越大,道次變形量越大,則鋼板厚度越小,道次比例凸度變化量越大,板形變化也越大。由于ΔCr為負值,該板形易產生中間浪形缺陷。
3 板形控制
根據支撐輥倒角對鋼板凸度以及道次比例凸度變化的影響規律,討論中間浪形缺陷的控制方法,常規板形控制手段不在此討論。
第一,比較圖4、圖5中backup2和backup3型支撐輥接觸應力及鋼板凸度可以發現,將支撐輥主倒角長度從370 mm縮短至220 mm時,支撐輥變化引起的板凸度變化減小,且應力峰值低于原設計水平,即在保證支撐輥應力峰值降低的前提下,能夠有效改善板形質量。在實際生產中,采用backup3型倒角后,鋼板因中間浪形導致的矯直率從8%降低至2.5%以下。
第二,根據式(3),道次壓下率與支撐輥倒角變化引起的道次比例凸度變化成正比,因此減小道次變形量可以控制板形。圖6為實際生產規格為12 mm×1 700 mm×13 000 mm的鋼板時分別采用8、10、12個道次軋制后的板形。隨著軋制道次數的增加,末道次壓下率逐步減小至8道次軋制時的40%左右,根據式(3)可知支撐輥倒角變化引起的道次比例凸度變化也減小至40%左右,鋼板板形明顯改善。8、10、12道次軋制的鋼板凸度C150實測值分別為106、91、80 μm,根據式(1)計算的C150分別為20、0、-8 μm,不同軋制工藝條件下板凸度C150差值的計算結果與實際測量值較為接近,也在一定程度上驗證了回歸方程的有效性。考慮到增加軋制道次后鋼板凸度會因軋制力降低而減小,因此在采取該措施時應保證鋼板凸度不為負值。
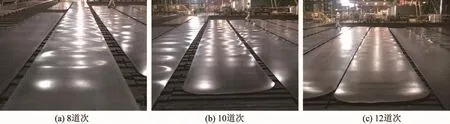
圖6 軋制道次數對板形的影響Fig.6 Effect of rolling passes on plate flatness
第三,該產線實際生產中工作輥沿輥身方向的磨損量不一致,輥身中段約1 500 mm區域磨損量大而越靠近邊部磨損量小,形成一個帶有一定凸度的工作輥輥形。當鋼板寬度大于1 500 mm時,鋼板凸度隨著軋輥磨損的加劇和鋼板寬度的增加而增大,這與支撐輥倒角對板凸度的影響規律相近,效果相反,可以抵消支撐輥倒角變化引起的板凸度及板形變化。圖7為采用backup3型支撐輥后分別在軋輥中段磨損量為80與120 μm條件下生產規格為10 mm×2 100 mm×11 000 mm的鋼板板形。經計算,當軋輥中段磨損深度增加40 μm 后,此寬度鋼板凸度C150增加10 ~20 μm,根據式(1)計算可知backup3型支撐輥倒角變化引起的C150變化約-20 μm,兩者疊加后C150值與使用backup1型支撐輥時基本一致,板形良好。基于這一思路,可以適當調整軋制計劃,將寬板的軋制順序后延,利用軋輥磨損后的輥型來改善板形。

圖7 軋輥磨損對板形的影響Fig.7 Effect of roll wear on plate flatness
4 結論
(1)增加支撐輥倒角長度、減小倒角的長高比可以降低支撐輥接觸應力峰值,延長支撐輥壽命。
(2)增加支撐輥倒角長度、減小倒角的長高比會造成鋼板凸度減小及道次比例凸度變化量減小,影響程度隨鋼板寬度的增加而增大。當凸度和道次比例凸度變化為負值時,鋼板易出現中間浪形缺陷。
(3)采取將支撐輥主倒角長度從370 mm縮短至220 mm、增加2~4個軋制道次以及利用軋輥磨損增加鋼板凸度等措施后,鋼板中間浪形缺陷出現的概率大大降低。