SiO2在粉末熔池耦合活性TIG焊熔池表面的過渡行為
2022-02-02 10:17:58黃勇,許杭
電焊機(jī) 2022年12期
關(guān)鍵詞:焊縫
黃 勇,許 杭
1.蘭州理工大學(xué) 材料科學(xué)與工程學(xué)院,甘肅 蘭州 730050
2.蘭州理工大學(xué) 省部共建有色金屬先進(jìn)加工與再利用國家重點實驗室,甘肅 蘭州 730050
0 前言
隨著巴頓研究所提出活性焊以來,活性焊接法的研究與活性劑研發(fā)成為焊接領(lǐng)域的熱點[1-3],并且活性焊的高熔深與高效率使其很快被應(yīng)用到鋁合金焊接研究中,但是針對活性焊焊接過程中活性劑的過渡行為對熔池的影響鮮有報道,特別是針對能夠?qū)崿F(xiàn)機(jī)械自動化焊接的粉末熔池耦合活性TIG焊[4](PPCA-TIG 焊,Powder Pool Coupled Activating TIG Welding)。
針對活性劑的過渡行為研究,黃勇等人[5]研究了N、O元素在不銹鋼中的過渡行為;盧劉杰[6]研究了O元素在奧氏體不銹鋼活性焊中的過渡行為;Lu等人[7]則是針對不銹鋼A-TIG焊建立了活性劑物化特性、熔池中O元素平均含量和焊縫成形之間的相關(guān)關(guān)系。此類針對不銹鋼材料的活性焊熔深增加,主要是活性元素O過渡后熔池表面張力梯度改變的結(jié)果,而在鋁合金中O的溶解度很低[8],故這類活性劑過渡行為不適于分析鋁合金的活性焊過渡行為。針對鋁合金焊接,黃勇等人[9]研究了多種活性TIG焊中活性劑與熔池金屬以及表面氧化膜之間的化學(xué)反應(yīng),但是這類活性焊焊接過程中是將活性劑涂覆在焊縫表面進(jìn)行焊接,有別于PPCA-TIG焊采用外層氣體將活性劑送入電弧-熔池耦合系統(tǒng)。
針對交流PPCA-TIG焊,不同活性劑粉末的引入會對焊接電弧以及熔池產(chǎn)生不同的影響,且活性劑的過渡過程會對焊縫表面成形產(chǎn)生重要作用。趙文強(qiáng)[10]針對SUS304不銹鋼的直流PPCA-TIG焊,研究了活性劑SiO2在電弧與熔池中的過渡過程,認(rèn)為表面張力溫度系數(shù)由負(fù)變正是SUS304不銹鋼焊接熔深增加的主要原因。薛旭普等人[11]研究了鹵化物對PPCA-TIG焊電弧的影響,發(fā)現(xiàn)活性劑MnCl2會在電弧中發(fā)生熔化、蒸發(fā)、解離和電離等過程,并使得電弧溫度以及電弧電壓升高,但對于活性劑在熔池表面的過渡以及對焊縫表面成形的影響并未探究。劉宏宇[12]建立了交流PPCA-TIG焊的暫態(tài)電弧模型,通過模擬研究了不同工藝參數(shù)對交流PPCA-TIG焊電弧等離子特性的研究,但并未考慮活性劑粉末對電弧等離子特性的影響。隨著鋁合金的廣泛應(yīng)用,對于鋁合金活性焊的深入認(rèn)識更加迫切,鋁合金的高效自動化焊接趨勢愈發(fā)緊要,但當(dāng)前對活性劑在鋁合金熔池表面的過渡行為還鮮有報道。
本文通過鋁合金交流方波PPCA-TIG焊與傳統(tǒng)交流TIG焊對比,研究了活性劑SiO2對于焊縫表面成形的影響;通過熔池表面物相分析,研究了活性劑SiO2在熔池表面的過渡行為,并建立了過渡模型。
1 試驗材料與方案
試驗材料采用3003防銹鋁合金,試件尺寸為200 mm×100 mm×8 mm。在鋁合金活性焊中,SiO2作為活性劑能顯著增加熔深[13],故選用單一組元氧化物SiO2作為活性劑,粉末粒度為100 ~200目,由外部送粉器送入焊槍,送粉量為1 g/min。焊前先用砂輪機(jī)打磨鋁合金板材表面,并依次采用酒精與丙酮擦拭待焊表面,焊接方法為交流方波PPCA-TIG焊,進(jìn)行表面熔焊,焊接參數(shù)如表1所示。

表1 交流PPCA-TIG焊接參數(shù)Table 1 AC PPCA-TIG welding parameters
采用OLYMPUSispeed3型號高速攝像系統(tǒng)對電弧形貌、電弧斑點行為進(jìn)行記錄,拍攝幀頻度為40 000 fps/s。焊后對焊縫表面宏觀形貌、熔深進(jìn)行拍攝記錄。
本文認(rèn)為SiO2在過渡過程中的高溫焊態(tài)電阻會使得電弧在熔池表面被強(qiáng)制收縮,為了探究SiO2焊接過程中的高溫焊態(tài)電阻對于焊縫表面成形與電弧的影響,進(jìn)行焊縫偏移試驗[14],如圖1所示,焊縫偏移率可表示為:
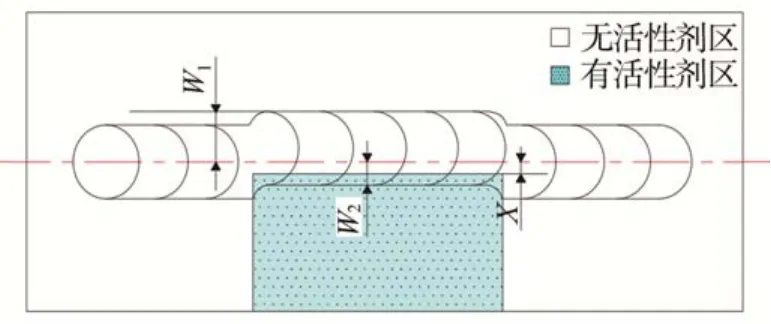
圖1 焊縫偏移試驗活性劑涂敷方式[14]Fig.1 Active flux application method in weld offset test[14]

式中p為焊縫的偏移率;W1為無活性劑側(cè)焊縫邊緣到試件中心線的距離(單位:mm);W2為有活性劑側(cè)焊縫邊緣到試件中心線的距離(單位:mm)。
為了獲取焊接過程中活性劑在高溫熔池表面的分布狀態(tài),采用熄弧前某一刻對焊件背面噴水,使得熔池快速冷卻。試驗采用的驟冷裝置如圖2所示,采用時間繼電器精準(zhǔn)控制驟冷時間。

圖2 驟冷裝置示意[6]Fig.2 Schematic diagram of rapid cooling device[6]
2 試驗結(jié)果與分析
2.1 焊縫表面成形
圖3、圖4分別為傳統(tǒng)TIG焊與PPCA-TIG焊焊縫表面成形與熔深。相比于傳統(tǒng)TIG焊光滑的焊縫表面成形,以SiO2為活性劑的交流PPCA-TIG焊焊縫表面被焊渣覆蓋,表面成形較差。但活性劑SiO2的過渡使得在相同焊接工藝參數(shù)下,電弧可直接焊透8 mm厚的3003鋁合金。
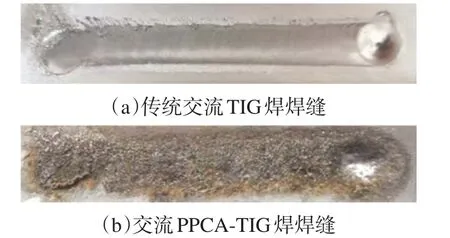
圖3 焊縫表面成形Fig.3 Weld surface forming
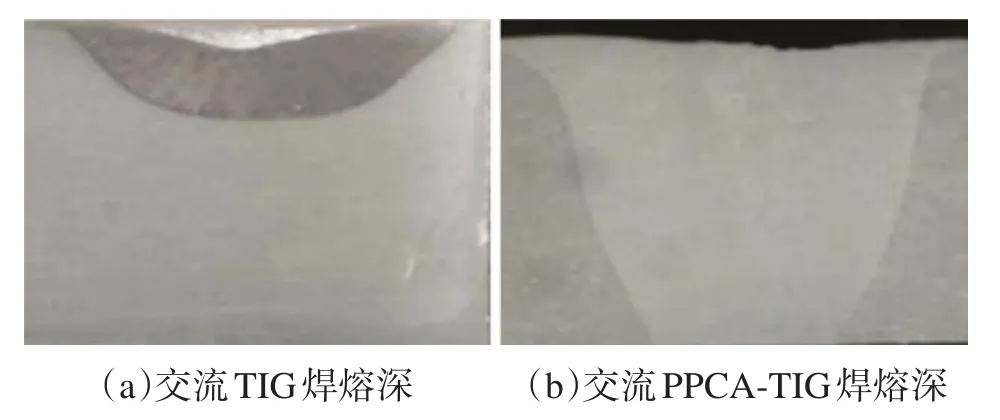
圖4 焊縫熔深Fig.4 Weld penetration
2.2 斑點行為
針對鋁合金交流焊,活性劑的加入必然影響焊接電弧行為。將交流分為EN和EP兩個時段,在電弧燃燒穩(wěn)定后提取電弧形貌,結(jié)果如圖5、圖6所示。在EP時段時,PPCA-TIG焊的焊接電弧相較于TIG焊發(fā)生明顯的收縮,且陰極斑點數(shù)量明顯多于傳統(tǒng)TIG焊;而在EN時段,兩種焊接電弧的尺寸相差不大,但在熔池表面PPCA-TIG焊的導(dǎo)電區(qū)域小于TIG焊,所以SiO2過渡到熔池表面后對電弧產(chǎn)生強(qiáng)制收縮作用。

圖5 TIG焊斑點行為Fig.5 TIG welding spot behavior

圖6 PPCA-TIG焊斑點行為Fig.6 PPCA-TIG welding spot behavior
2.3 SiO2的高溫焊態(tài)電阻
采用焊縫偏移試驗對SiO2的高溫焊態(tài)電阻進(jìn)行分析,焊縫表面如圖7所示,發(fā)現(xiàn)SiO2使得電弧偏轉(zhuǎn)向無活性劑一側(cè),并且活性劑被燒結(jié)成為黑褐色焊渣粘附在焊縫表面。通過對圖8焊縫偏移率與電弧形貌的研究發(fā)現(xiàn),焊縫的偏移率隨著中心線與活性劑涂覆區(qū)域之間間隙的降低而增大,在間隙為0 mm時,SiO2偏移率達(dá)到最大為57.14%。
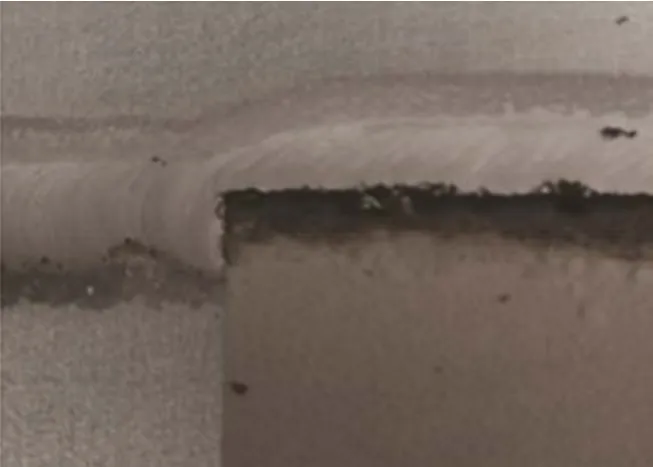
圖7 偏移焊縫Fig.7 Deviation weld

圖8 焊縫偏移率Fig.8 Weld deviation ratios
由于焊接電弧會趨向于電阻更小的區(qū)域形成導(dǎo)電通道,而SiO2的加入使得電弧偏移,說明SiO2過渡行為會增加電阻,使得導(dǎo)電通道發(fā)生變化。PPCA-TIG焊接過程中,活性劑由焊槍外層氣均勻吹入電弧圓周外圍,而后在弧坑周圍粘附,因此SiO2的高溫焊態(tài)電阻使得電弧導(dǎo)電面積減小,同時在EN時段強(qiáng)制壓縮電弧。
以往研究中,O作為活性元素在活性焊過程中對表面張力梯度有很大影響[15],本文通過氮氫氧分析儀對熔池金屬中的氧含量進(jìn)行檢測,結(jié)果如表2所示。發(fā)現(xiàn)PPCA-TIG焊熔池氧含量低于母材金屬,說明焊接過程中O元素并未進(jìn)入熔池內(nèi)部,所以通過活性元素進(jìn)入熔池改變?nèi)鄢亟饘俚谋砻鎻埩Σ⒉贿m用于分析以SiO2為活性劑的鋁合金交流PPCA-TIG焊,更不是熔深增加的原因。

表2 熔池氧含量Table 2 Oxygen content of molten pool
2.4 SiO2過渡物相分析
2.4.1 驟冷試驗
為了獲取高溫熔池表面焊渣以及熔池表面的物相分布,進(jìn)行了驟冷試驗。為了得到較好的冷卻效果,試驗設(shè)置噴水冷卻時間分別為熄弧前1.0 s、0.8 s、0.6 s、0.4 s、0.2 s、0 s,由于以SiO2為活性劑時可直接焊透8 mm的鋁合金,于是在驟冷試驗時將焊接速度提高為105 mm/min。
圖9為SiO2過渡時熔池驟冷熔深,結(jié)果表明在熄弧前0 s、0.2 s、0.4 s和0.6 s對焊縫進(jìn)行背部噴水冷卻時,熔深沒有發(fā)生明顯變化,而在熄弧前0.8 s和1.0 s進(jìn)行背部噴水冷卻時,焊縫熔深明顯減小。熄弧前0.6 s為熔深變化的分界。對熄弧前0.4 s、0.6 s和0.8 s的焊縫進(jìn)行金相觀察,并與熄弧同時冷卻的焊縫進(jìn)行比較,其結(jié)果如圖10所示。發(fā)現(xiàn)在熄弧前進(jìn)行冷卻會使得晶粒細(xì)化,并且以熄弧前0.6 s進(jìn)行背部噴水冷卻為分界,熄弧前時間大于0.6 s進(jìn)行背部噴水冷卻會使得晶體生長一直延伸到焊縫表面,而小于0.6 s時晶體不能夠延伸到熔池表面。綜合以上分析,熄弧前0.6 s進(jìn)行焊件背部噴水冷卻時,不會影響焊縫的熔深,并且能夠快速地冷卻熔池金屬,從而較好地保留熔池金屬高溫狀態(tài),結(jié)合對驟冷焊縫及其熔深的金相觀察,認(rèn)為熄弧前0.6 s對焊件背部噴水冷卻達(dá)到最好的驟冷效果。

圖9 PPCA-TIG-SiO2驟冷焊縫熔深Fig.9 PPCA-TIG-SiO2rapid cooling weld penetration
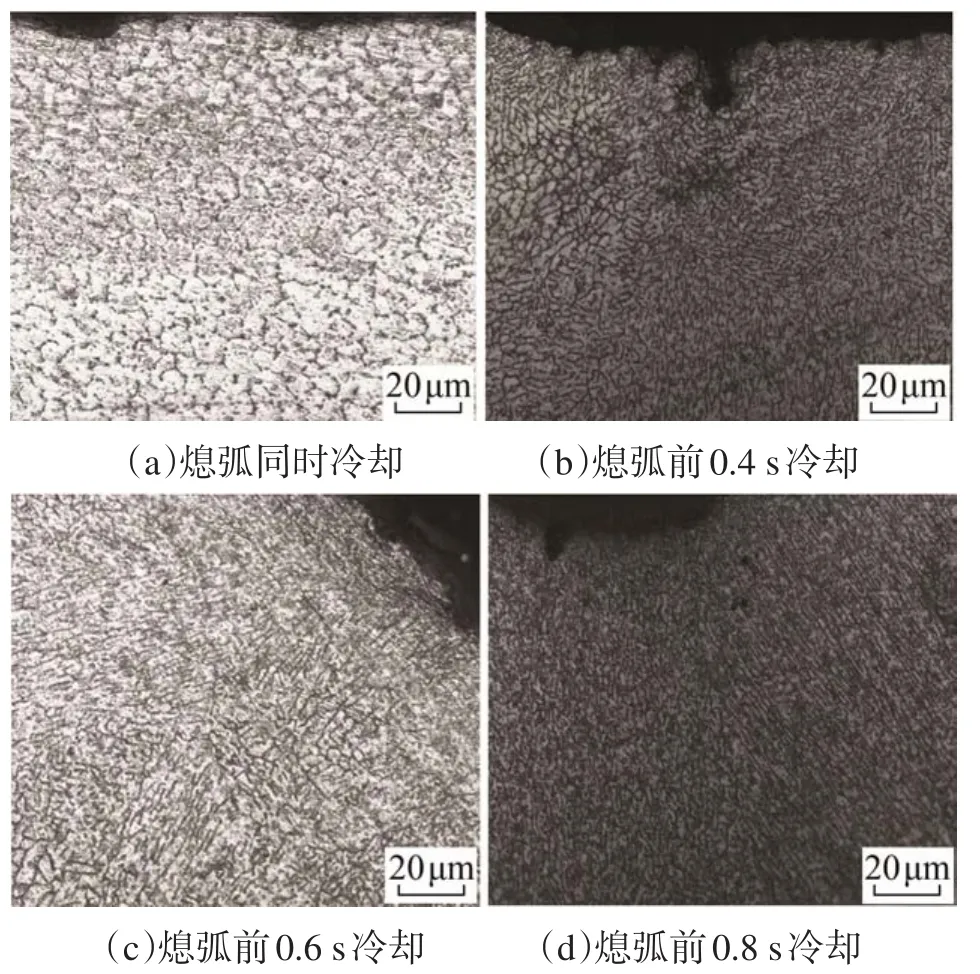
圖10 PPCA-TIG驟冷焊縫金相Fig.10 PPCA-TIG rapid cooling weld metallography
2.4.2 熔池表面形貌
針對PPCA-TIG焊熄弧前0.6 s噴水冷卻的驟冷弧坑進(jìn)行取樣,如圖11a所示。通過對弧坑的觀察測量,發(fā)現(xiàn)在弧坑中心位置為白色的裸露金屬,表面沒有灰黑色顆粒的覆蓋,其寬度為4.5 mm,而裸露金屬外圍的弧坑表面被高溫焊態(tài)電阻較高的灰黑色活性劑焊渣所覆蓋。
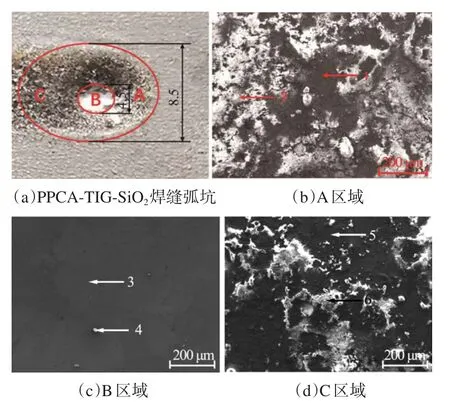
圖11 弧坑表面形貌Fig.11 Crater surface appearance
沿著焊槍的行進(jìn)方向,將弧坑前、中、后分為A、B、C三個區(qū)域,對其表面形貌和成分進(jìn)行分析,其表面形貌如圖11b、11c、11d所示,在活性劑顆粒邊緣有明顯的熔化痕跡。通過圖12所示的不同分區(qū)的X射線光電子能譜(EDS)點掃結(jié)果,發(fā)現(xiàn)圖11所示的白色顆粒為活性劑,呈現(xiàn)不規(guī)則的塊狀分布,其主要成分為Al、Si、O,而黑色區(qū)域主要成分為Al、O。從弧坑表面的能譜分析結(jié)果可知,這是一個由Al過渡到以Si為主要成分的過程,這是因為經(jīng)過焊接過程后,活性劑經(jīng)電弧處理后在熔池周圍聚集粘附,導(dǎo)致焊縫母材被活性劑所含元素大面積覆蓋。
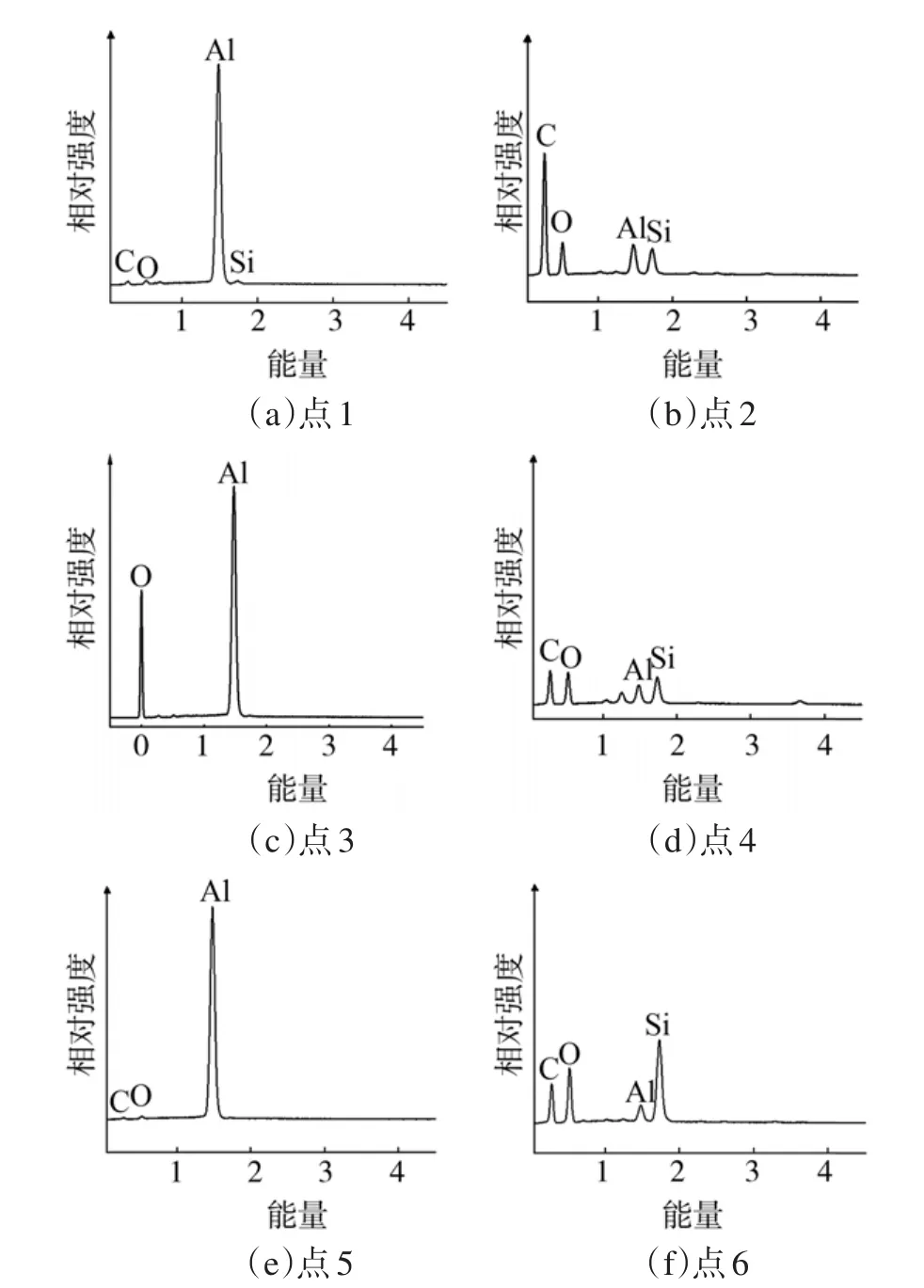
圖12 PPCA-TIG-SiO2弧坑表面EDS圖譜Fig.12 EDS spectrum of PPCA-TIG-SiO2crater surface
通過以上三個區(qū)域的對比,A區(qū)為成分均勻區(qū),由活性劑所含元素與母材金屬組成,B區(qū)主要為熔池金屬,表面以母材金屬氧化物為主,而C區(qū)基本被活性劑完全覆蓋,主要成分為活性劑所含成分。
2.4.3 焊縫表面成分分布
在進(jìn)行驟冷試驗過程中,弧坑C區(qū)經(jīng)歷了從電弧離近到電弧遠(yuǎn)去的整個焊接過程,并且經(jīng)驟冷保留了其高溫狀態(tài)的元素及相的分布狀態(tài)。因此,弧坑C區(qū)是經(jīng)歷整個活性劑過渡過程的最佳弧坑區(qū)域,為了探究活性劑SiO2經(jīng)電弧處理,再過渡到熔池表面,其活性劑所含元素在熔池表面的分布情況,針對3003鋁合金交流PPCA-TIG焊焊縫,對焊縫弧坑圖11a中C區(qū)進(jìn)行了電子探針面分析,得到了不同元素在焊縫表面的分布(見圖13),并與傳統(tǒng)TIG焊焊縫表面元素的分布(見圖14)進(jìn)行了對比。

圖13 PPCA-TIG-SiO2焊縫表面Fig.13 PPCA-TIG-SiO2weld surface
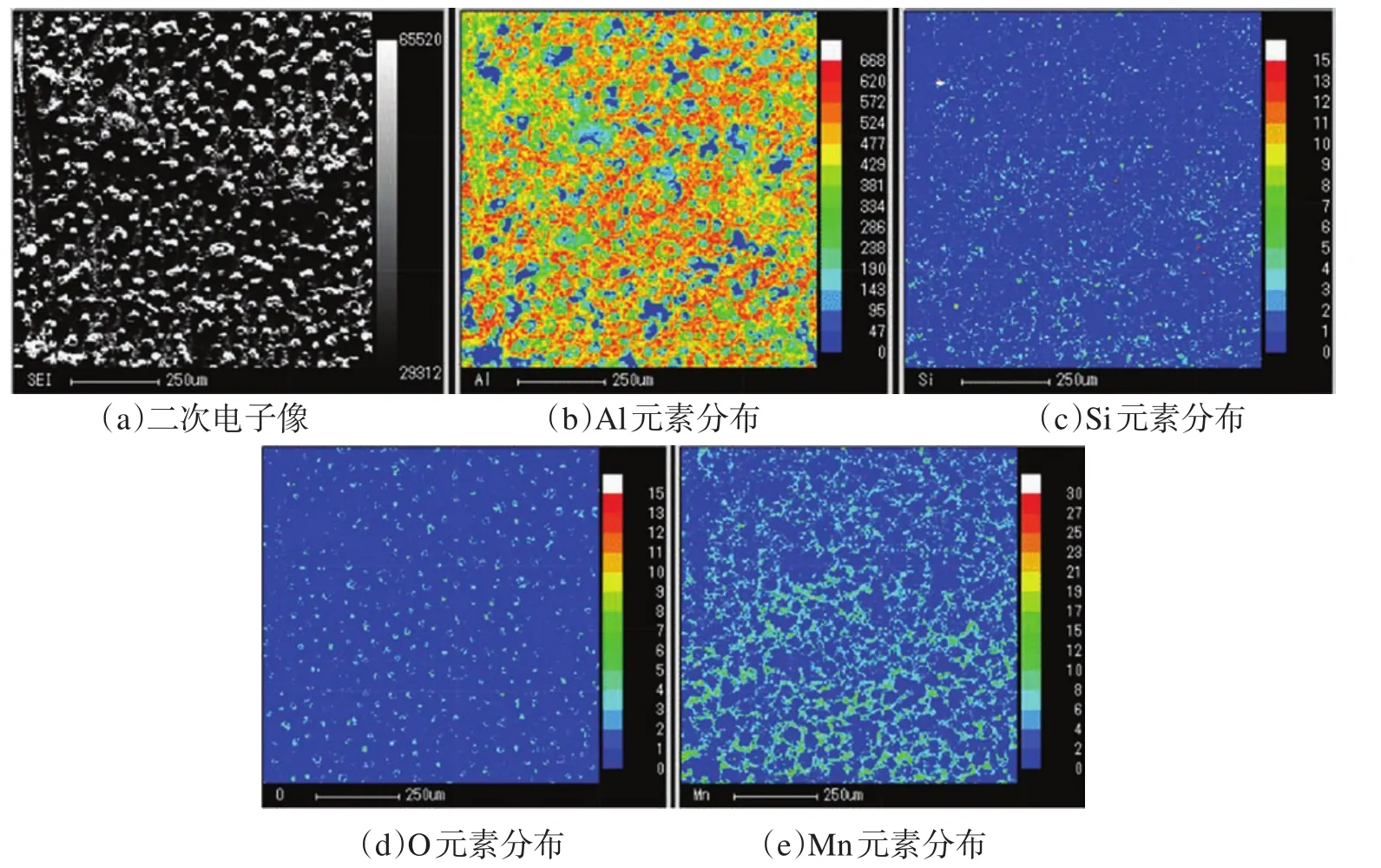
圖14 TIG焊縫表面Fig.14 TIG weld surface
相比于傳統(tǒng)TIG焊焊縫表面Al、Si、O、Mn元素的均勻分布,PPCA-TIG-SiO2焊縫表面元素的均勻分布被破壞,從圖13可以清楚看到母材本身所含元素Mn經(jīng)過焊接過程后呈現(xiàn)出塊狀區(qū)域的分布,且含量很低,在焊縫表面的母材Al被活性劑所含元素大范圍覆蓋,活性劑所含元素Si、O呈現(xiàn)出不規(guī)則的塊狀分布。通過比對二次電子像與元素分布情況,可以看出熔坑表面凹進(jìn)的“溝壑”中主要成分為Al,基本沒有活性劑元素的存在,而凸起的區(qū)域基本被活性劑所含Si元素將Al覆蓋。
2.4.4 焊縫表面物相
針對焊接過程中的焊縫表面焊渣、焊縫表面和焊縫截面,進(jìn)行了XRD檢測分析,其分析位置示意如圖15所示。
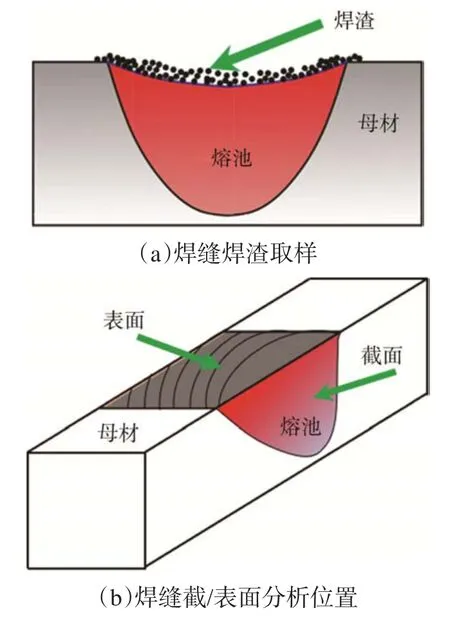
圖15 分析位置示意Fig.15 Schematic diagram of analysis location
通過對SiO2作為活性劑的3003鋁合金交流PPCA-TIG焊的驟冷焊縫的XRD檢測,焊縫表面、焊縫截面和焊渣的XRD圖譜分別如圖16、圖17和圖18所示。發(fā)現(xiàn)焊縫表面的主要相為Al和SiO2,焊縫截面的主要存在相為Al,焊渣的主要存在相為SiO2。結(jié)合焊渣、焊縫表面以及截面的物相分析發(fā)現(xiàn),整個過程中并未有新的物相生成,活性劑SiO2附著在熔池表面,最終以焊渣的形式存在于焊縫表面,使得焊縫表面粗糙不平,導(dǎo)致焊縫表面成形較差。

圖16 PPCA-TIG-SiO2焊縫表面XRD圖譜Fig.16 XRD pattern of PPCA-TIG-SiO2weld surface

圖17 PPCA-TIG-SiO2焊縫截面XRD圖譜Fig.17 XRD pattern of PPCA-TIG-SiO2weld section

圖18 PPCA-TIG-SiO2焊焊渣XRD圖譜Fig.18 XRD pattern of PPCA-TIG-SiO2welding slag
為了明確焊縫弧坑表面以及熔池中各元素的存在形式,針對焊縫弧坑表面和熔池金屬進(jìn)行了XPS分析,主要分析元素為Al、Si、O、Mn。圖19、圖20分別為PPCA-TIG-SiO2弧坑表面XPS全譜掃描和XPS窄掃描圖譜,圖21、圖22分別為PPCA-TIG-SiO2熔池XPS全譜掃描圖和XPS窄掃描圖譜,采用C1s284.8標(biāo)定,處理窄掃描圖譜。由圖19、圖21可知,弧坑表面與熔池內(nèi)均檢測不到Mn,這是由于SiO2為活性劑時,Si、Al的氧化物大量覆蓋在弧坑表面且濃度很高,受到XPS檢測極限限制,未檢測到Mn。由圖20發(fā)現(xiàn)弧坑表面Al的存在形式為金屬Al和Al2O3,O的存在形式為SiO2和Al2O3,Si的存在形式為SiO2,所以弧坑表層的灰褐色顆粒主要為存在形式為SiO2和Al2O3的混合物。由圖22發(fā)現(xiàn)熔池中Al主要以Al和Al2O3形式存在,O以Al2O3形式存在,結(jié)合圖21發(fā)現(xiàn)熔池中檢測不到Mn和Si,說明SiO2的過渡過程中活性劑所含元素沒有進(jìn)入到熔池內(nèi)部,且SiO2過渡到熔池表面粘附后并未深入熔池。
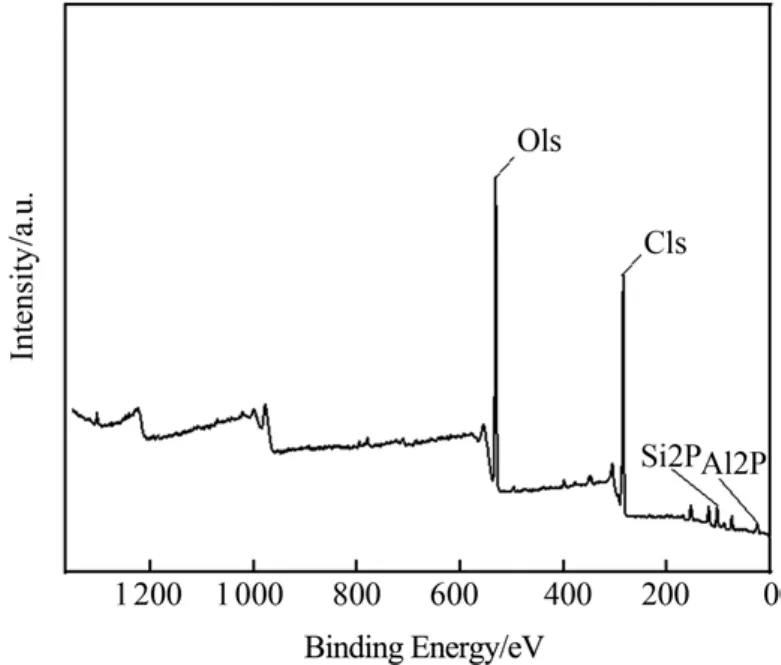
圖19 PPCA-TIG-SiO2弧坑表面XPS全譜掃描Fig.19 XPS full spectrum scanning of PPCA-TIG-SiO2crater surface

圖20 PPCA-TIG-SiO2弧坑表面XPS窄掃描圖譜Fig.20 Narrow scanning XPS spectrum of PPCA-TIG-SiO2 crater surface

圖21 PPCA-TIG-SiO2熔池XPS全譜掃描Fig.21 XPS full spectrum scanning of PPCA-TIG-SiO2molten pool

圖22 PPCA-TIG-SiO2熔池XPS窄掃描圖譜Fig.22 Narrow scanning XPS spectrum of PPCA-TIG-SiO2 molten pool
2.4.5 熔池表面反應(yīng)
在交流PPCA-TIG焊焊接過程中,母材金屬在極短時間內(nèi)被加熱熔化,同時活性劑粉末由焊槍送進(jìn)到電弧-熔池耦合系統(tǒng),在此過程中,為了探究活性劑與熔池金屬的反應(yīng)過程,以15℃/min的加熱速率對3003鋁合金與活性劑粉末混合樣品進(jìn)行升溫?zé)嶂?差示掃描量熱(TG-DSC)試驗,并對其產(chǎn)物進(jìn)行檢測,結(jié)果如圖23所示。發(fā)現(xiàn)從室溫到1 400℃之間DSC曲線出現(xiàn)兩個峰,在661℃(鋁的熔點為660.4℃)時鋁合金熔化,吸收熱量,DSC曲線出現(xiàn)向下的峰;在1 110℃左右,DSC曲線出現(xiàn)一個向上的峰,這是由于熔融的鋁合金形成α-Al2O3導(dǎo)致。在整個過程中,3003鋁合金和SiO2沒有發(fā)生明顯的反應(yīng)過程,僅存在兩者自身的反應(yīng)熱過程,這與A-TIG焊具有相同結(jié)果[9];并且熱分析產(chǎn)物 SiO2、Al2O3與Al均為試樣本身的物相,沒有新相產(chǎn)生。因此在電弧空間中有活性劑的加熱、融化、分解以及解離過程[16],但是這些過程對熔池金屬的反應(yīng)過程并未產(chǎn)生足夠的影響。
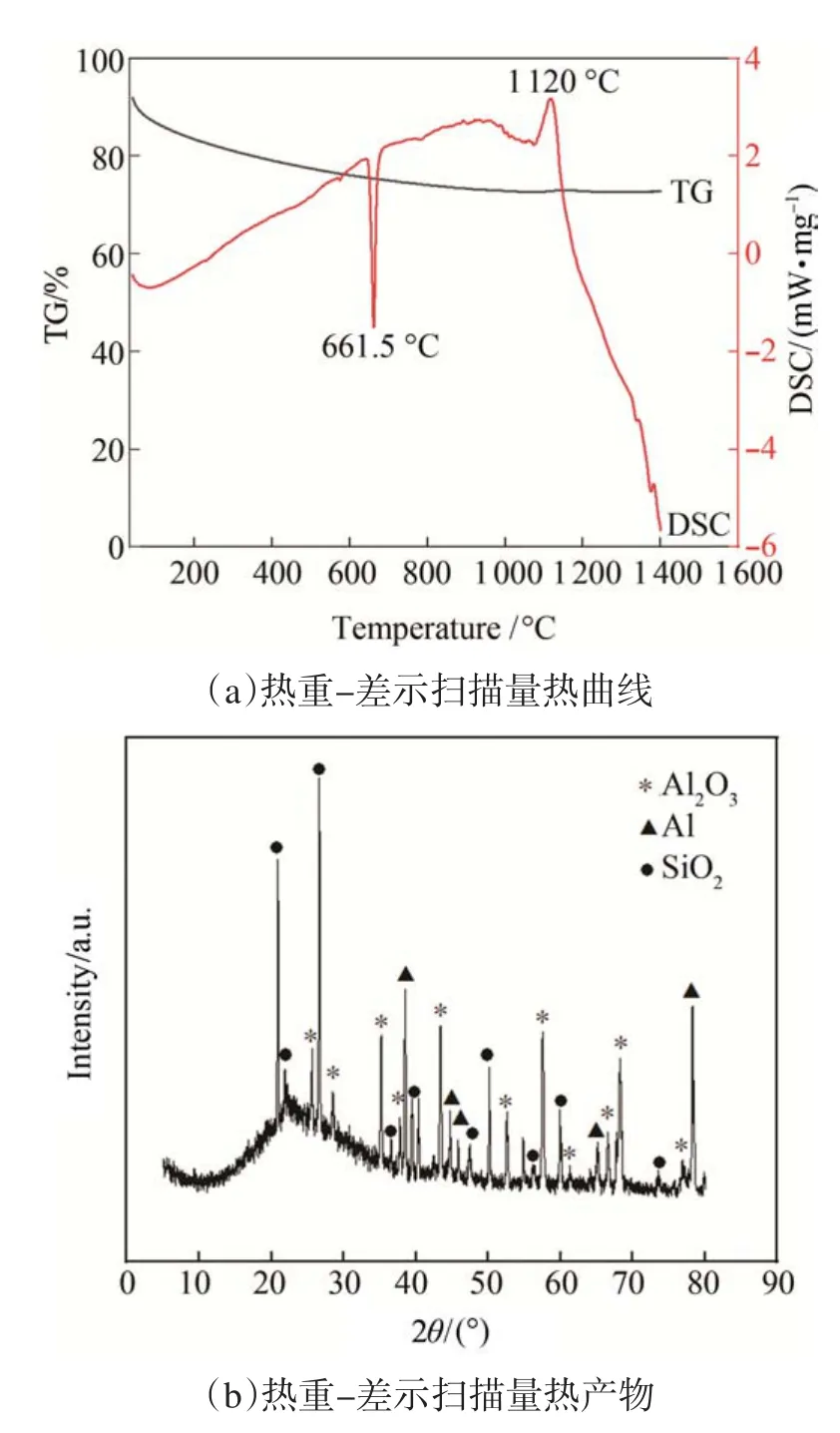
圖23 TG-DSC分析Fig.23 TG-DSC analysis
3 過渡模型
通過以上分析,建立了活性劑SiO2在鋁合金交流PPCA-TIG中熔池表面的過渡模型,如圖24所示。活性劑SiO2經(jīng)外層氣送進(jìn)到焊槍后,由焊槍外層氣送進(jìn)到電弧圓周外圍,而后在熔池邊緣粘附聚集。大量的SiO2粉末受到內(nèi)層保護(hù)氣的影響,活性劑顆粒飛離焊接電弧,部分活性劑顆粒具有足夠大的動能進(jìn)入到電弧內(nèi)部,進(jìn)入電弧的顆粒大多直接粘附到熔化的鋁合金表面,并且粘附在熔池表面,使得弧坑中心為母材金屬,邊緣被活性劑粘附,強(qiáng)制電弧收縮。而少量的SiO2顆粒會在電弧中發(fā)生解離[16]:SiO2?Si+2O,并充斥在電弧導(dǎo)電空間中。

圖24 PPCA-TIG-SiO2熔池表面過渡示意Fig.24 PPCA-TIG-SiO2molten pool surface transition diagram
結(jié)合斑點行為的分析,通過焊槍外層氣體送進(jìn)到電弧-熔池耦合系統(tǒng)的部分SiO2過渡到熔池表面后,作為氧化物的SiO2吸引了陰極斑點,導(dǎo)致陰極斑點數(shù)量增加。在此過程中,陰極斑點在氧化物表面產(chǎn)生,由于陰極斑點的電流密度特別大,瞬間產(chǎn)生很高的溫度,使得氧化物Al2O3出現(xiàn)熔化、蒸發(fā),使得熔化形成的液滴在各種力的作用下被噴射出來,同時在斑點處留下蝕坑;同時,尺寸較小的SiO2顆粒表面也會產(chǎn)生此過程,但經(jīng)電弧處理后熔化聚合粘附的SiO2顆粒在焊縫表面吸引陰極斑點的產(chǎn)生,并且不易被清理,因此陰極斑點趨向大斑形成,導(dǎo)致焊縫表面凹凸不平,成形較差,并且焊渣也出現(xiàn)呈塊狀分布的特征。
4 結(jié)論
(1)在鋁合金交流PPCA-TIG焊中,活性劑所含元素并未進(jìn)入熔池,熔深增加的主要原因是活性劑的加入導(dǎo)致電弧發(fā)生收縮。
(2)與傳統(tǒng)TIG焊相比,交流PPCA-TIG焊中活性劑SiO2的加入使得電弧收縮,且在EN時段的導(dǎo)電面積減少,熔深顯著增加。
(3)以SiO2為活性劑的PPCA-TIG焊焊縫表面成形差,主要原因是活性劑加入使得EP時段陰極斑點數(shù)量增加導(dǎo)致的。
(4)建立了活性劑SiO2在鋁合金交流PPCATIG中熔池表面的過渡模型。PPCA-TIG焊活性劑SiO2經(jīng)電弧作用處理后,并未與母材金屬發(fā)生反應(yīng),主要以焊渣形式分布在距熔池中心2 mm外的區(qū)域,強(qiáng)制電弧收縮,聚集的活性劑導(dǎo)致焊縫表面成形不佳。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07
