淺談S32750 雙相不銹鋼的焊接工藝和耐腐蝕性能
2022-02-02 08:33:34金錦榮
石油化工建設(shè) 2022年8期
金錦榮
中石化寧波工程有限公司 浙江寧波 315103
雙相不銹鋼是不銹鋼的一個重要分支,一般是指在固溶組織中奧氏體相與鐵素體相各占一定含量,且較小相含量至少30%的不銹鋼。由于其為一種混合顯微組織,按照相平衡原理,可以設(shè)計生產(chǎn)成不同相比例的鋼種,滿足不同的材料性能要求。雙相不銹鋼的物理性能介于奧氏體不銹鋼和鐵素體不銹鋼之間,具有較高的強度,可以減輕工件重量,同時具有比奧氏體不銹更良好的耐腐蝕性,在工程上也易加工制造。所以,雙相不銹鋼在石油化工設(shè)備和工藝管道工程中被廣泛使用。
雙相鋼不銹鋼的制造工藝一直在發(fā)展,按照其合金成分含量的不同,在石化工程領(lǐng)域主要使用22Cr- 5Ni 型(UNS 標 號 為S31083/ S32205, 對 應(yīng) 國 標 代 號 為S22253/ S22053)和25Cr- 7Ni 型(UNS 標號為 S32750,對應(yīng)國標代號為S25073)兩大種類[1]。其中,22Cr- 5Ni 型是主要的雙相不銹鋼鋼種,約占雙相不銹鋼鋼總量的一半以上,廣泛應(yīng)用于煉油化工設(shè)備(如常減壓裝置)、油氣輸送管道、甲醇合成反應(yīng)器等工程項目,在焊接施工中可采用的焊接方法與焊材種類也較多,焊接工藝相對成熟。25Cr- 7Ni 型雙相不銹鋼主要應(yīng)用在工業(yè)用水及海水熱交換器、尿素高壓設(shè)備及脫鹽淡化設(shè)備等裝置,其鋼材大多來自進口,焊接材料及焊接工藝還沒有完全標準化,目前可選擇的焊接材料也有限,有些焊接工藝與措施產(chǎn)生的效果有待驗證。因此,在實際施工中,25Cr- 7Ni 型雙相不銹鋼的焊接工藝還需要開發(fā)與調(diào)整。
1 項目概況
某石化項目氣化裝置的酸性水介質(zhì)管道,設(shè)計溫度288℃、設(shè)計壓力7.59MPa,管道材質(zhì)選用S32750 雙相不銹鋼(屬于25Cr- 7Ni 型雙相不銹鋼),管道規(guī)格219×8.18。該項目所采購的S32750 雙相不銹鋼管道是焊接管,卷制所采用的鋼板為日本新日鐵公司產(chǎn)品,由常州一家管道成套件公司采用PAW、GTAW 工藝制造。
S32750 雙相不銹鋼屬于高合金型的鋼種,焊接時容易氧化,原始鋼板的化學(xué)成分見表1。從保證焊縫質(zhì)量、施工的效率等方面來考慮,GTAW 焊接方法中氬氣有較好的保護作用,熔池的冶金反應(yīng)容易控制,易實現(xiàn)單面焊雙面成型,從而獲得高質(zhì)量的焊縫。因此,結(jié)合項目技術(shù)條件中有較高韌性的要求,針對壁厚在8~10mm 范圍的管道,項目施工優(yōu)先選擇全GTAW 工藝焊接。

表1 S32750 鋼板的化學(xué)成分 %
根據(jù)與母材化學(xué)成分、力學(xué)性能指標相匹配的原理,焊材選用時須保證焊縫金屬力學(xué)性能高于或等于母材規(guī)定限值。考慮到國外焊接材料的采購周期相對比較長,焊接試驗采用的焊絲為國內(nèi)一家專業(yè)焊材廠的產(chǎn)品,焊絲牌號為GTS- 2594,批號B1S147T ,其化學(xué)成分見表2。比較母材與焊絲主要元素的含量,焊絲的Ni 含量比母材高2%左右,N 含量與母材相近,這也是含氮雙相不銹鋼選用焊材的經(jīng)驗做法。

表2 GTS- 2594(ER2594 型)焊絲化學(xué)成分 %
雖然雙相不銹鋼的強度比較高,機械加工難于一般的奧氏體不銹鋼,但在生產(chǎn)實踐中為保證管道的組對質(zhì)量,坡口的加工宜采用機械法。根據(jù)項目現(xiàn)場管道的實際厚度,采用的坡口形式及尺寸如圖1 所示,且坡口的表面不能有裂紋、分層等缺陷。

圖1 坡口形式和尺寸
2 焊接工藝與性能試驗
2.1 焊接工藝
管件組對前,清理坡口面及兩側(cè)母材表面20mm 范圍內(nèi)的氧化物、油污、熔渣及其他有害物。焊接采用直流正接法,管件的焊接工藝參數(shù)見表3,表中的焊接參數(shù)與焊材廠家推薦的工藝參數(shù)相近。

表3 管件的焊接工藝參數(shù)
管件施焊過程中,正面焊槍氬氣流量保持在10~12L/ min,焊縫背面需進行充氬保護,流量控制在8~10L/ min。在焊接時保持微正壓狀態(tài),至少焊接兩層方可停止背面氣體保護,防止管道背面焊縫金屬被氧化,道間溫度≤150℃。
2.2 焊接接頭的力學(xué)性能試驗
焊接后的試件經(jīng)外觀檢查合格后,按NB/ T47013 進行射線檢驗,Ⅱ級為合格。射線檢測合格的試件,依照NB/ 47014 等相關(guān)標準要求加工試樣,然后進行力學(xué)性能及腐蝕率測定等試驗。拉伸試驗、彎曲試驗和沖擊試驗分別執(zhí)行GB/ T228、GB/ T2653 和GB/ T229 相關(guān)要求。焊接接頭的力學(xué)性能試驗結(jié)果見表4,由表可見,拉伸、彎曲試驗全部合格,但低溫沖擊值不合格。

表4 焊接接頭的力學(xué)性能試驗值
2.3 焊接接頭的腐蝕試驗
腐蝕試驗按ASTM 983 方法C 進行,這是用來檢驗雙相不銹鋼發(fā)生點腐蝕的試驗方法,試樣規(guī)格、數(shù)量與腐蝕率見表5。點腐蝕一般是應(yīng)力腐蝕的起始部位,是對雙相不銹鋼性能最有害的腐蝕類型之一[2]。

表5 腐蝕試驗參數(shù)與腐蝕率
3 調(diào)整焊接工藝后的試驗
考慮到?jīng)_擊韌性和腐蝕率是考核雙相不銹鋼焊接接頭的重要性能指標,為獲得最佳的焊縫金屬性能,一般認為較大的焊接熱輸入量會使焊縫金屬組織晶粒長大,降低焊接金屬低溫下的韌性。所以,調(diào)整焊接工藝參數(shù),采用小工藝規(guī)范重新焊接管件,熱輸入量控制在7500~14000J/ cm,同時降低道間溫度50℃,每層的道間溫度≤100℃,防止焊縫金屬、熱影響區(qū)在高溫下停留時間過長。為避免焊縫金屬過快冷卻,導(dǎo)致有害相析出,不建議采用下限的熱輸入量。其余焊接工藝參數(shù)不變,針對低溫沖擊、腐蝕試驗等兩個不合格項再次焊接管件進行試驗。
管件焊縫經(jīng)射線檢測合格后,進行低溫沖擊試驗、氯化鐵點腐蝕試驗,結(jié)果見表6。由表可見,沖擊韌性和腐蝕率仍然不合格。
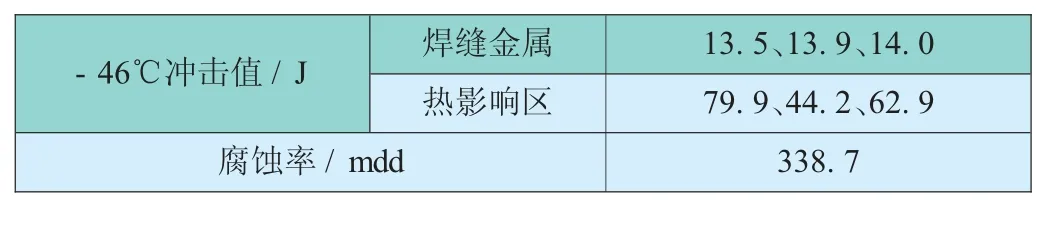
表6 焊接接頭的低溫沖擊值與腐蝕率
雙相不銹鋼由于奧氏體相的作用,一般具有較好的韌性,但也具有奧氏體不銹鋼存在的σ 相脆性、475℃脆性的特點。σ 相是一種Fe- Cr 化合物,硬且脆,475℃脆性一般發(fā)生在鐵素體含量較高的焊縫內(nèi)。雙相不銹鋼中Cr 是強烈形成和穩(wěn)定鐵素體的元素,Mo 是鐵素體的形成元素,Cr、Mo 還能促進σ 相析出。因此,S32750 雙相不銹鋼中Cr、Mo 元素的增加,會使其脆化性比22Cr- 5Ni 型雙相鋼大。從表6 中的沖擊試驗值可以看出,S32750 雙相不銹鋼焊縫金屬的沖擊值比熱影響區(qū)下降得快,所以控制雙相不銹鋼焊材中的合金成分很重要。
在兩個不合格項目重新試驗的同時,對焊縫金屬進行鐵素體含量與非金屬夾雜物檢驗。鐵素體含量檢驗按GB/ T1954 金相法,測得焊縫鐵素體含量為40.25%,符合施工技術(shù)文件中鐵素體35%~55%的要求。
非金屬夾雜物依據(jù)ASTM E45 標準最嚴重視野法進行檢驗,焊縫金屬夾雜物類型[4]與評級結(jié)果見表7。可見,評級結(jié)果符合施工技術(shù)文件B≤2.0 級、D≤1.5 級且A+B+C+D≤5 的要求。非金屬夾雜物的組成和分布對點腐蝕有較大影響,硫化物類夾雜物是形成點腐蝕最敏感的部位[5]。本次檢驗的焊縫金屬中沒有發(fā)現(xiàn)硫化物類夾雜物。

表7 焊縫金屬夾雜物類型與評級
4 耐腐蝕性能試驗
雙相不銹鋼耐腐蝕能力主要取決于合金元素的作用,在氯化物環(huán)境中影響點腐蝕的主要合金元素是Cr、Mo和N。合金元素與腐蝕性能之間的關(guān)系可采用抗點腐蝕當量描述,抗點腐蝕當量表示雙相不銹鋼耐腐蝕的等級,數(shù)字越大代表耐腐蝕性越好。當雙相不銹鋼鋼含≥25%Cr、≥3.5%Mo、≥0.02%N 時,抗點腐蝕當量可增加到40以上,S32750 管材的抗點腐蝕當量≥41[6]。
在本項目的施工案例中,S32750 母材的抗點腐蝕當量 為:PREN=% Cr+3.3% Mo+16% N=25.03+3.3 ×4.15+16×0.26=42.9;GTS- 2594 焊絲的抗點腐蝕當量為:PREN=%Cr+3.3%Mo+16%N=24.83+3.3×4.01+16×0.24=41.9。對焊絲GTS- 2594 按AWS A5.9 中相關(guān)條款進行化學(xué)成分復(fù)驗,測得焊絲的合金成分,其中Cr、Mo、N 分別為24.99%、3.98%、0.20%。由此,計算S- 2594 焊絲的實際抗點腐蝕當量:PREN=%Cr+3.3%Mo+16%N=24.99+3.3×3.98+16×0.20=41.342。
從焊絲復(fù)驗結(jié)果可知,國內(nèi)某焊材廠家生產(chǎn)的S32750 雙相不銹鋼焊絲抗點腐蝕當量低于母材,在焊接熱循環(huán)作用下,焊絲合金元素會出現(xiàn)氧化燒損,焊接后焊縫中的合金含量與抗點腐蝕當量還將降低。因此,在焊接狀態(tài)下,該焊接接頭的耐腐蝕性能會減弱,影響焊縫金屬在介質(zhì)中的腐蝕率。按焊材復(fù)驗要求在板狀試塊上堆焊熔敷金屬,對GTS- 259 焊絲的熔敷金屬按ASTM 983 C法進行腐蝕性試驗,腐蝕試樣規(guī)格50mm×15mm×15mm,測得焊絲熔敷金屬腐蝕率為537.89、760.63mdd,屬于超標。焊絲熔敷金屬的點腐蝕試樣及腐蝕部位見圖2所示。

圖2 腐蝕試樣及點腐蝕部位
在本次S32750 雙相不銹鋼焊接試驗期間,筆者走訪了提供這兩次試驗焊材的國內(nèi)某焊材廠。據(jù)了解,這批焊材采用的焊芯為法國一家品牌鎳基鋼絲廠的產(chǎn)品,在焊材廠國內(nèi)生產(chǎn)基地拔絲加工而成。焊材生產(chǎn)廠得知本試驗過程中兩次腐蝕率不合格,當即對該批次焊材進行復(fù)驗。復(fù)驗按焊材標準中的第三方仲裁試驗法進行,測得的腐蝕率為150mdd,同樣為不合格。事后廠家承認該批次的焊材在出廠前沒有按批號進行腐蝕試驗,提供給我們的焊材質(zhì)量證明文件書中的腐蝕率是以往焊材試驗的數(shù)據(jù)。
4.1 重新選擇焊材牌號
由于S32750 雙相不銹鋼沒有2205 型雙相不銹鋼應(yīng)用廣泛,目前國內(nèi)焊材的生產(chǎn)還沒標準化,能提供相應(yīng)焊材牌號的焊絲廠家有限。因此,進行第三次焊接試驗時,選擇從事雙相鋼焊材開發(fā)比較早的某歐洲焊材公司研制的焊材,焊絲牌號為AVESTA2507,批號103377,其化學(xué)成分見表8,抗點腐蝕當量:PREN=%Cr+3.3%Mo+16%N=25.22+3.3×4.02+16×0.24=42.326。

表8 AVESTA 2507(ER2594 型)焊絲化學(xué)成分 %
焊接試件時,采用GTAW 的工藝基本與第二次試驗相同,僅調(diào)整保護氣體氬氣的純度,氬氣含量為99.999%。第三次焊接試驗的低溫沖擊值與腐蝕率見表9。可見,沖擊試驗結(jié)果符合指標要求,腐蝕率仍為不合格,同時測得該焊縫金屬的鐵素體含量41.6%,熱影響區(qū)鐵素體含量51.2%。

表9 焊接接頭的低溫沖擊值與腐蝕率
4.2 改變?nèi)酆媳龋瑴p少填充金屬量
本項目的S32750 雙相不銹鋼管道是采用新日鐵公司的鋼板焊制而成,卷制焊接前,測得原始鋼板的腐蝕率為0.02798mdd,耐腐蝕性能符合要求。但在焊態(tài)下,由于雙相不銹鋼焊縫金屬為鑄狀組織,合金成分的稀釋與組織具有不均性,在多道焊接時,疊加熱循環(huán)作用,相的轉(zhuǎn)變不平衡,會造成奧氏體相減少,甚至形成鐵素體大晶粒,使焊縫金屬的鐵素體含量升高,導(dǎo)致焊縫金屬的耐腐蝕性能降低,不能保持到母材的水平。
在GB/ T21833- 2020《奧氏體- 鐵素體型雙相不銹鋼無縫鋼管》、AWS A5.9《不銹鋼光焊絲和填充絲標準》等標準中,對鋼材與焊接材料是否進行腐蝕試驗沒有明確要求;在GB/ T21832- 2018《奧氏體- 鐵素體型雙相不銹鋼焊接鋼管》中,點腐蝕試驗是作為特殊要求需在合同中注明的。本項目的管道成套廠焊評報告中沒有提供焊接接頭的點腐蝕試驗數(shù)據(jù)。由此可見,在現(xiàn)行標準規(guī)范中點腐蝕試驗僅是考核S32750 雙相不銹鋼母材、焊材及其焊接接頭性能的一個選擇項目。當焊接接頭選擇耐腐蝕性能時,需要含有較高合金的填充金屬,而目前焊材廠實際產(chǎn)品的合金含量或配比可能無法滿足這樣的要求。
調(diào)整熔合比,減少焊材合金元素在焊縫金屬中的比例,可使焊縫金屬獲得與母材相近的耐腐蝕能力。在其余焊接工藝參數(shù)不變的情況下,改變焊接坡口尺寸進行對比試驗,當坡口角度從70±5°改為40±5°時,焊縫金屬在焊接接頭中的填充金屬量減少約33%,焊接接頭的耐腐蝕性能會接近母材水平。通過這樣的工藝調(diào)整,重新焊接試件進行金相微觀和腐蝕試驗,結(jié)果如圖3 所示。由圖可見,焊縫金屬組織為鐵素體和奧氏體均勻分布,未見第三相沉淀。測得焊縫鐵素體含量為38.06%,熱影響區(qū)鐵素體含量47.16%,鐵素體的含量也相應(yīng)降低。按ASTM 983 C 法進行腐蝕試驗,測得的焊接接頭腐蝕率為1.46mdd,達到≤10mdd 的標準要求。
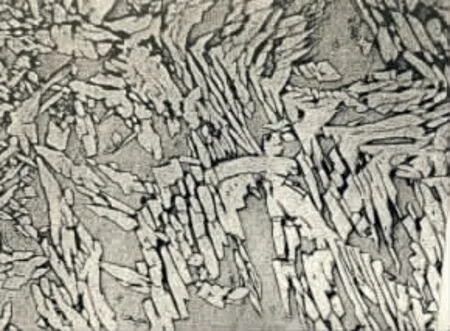
圖3 焊縫金屬組織圖
5 結(jié)語
(1)S32750 雙相不銹鋼的焊接性能良好,管件的施焊過程中沒有產(chǎn)生裂紋、未熔合等焊接缺陷,焊縫金屬中的非金屬夾雜物評級均為合格,焊接接頭的力學(xué)性能可以達到指標要求,奧氏體- 鐵素體的雙相比例要求也能實現(xiàn)。
(2)焊接材料的牌號與成分對S32750 雙相不銹鋼焊接接頭的性能有明顯影響。由于目前國內(nèi)批量生產(chǎn)S32750 雙相鋼焊材的廠家不多,從實際生產(chǎn)S32750 雙相不銹鋼焊材的能力保障來考量,現(xiàn)階段S32750 雙相不銹鋼焊接施工不建議使用國產(chǎn)焊材。
(3)根據(jù)現(xiàn)行焊接工藝評定標準,對焊接接頭力學(xué)性能的考核要求是高于或等于母材規(guī)定的值,焊接接頭的點腐蝕試驗是否用來評定雙相鋼焊縫金屬性能,沒有明確說明;在SH/ T3523《石油化工鉻鎳不銹鋼、鐵鎳合金、鎳基合金及不銹鋼復(fù)合鋼焊接規(guī)范》中也沒有涉及。在鋼材和焊接材料對耐點腐蝕性均無明確要求的情況下,全面考核焊接接頭的耐點腐蝕能力是否過于苛刻?對于S32750 雙相不銹鋼焊接接頭開展腐蝕性試驗的條件和適應(yīng)性,希望將來有更多的試驗數(shù)據(jù)來支持,完善規(guī)范相應(yīng)的內(nèi)容。
(4)焊接工藝對焊接接頭的耐腐蝕性能有一定影響,可以通過減小坡口角度、調(diào)整熔合比,來改善焊縫金屬性能。當在焊接接頭中的填充金屬量減少到一定比例時,可以提高焊接接頭的耐腐蝕性能。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年1期)2019-03-30 01:35:32
中學(xué)生數(shù)理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機床(2017年8期)2017-11-27 02:10:21
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
制造技術(shù)與機床(2015年10期)2015-04-09 07:06:00
