基于P-Q2圖的鎂合金壓鑄工藝參數研究
2022-02-10 08:37:00程鵬葉盛徐建華
中國設備工程 2022年2期
關鍵詞:系統
程鵬,葉盛,徐建華
(寧波海天金屬成型設備有限公司,浙江 寧波 315806)
1 概述
近年來,隨著國內鑄造行業的發展,精密鑄造技術得到了快速發展,模具設計制造是精密鑄造的前提,對于模具如何才能有效讓其使用更長時間,延長其使用壽命變得很有意義。在壓鑄充型理論中,流體力學有兩種流動系統:一種是液態金屬(熔融液)從壓力腔流進模腔(通過澆口時):另一種是壓力流體從蓄能器流進模腔。兩者都遵循伯努利定律的流體動力學。對于壓力與速度的關系說明:推動液體流動的壓力越大,流體的流速越快,壓力與流速的平方成正比。也就是P和Q2。由于鑄造過程的復雜性和多物理性質,當合金液通過一系列通道流入型腔時,必須對工藝參數進行有效控制。保證高質量鑄件表面所需的充型條件也是至關重要的,通過理想的澆注系統可以有效地控制充型條件。研究表明,流體的流動規律遵循PQ關系。通過壓鑄模具和澆口系統的設計,為生產高質量的鑄件提供了科學、系統的方法。
2 P-Q2圖模型與具體推導過程
本文所述的P-Q2圖,具體指的是模具與機器的壓力、速度關系。將模具腔內的液體流動視為湍流模型。
對于模具而言,依據伯努利定律簡化,得到內澆口內液態金屬流動系統的壓射壓力為:

進一步推導公式為

式中,Q為內澆口金屬液流量,L/S,CD為流量系數,鎂合金為0.5,PM為金屬比壓,MPa;ρ為金屬液的密度,鎂合金ρ=1700kg/m3。
圖1 顯示的是壓射單元系統。當壓射錘頭向前運動時,蓄能器用于為壓射缸提供液體流動能量,并保持壓射系統的壓射動力。當壓射速度達到最大時(通常考慮最大壓射速度),會打開蓄能器閥,當壓射速度為零時,沖頭壓力等于蓄能器提供的最大壓力。
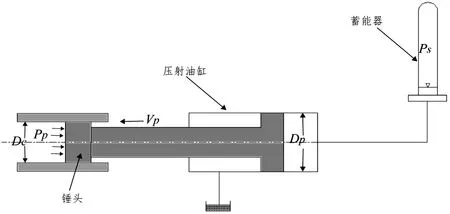
圖1 壓鑄系統的壓射單元
對壓鑄系統來說,從蓄能器流向注射缸的壓力液體,結合以下公式提供的方法來表征流動過程:

式中,PP為油缸壓力,PS為蓄能器最大蓄能壓力,VP為壓射速度,VD為空壓射最大速度。
包括壓鑄機壓鑄鎂合金件充填型腔過程,當壓鑄機壓射時,基于連續性方程轉換力PP的平衡條件:

結合(3)、(4),可以得到

這里將壓射比壓和流量之間的轉換公式

式中,DP為壓射油缸的直徑,DC為錘頭的直徑,QD對應于壓射系統的最大速度時,壓鑄機提供最大的液態金屬流量。通過該公式可以看出,壓鑄機的壓射比壓與金屬液流量的平方成正比。
3 P-Q2圖模型應用案例
本文選用模型為海天客戶實際生產所使用的的產品模型。在進行壓鑄可行性分析時,本次試驗條件平臺數據如下,選取如圖2所示的壓鑄試驗平臺,選用HDC650T高速壓鑄機,空打速度8m/s,壓射油缸直徑140mm。鎂合金壓鑄件如圖2所示,鑄件體積V=126.6cm3,平均壁厚T=0.7mm,內澆口面積Ag=1.68cm2沖頭直徑為φ=80mm。

圖2 壓鑄件三維模型圖
(1)壓鑄機的特性圖如下

Q0為壓室金屬液最大流量L/S,
;V0沖頭最大空打速度m/s,取V0=10m/s;AP為壓射沖頭截面積,cm2,沖頭截面積。
計算壓室內最大金屬壓力

(2)模具的特性圖
計算內澆口金屬液流量

其中,Q為內澆口金屬液流量,L/S,Cd為流量系數,鎂合金為0.5,P為金屬比壓,Mpa;ρ為金屬液的密度,鎂合金ρ=1700,計算模具的特性
(3)工藝品的特性計算
內澆口充填時間

計算出


通過以上兩個公式繪制P-Q2圖,如圖3所示。
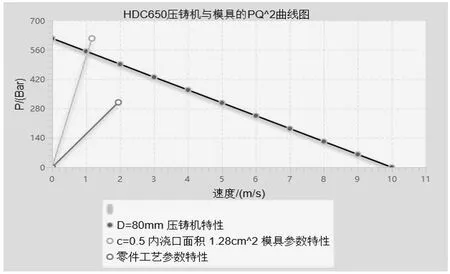
圖3 壓鑄系統PQ2圖
在該圖中可以看出,黑色的線為壓鑄設備線,灰色的線為模具的特性,兩者存在相交的點,該點為壓鑄機的工作點,通過該點可以初步確定壓鑄系統的流量與壓力之間的適用范圍。
考慮壓鑄系統能量供應的研究,主要在考慮壓鑄件與壓鑄系統之間的匹配問題,通過能量關系確保壓鑄件能夠正常生產出來。
壓鑄件需要壓射能量 P需= 0.385× Q0×P0=0.2657kW。
通過能量供應關系,P供>P需,該壓鑄設備能夠生產該壓鑄件。通過P-Q2圖以及流體力學的理論計算可以確定出該壓鑄件的壓鑄工藝參考值如表1所示。
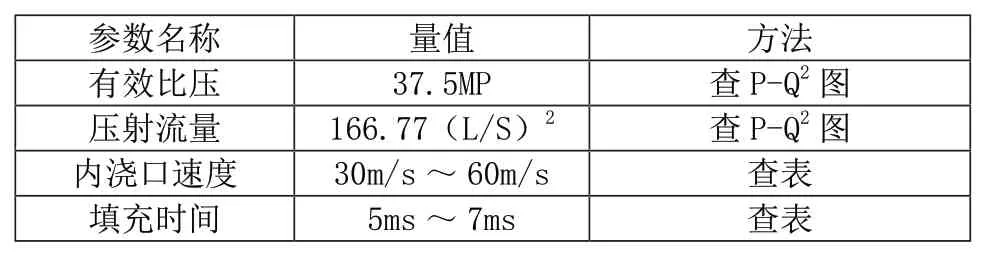
表1 理想壓鑄系統工藝參考值
4 結語
本論文的研究中,根據已知的澆注系統數據建立壓鑄系統的P-Q2圖,分別計算壓鑄機、模具的P-Q特性,計算壓鑄過程中工藝參數填充時間和填充速度。對于機械選型和模具設計提供了一種新方法。得到的主要結論如下。
(1)根據P-Q2圖來確定選擇壓鑄機與模具之間的匹配問題,同時,提供壓鑄機P-Q2調整方式,可以通過改變錘頭直徑、蓄能器最大蓄能壓力來調整壓鑄機的P-Q特性,提高壓鑄機的使用效率。
(2)在設定的流量下,機器產生的金屬靜壓可以從圖表中讀出。模具線代表克服給定流量下,需要克服模具阻力所需的比壓。模具線與壓鑄設備線在一個坐標系中必須相交。顯示了模具與壓鑄機的實際壓力和流量。它揭示了壓射速度與鑄造壓力之間的聯系。
(3)壓鑄件與壓鑄系統之間的匹配問題,通過能量供應之間的關系,可以對比壓鑄系統與壓鑄件之間的能量關系,進而確保壓鑄設備的適用范圍。
(4)通過P-Q2圖提供壓鑄工藝參數具體方法,為生產高質量的壓鑄件提供了科學、系統的方法。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32
